Posté le 01/01/2014 à 19:15
Happy New Year 2014


Posté le 30/11/2013 à 15:47
Kitty Injection : Moteur
INJECTION
CHECK MOTEUR... ET BOULETTE.
Toles
Le moteur étant parterre, c'était l'occasion de lui donner un coup de jeune aussi.J'ai commencé par sabler toutes mes tôles moteurs (mais pourquoi j'ai attendu aussi longtemps pour me faire une cabine de sablage?!), et je les ai amenées chez un carrossier pour une belle laque noire :




Culasses
J'avais un filetage de bougie (n°3) qui m'inquiétait un peu, donc déculassage pour inspecter... Finalement un coup de taraud suffira pour le rappeler à l'ordre.J'en profite pour dépoiler la culasse (35.5/32 DA), nettoyage des conduits et soupapes, contrôle... Et même manip avec l'autre culasse par précaution.


Échappement
Au passage, je vire l'hideux échappement qui équipait Kitty depuis que je l'avais achetée, pour le remplacer par un CSP Python 38mm, avec ses boites de chauffage spécifiques... Pas donné le bébé, mais beau produit. Et avec le 4 en 1, je devrais avoir une mesure de lambda cohérente... Enfin, j'espère!Un peu overkill pour mon 1600, mais au moins je serai équipé quand je voudrai monter un moteur plus gros! (spoilers alert!)




Y'a certains shops qui devraient en prendre de la graine!
Remontage et... la Boulette.
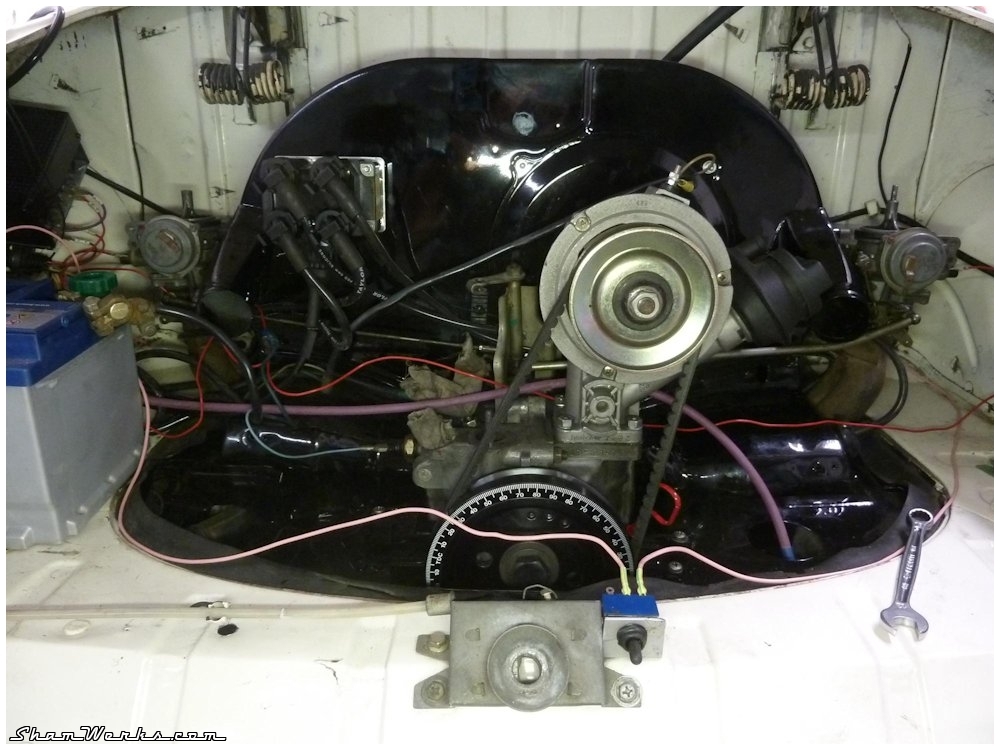
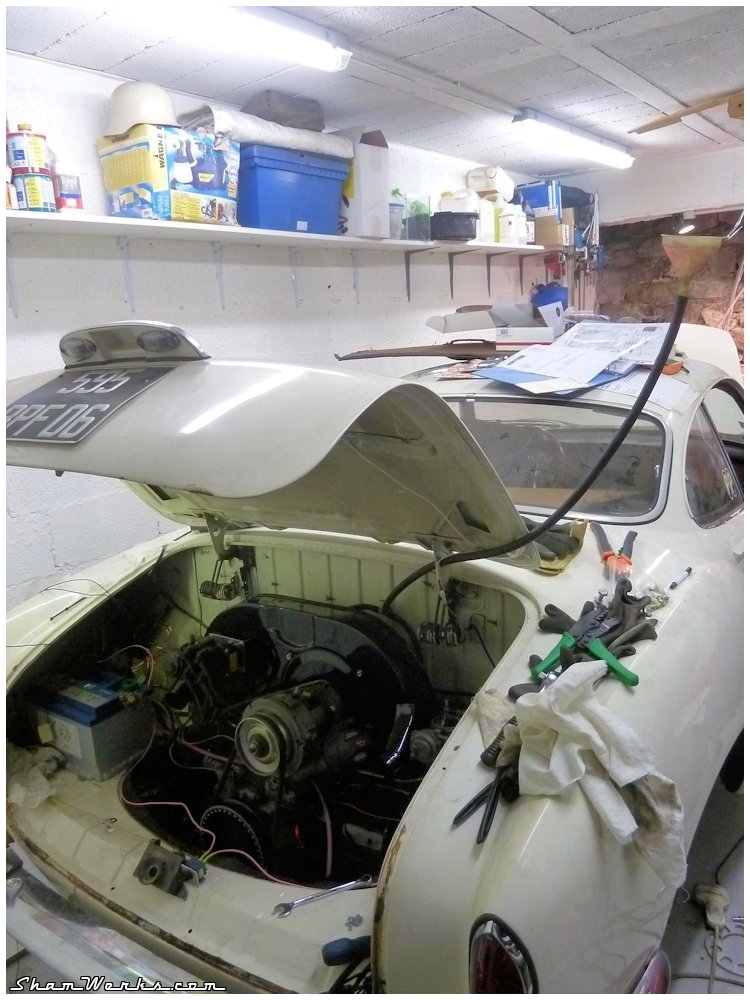
Je remets le moteur dans la voiture pour un premier démarrage en MS, avec l'allumage à étincelle perdue (sans allumeur / distributorless), mais sans l'injection, encore en carbus, juste pour valider mon montage.Un entonnoir et un bout de durite accrochés au plafond suffiront pour apporter un peu de carburant dans le système...
La bourde de classe 1...
Huit sur l’échelle de Richter de la connerie...
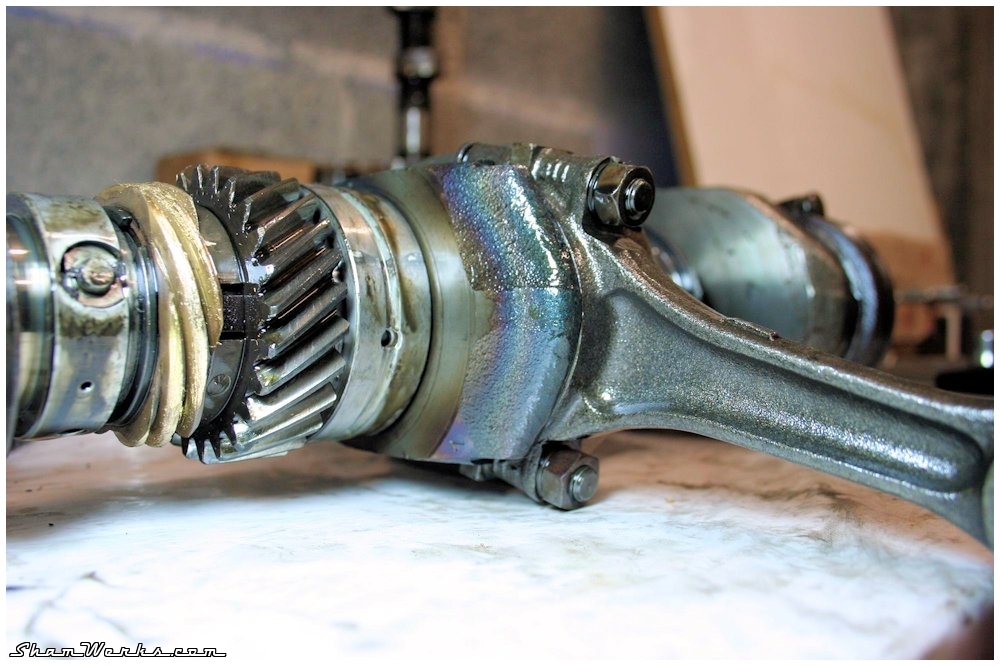
J'oublie de retirer l'arbre d'entrainement de l'allumeur.
Au démarrage, il remonte, sort de son logement en bas, se met en travers, se bloque dans le carter, et m'usine le pignon entraîneur sur le vilo, me foutant des copeaux de cuproalliage partout dans le bloc...
Le moteur a du tourner maximum 8 secondes, mais c'est trop tard, retour case départ, il faut ressortir le moteur, ouvrir le carter et tout nettoyer!
J'm'en souviendrai de celle là, tiens... F*CK!






Pfff, et dire que j'étais à deux doigts de pouvoir rouler... Grrrr!!!
Ceci dit, il a démarré nickel, donc montage allumage/MS validé.
Bon, ben y'a plus qu'à ouvrir, tout nettoyer, contrôler, un jeu de coussinets pour avoir l'esprit tranquille et refermer le bloc hein? Ça va être facile, hein, dites, hein?
Sauf que rien n'est jamais simple... Ça serait trop simple.
Re-démontage et ouverture du bloc
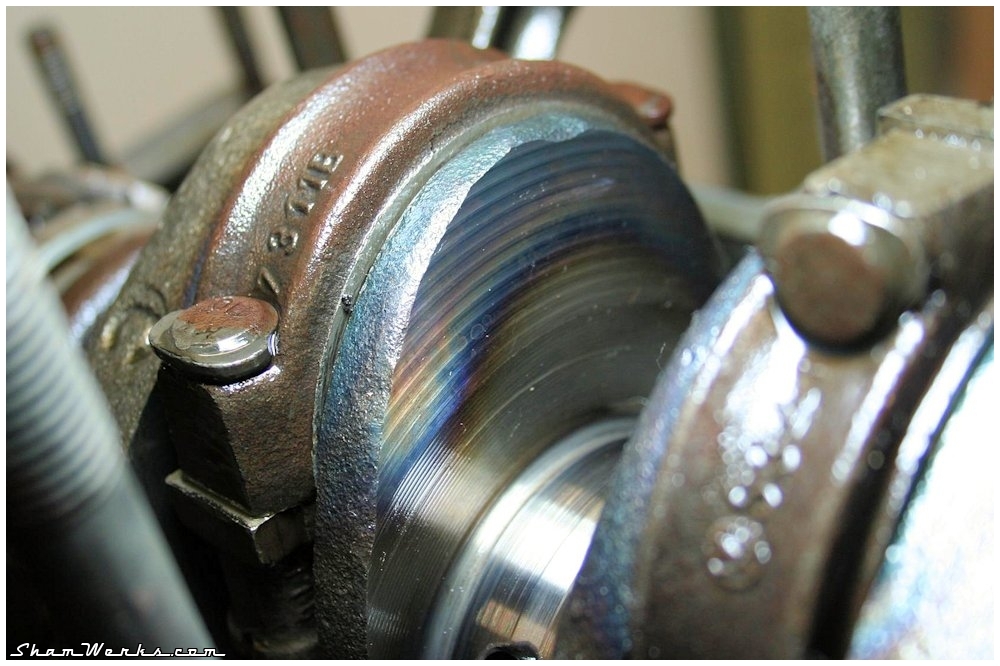
Je n'échappe donc pas aux mauvaises surprises au démontage : déjà, rien qu'en tombant le volant moteur, belle fuite au joint spi...Ensuite, le vilebrequin a des marques de bleuissement qui ne me plaisent pas. Renseignements pris, ça pourrait venir de l'usinage des paliers, mais quand même, il est bien marqué, pas très envie de remonter ça moi... Bref, continuons.
Les poussoirs usés jusqu'à la corde... Tout va bien...
L'AAC est bien marqué aussi, évidemment.


Je sors ensuite le matos de métrologie, pour voir ou on en est... Micromètres (palmer), comparateur d'alésage, pieds à coulisse, petit marbre, vés de bridage, supports magnétiques, piges télescopiques, Plastigauge, jauge de profondeur, cales étalon, j'ai fini par m'équiper correctement au fil des années, ça me permet une certaine autonomie dans le contrôle de mes pièces.
Pas donnés les joujoux, mais entre eBay, LeBonCoin et les annonces du forum Usinages.com, on peut faire de belles affaires si on est patient, et s'en tirer à moindre coût!

Et bim, ça continue, 0.07mm de faux rond! La RTA donne 0.02 max, on est déjà hors des clous!
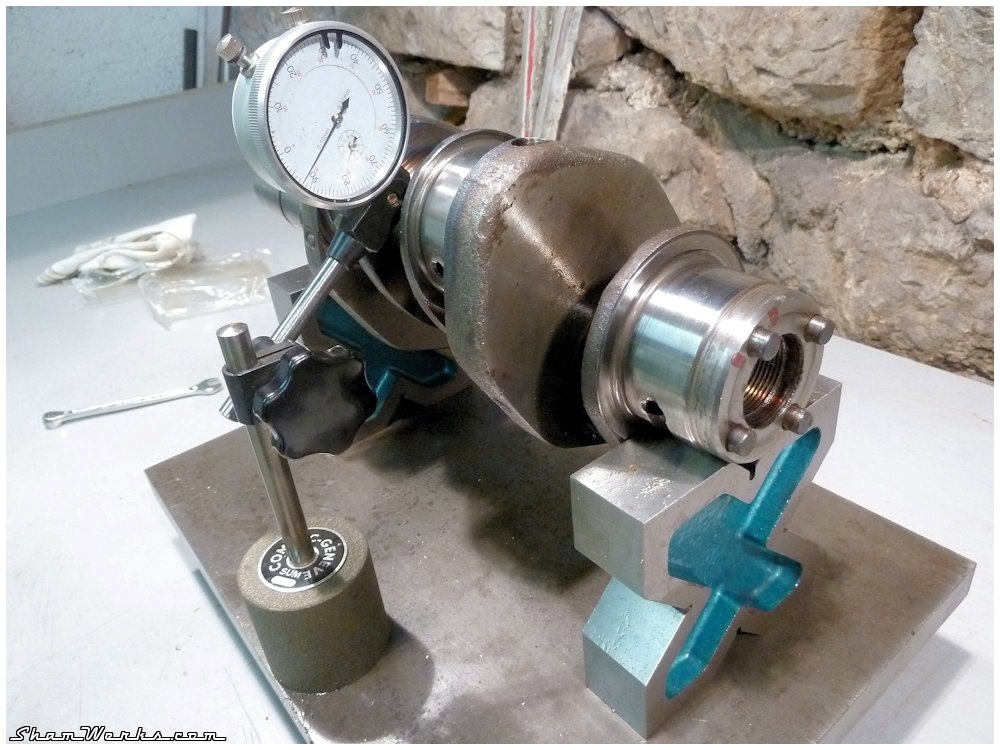

- Tourillon 1 : 54.988 / 54.985 / 54.988
- Tourillon 2 : 54.980 / 54.980 / 54.980
- Tourillon 3 : 54.988 / 54.985 / 54.983
- Tourillon 4 : 39.994 / 39.993 / 39.993
Puis vient l'heure du contrôle du carter... Je sors le comparateur d'alésage, et là, on rigole :
- Palier 1 : 66.02 / 66.03 / 66.04
- Palier 2 : 65.51 / 65.51 / 65.49
- Palier 3 : 65.49 / 65.49 / 65.50
- Palier 4 : 50.57 / 50.58 / 50.57
Non mais oh, y'en a un qui s'est endormi sur la fraiseuse chez VW South Africa????
Arrivé à ce niveau, je me dis que finalement c'est un mal pour un bien que j'aie ouvert mon bloc... Il avait beau marcher fort, il aurait peut-être pas été très loin.

J'ai un carter embiellé AS41 de coté (code "A"?), acheté il y a des années à Dangerous, en me disant qu'un jour je me monterais une mécanique un peu plus musclée...
C'est peut être le moment, du coup!
Posté le 23/11/2013 à 18:24
Tribute to Krapo Bleu
 Il y a précisément 25 ans aujourd'hui, le 23 Novembre 1988, était mise en circulation ma voiture de tous les jours, mon "Krapo Bleu"!
Il y a précisément 25 ans aujourd'hui, le 23 Novembre 1988, était mise en circulation ma voiture de tous les jours, mon "Krapo Bleu"!Je me suis dit que c'était l'occasion lui rendre un petit hommage, pour fêter son quart de siècle, dont 16 ans (et 120.000km) à mon service : je l'ai en effet achetée en août 1997 pour 23.000 Francs (~3500€)!
Ma "vieille amie" est une donc une Golf 2, d'une série limitée créée en 1988 pour célébrer la 10 millionième Golf produite, et nommée pour l'occasion "10 Millionen" (mais renommée "Champ" pour le marché français, allez comprendre)...
Sellerie, jantes, vitres teintées bleu et peinture spécifiques, c'est un modèle pas courant! J'ai d'ailleurs récemment déniché la plaquette qu'on trouvait à l'époque dans les concessions allemandes (collector!) :


Je l'ai vraiment secouée dans tous les sens celle-là, et lui ai fait transporter tout et n'importe quoi :












Malheureusement les jantes d'origine spécifiques en 14" étaient bouffées en profondeur par une sorte de corrosion de l'alliage, je les ai remplacées par un set d'ATS Cup en 15" (trouvée neuves sur eBay Allemagne, avec leur certificat de conformité VW/TÜV!), chaussées en Yokohama Parada 195/50/15 (super gommes, pas chères, à recommander!). L'ensemble tient franchement bien le parquet!

Mais bon, elle commence à vieillir, va falloir lui prévoir un voile de peinture un de ces quatres... Et si l'un de vous a un plan pour un bloc 1.8 GU (90cv carbu) pas trop kilométré, je suis preneur!
Joyeux Anniversaire Krapo Bleu!
Posté le 18/10/2013 à 16:32
Kitty Injection : Hardware
INJECTION
HARDWARE
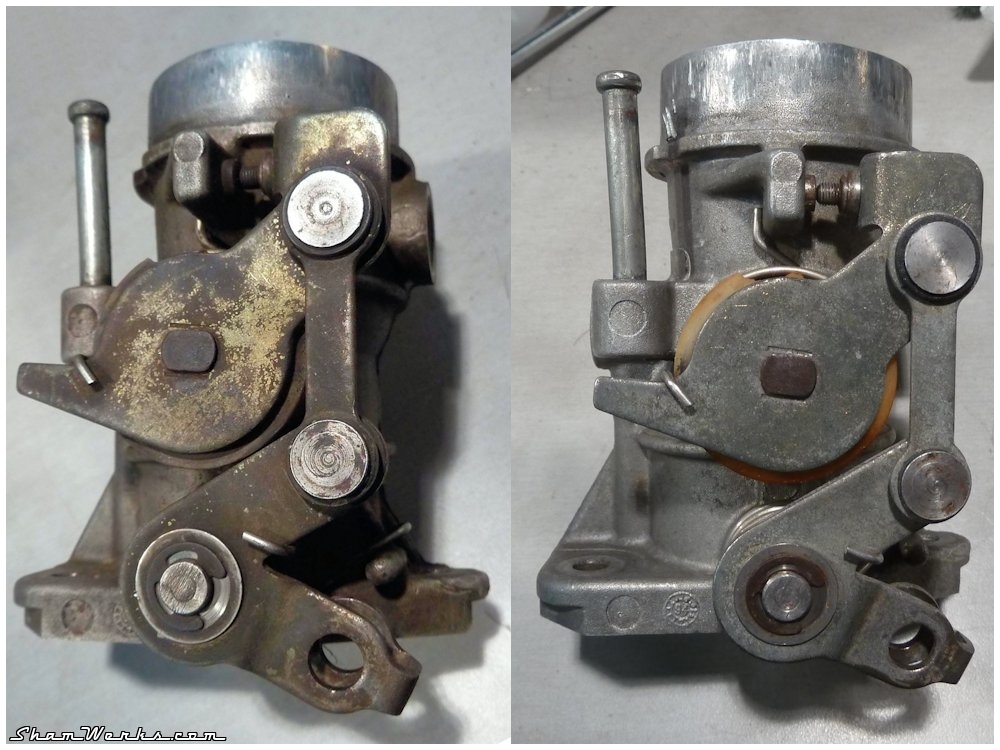
Admission :
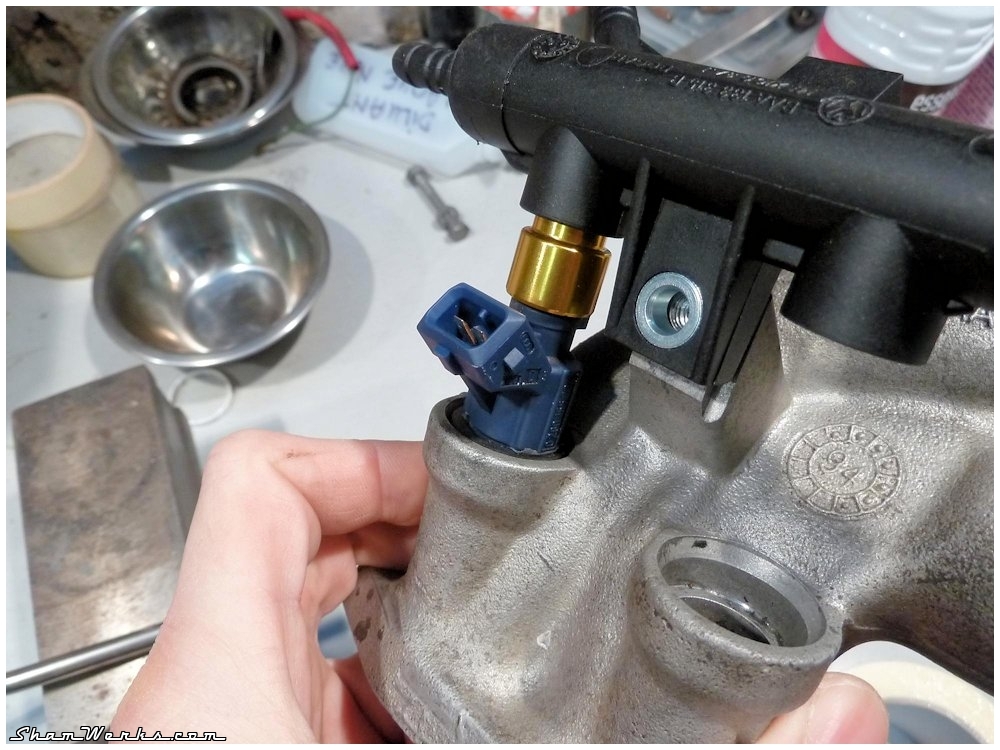
Coté admission, j'utilise les pièces issues des 1600i équipant les dernières Coccinelles mexicaines : pipe d'admission complète, corps papillon, et le pied d'alternateur spécifique (merci Laurent!).Un gros nettoyage (microbillage ou bac à ultrason, selon les pièces), quelques joints, et c'est prêt à monter!
J'ai aussi commandé quelques pièces neuves (rampes d'injecteurs, joints de pipe et d'injecteurs), directement au Mexique, via un vendeur sur TheSamba (Antonio Trejo, spécialiste de ces pièces, très bon contact!).







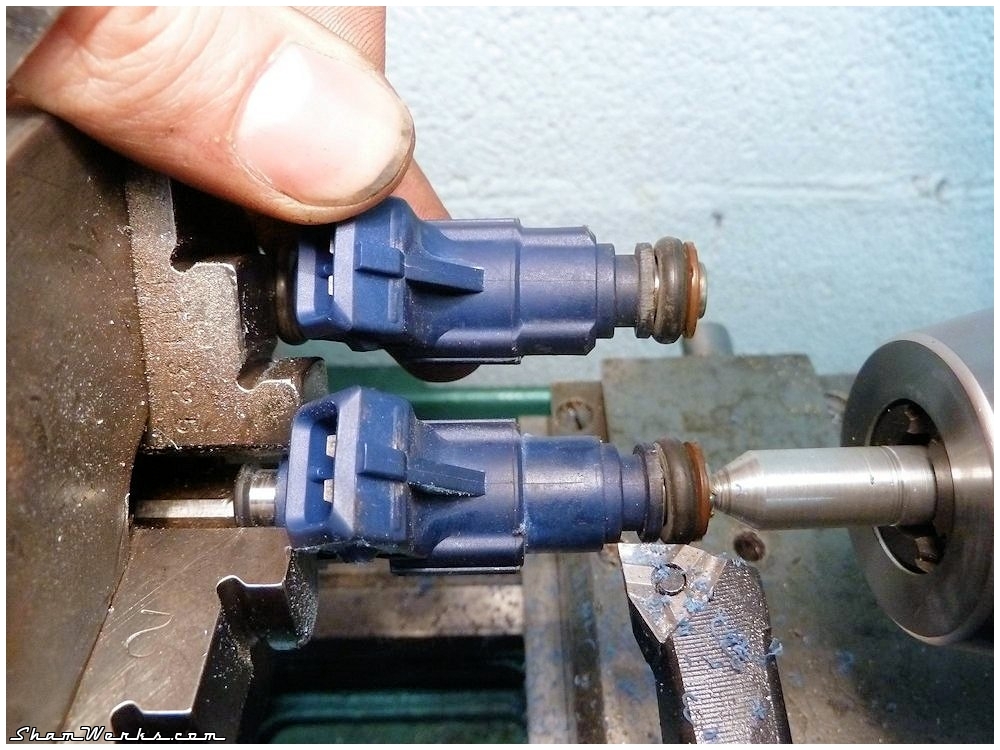
Injecteurs :
Les injecteurs d'origine sur les cox Mexico sont des "EV1", une ancienne génération d'injecteurs qui a un flux de sortie qui ressemble à celui d'un pistolet à eau (sortie monotrou)... Je voulais passer en EV6 (sortie multitrous) pour avoir un meilleur mélange air-essence (voir cette video pour comprendre la différence de diffusion).Pas évident de trouver ça pour nos "petits" moteurs. Finalement, j'ai adapté des injecteurs de Saxo VTR (Bosch ref.0280155794, 135cc @3bar) qui m'ont l'air pas mal, et se trouvent à pas cher en occasion.


Circuit Carburant :
La pompe d'injection est une Walbro, marque réputée : modèle GSL391, 190l/h, bien plus que nécessaire pour un petit 1600.Le régulateur de pression, indispensable sur une injection, est un modèle générique à bas prix (40€ chez VA MotorSports, ou sur eBay Angleterre). J'en connais qui roulent avec sans problème, mais je garderai quand même un œil sur lui au cas où...
Comme je ne voulais pas percer/souder mon réservoir pour la ligne retour, j'ai opté pour un réservoir tampon d'1 litre (swirl pot / surge tank, pour les anglophiles), alimenté par gravité , placé sous le réservoir (trouvé sur eBay en Angleterre chez Demon Motorsports, pour une quarantaine d'euros). Il devrait aussi éviter les déjaugeages en virage quand le niveau dans le réservoir est trop bas. A voir à l'usage...
J'ai commandé les différents raccords AN-6, et le filtre à essence haute pression sur eBay Angleterre aussi, chez Torques UK : prix corrects (toutes proportions gardées, ça coute vite un bras les raccords avia!), livraison rapide, et une gamme archi-complète. Une adresse à conserver.


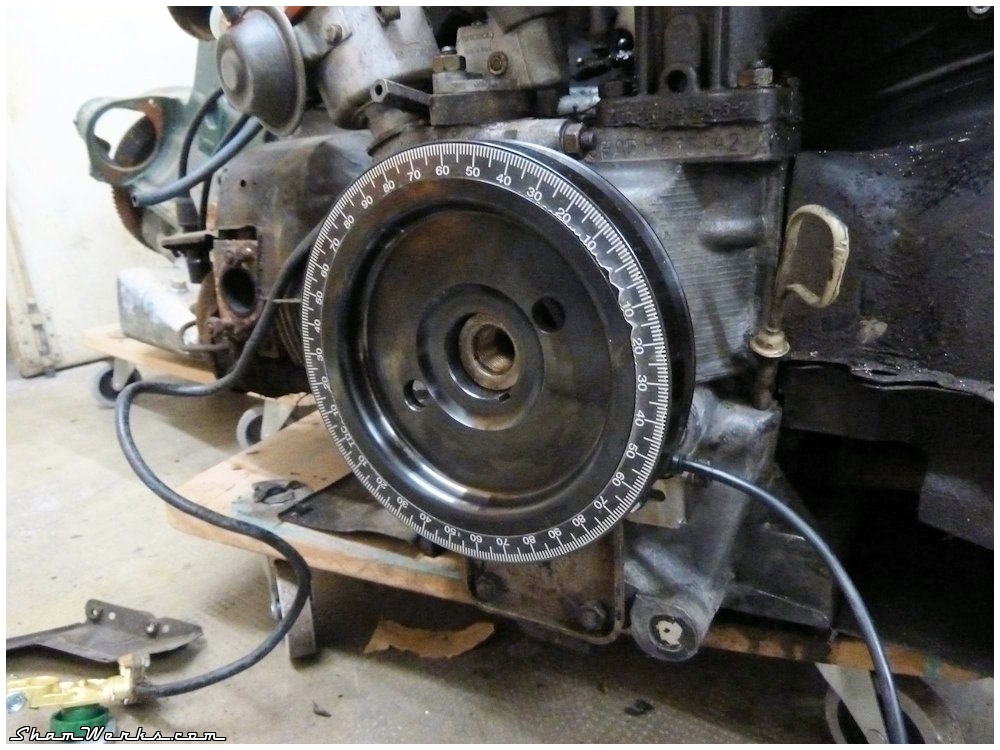
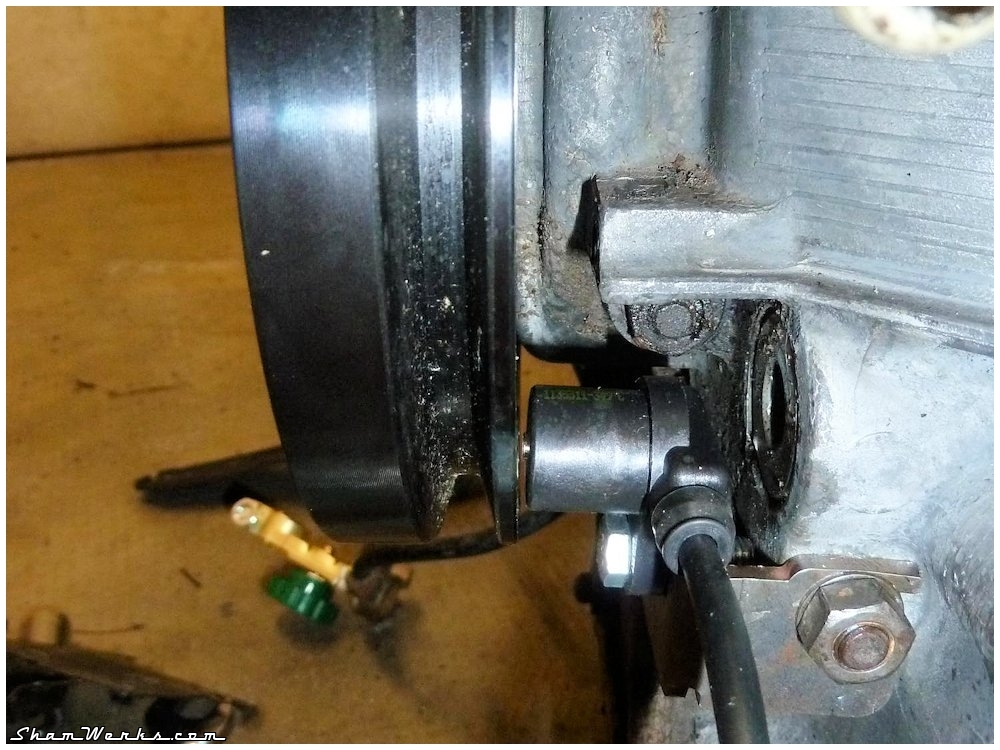
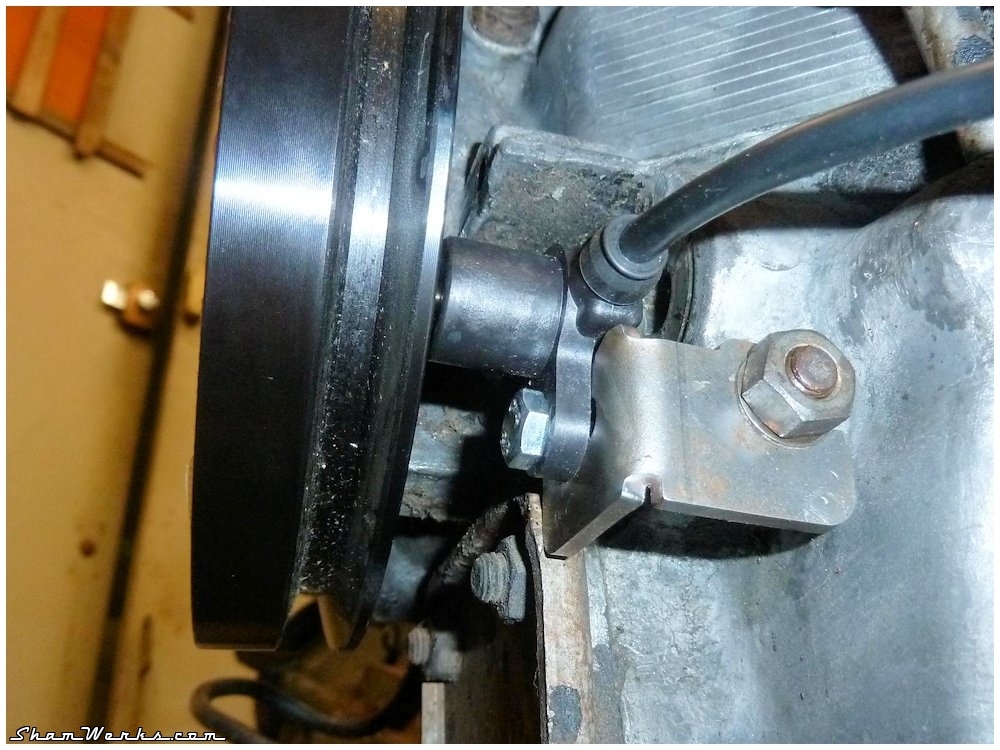
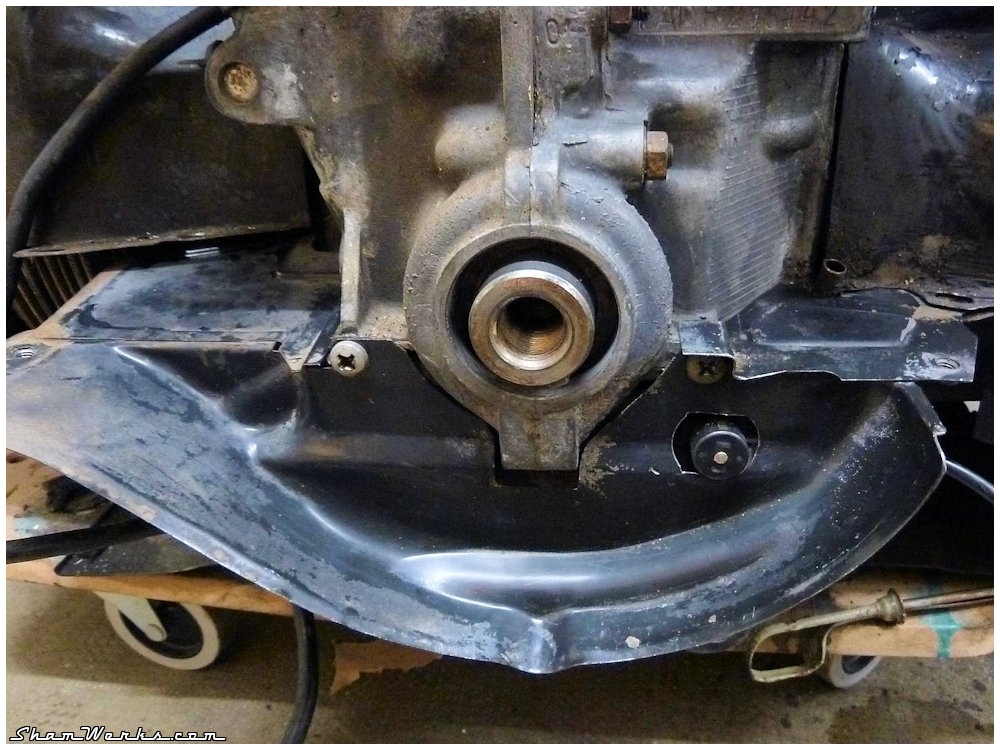
Capteur PMH :
L'un des points délicats de tout le systême est l'installation d'un capteur PMH précis, fiable... Et idéalement, discret!J'ai choisi la solution de TheDubShop (excellent contact avec Mario Velotta au passage), avec une poulie Damper (Black Equalizer 2.6kg/5.5lb) que j'ai faite équilibrer (Feller Service). Elle est montée avec une vis de poulie plus longue de chez Gene Berg.
Le capteur VR est fermement fixé sur le bloc, caché derrière la poulie, il faut juste percer la tôle pour le laisser passer. Une solution super propre...
J'ai juste remplacé le connecteur d'origine sur le capteur VR par un modèle plus courant et étanche : il vient se connecter sur le câble blindé qui rejoint la MS.


Sonde O2 :
Pour permettre à la MS de contrôler le rapport stœchiométrique, et donc parametrer mes tables sur la MS, j'installe une classique sonde à large bande Innovate LC1, avec mano sous le tableau de bord pour garder un œil dessus.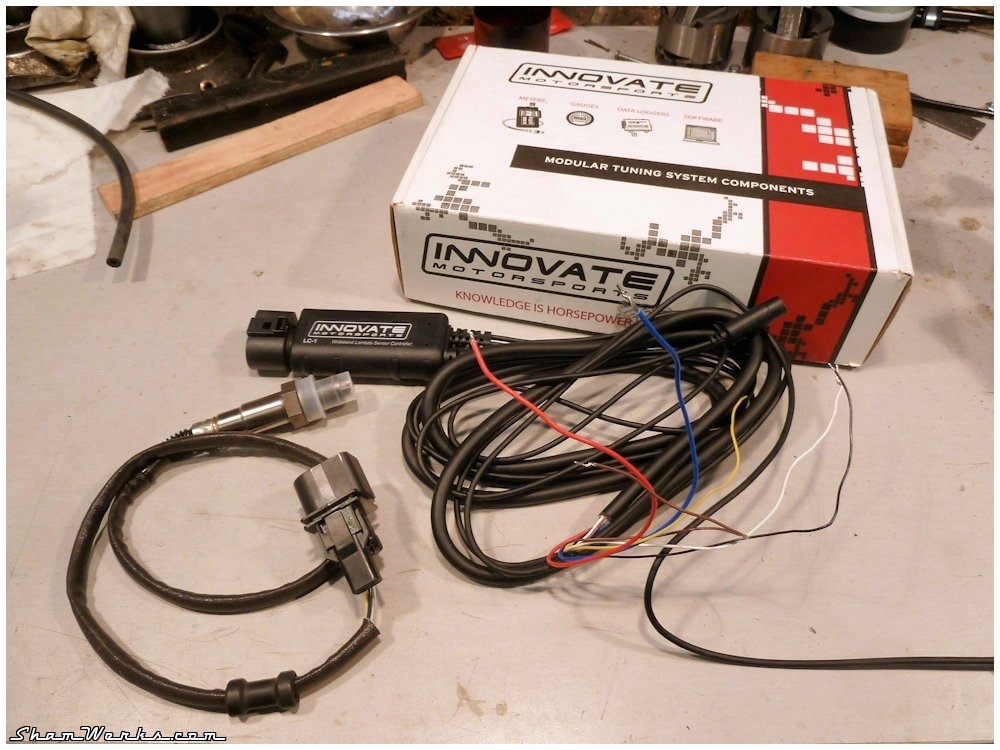

Allumage :
L'allumage est jumostatique (à étincelle perdue), contrôlé directement par la MS : pas de module Ford EDIS au milieu, pour pouvoir contrôler le Dwell via la MS... Et surtout, plus d'allumeur!J'utilise une bobine de la gamme Ford (montée sur les Fiesta/Escort, ref. Bosch F000ZS0212), mais elle nécessite des clips de fixation des fils HT spécifiques. Je me fabrique donc un faisceau d'allumage en récupérant ces clips d'un faisceau de Fiesta, et en les greffant proprement sur un faisceau Taylor 8mm.
Gaffe au démontage, la partie en laiton est relativement fragile... J'en ai d'ailleurs cassée une, mais j'ai pu la sauver en la ressoudant à la brasure argent.




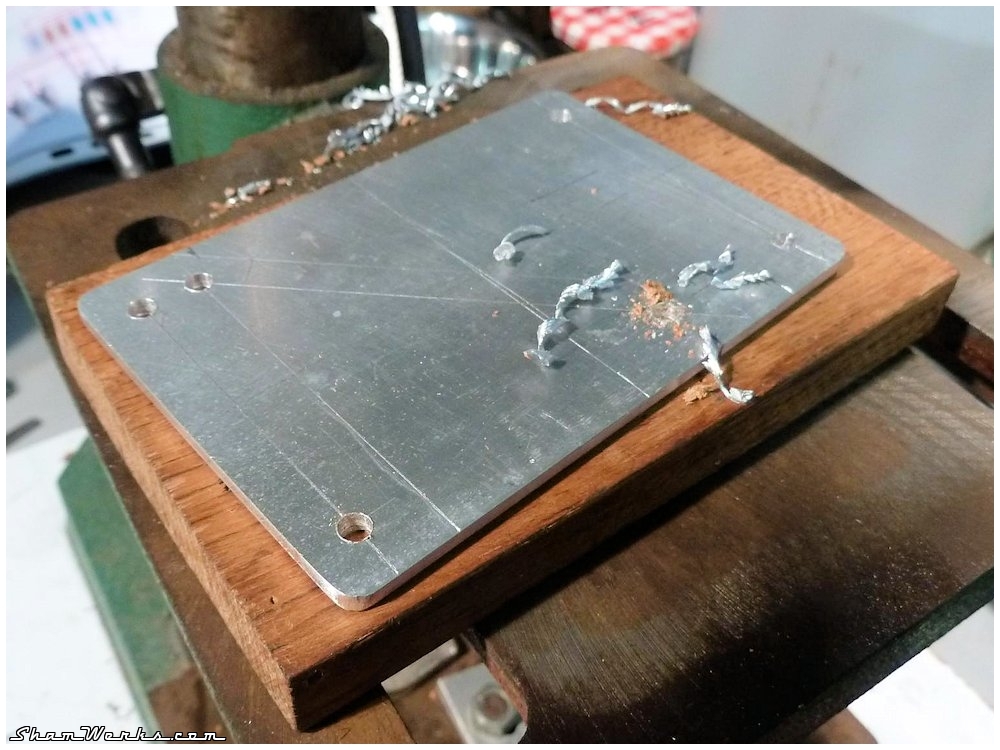


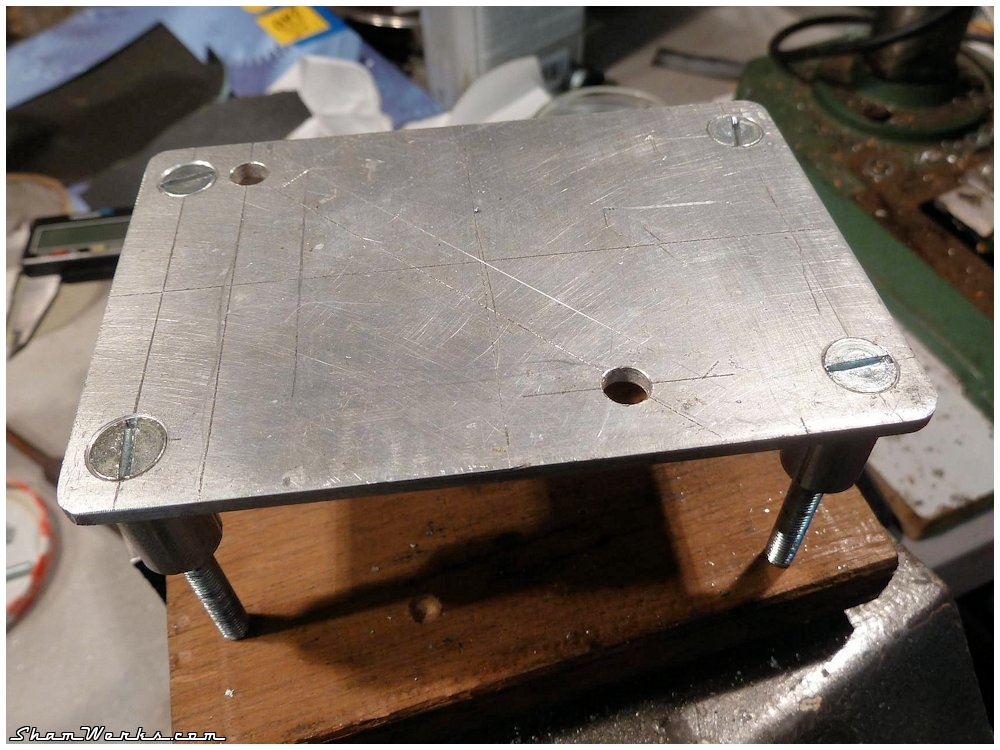
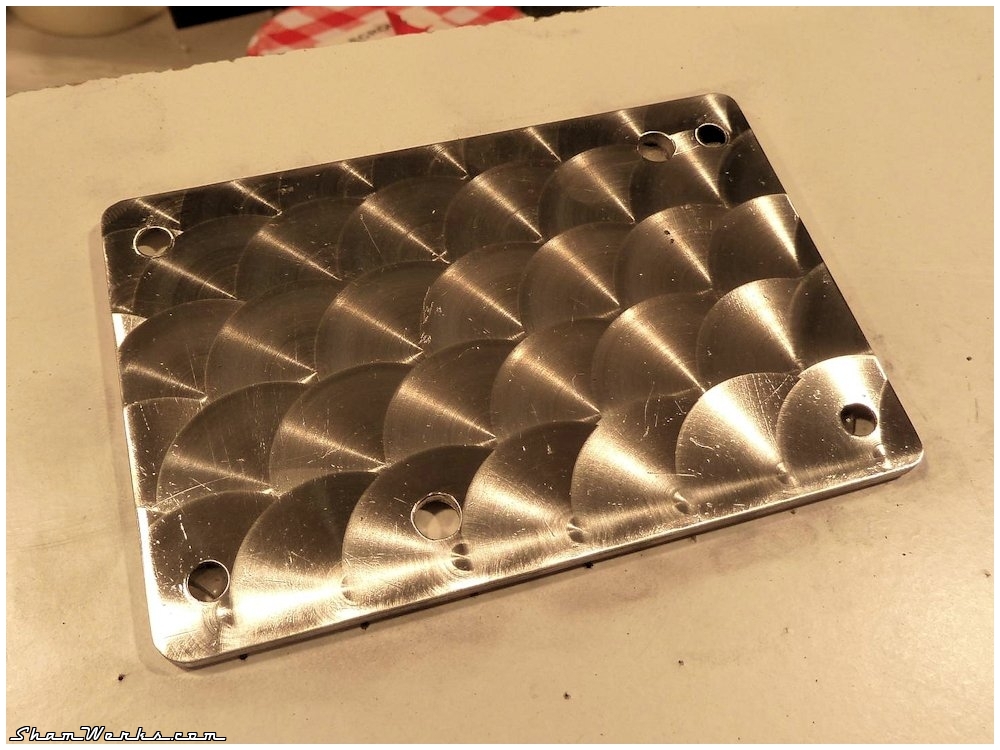
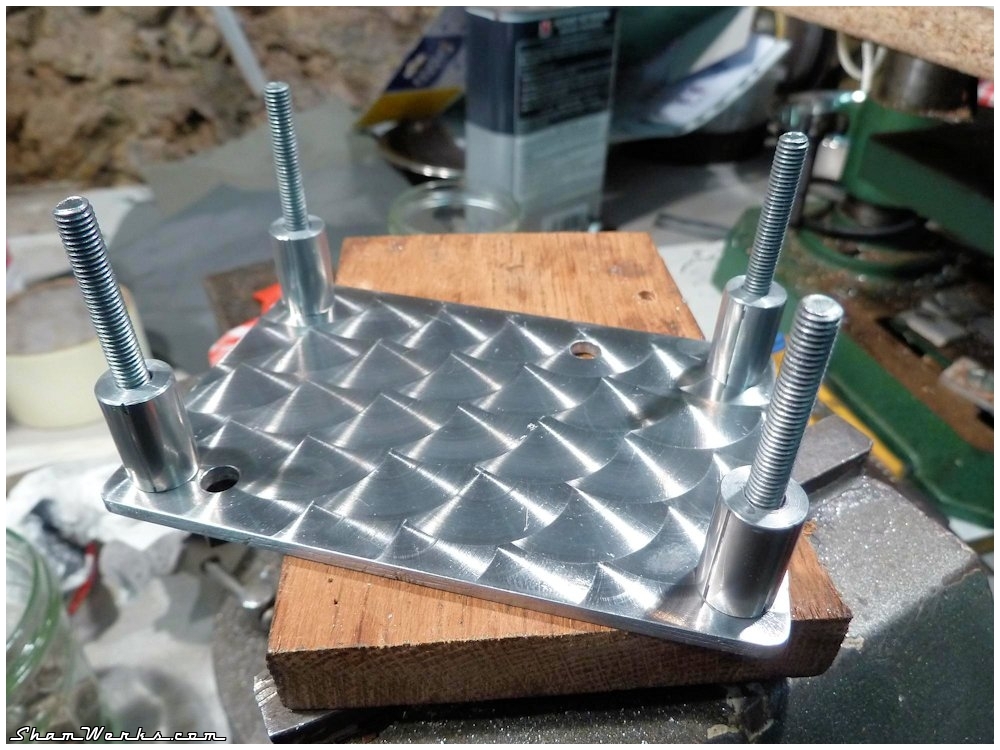



Oui, peut-être, mais je me suis fait plaisir... Pour le bouchonnage, j'ai réutilisé le gabarit que j'avais fait pour le tour, du coup ça m'a pris un rien de temps pour en arriver là.
Les bougies passent en NGK, écartement poussé à 0.8mm, mais je devrais pouvoir encore l'augmenter un peu par la suite : l'allumage jumo permet de doubler le Dwell, et d'avoir une belle grosse étincelle à la bougie!
Voilà pour le hardware... Y'a plus qu'à installer/brancher tout ça!
Posté le 29/09/2013 à 16:11
Kitty Injection : Electronique
INJECTION
ELECTRONIQUE
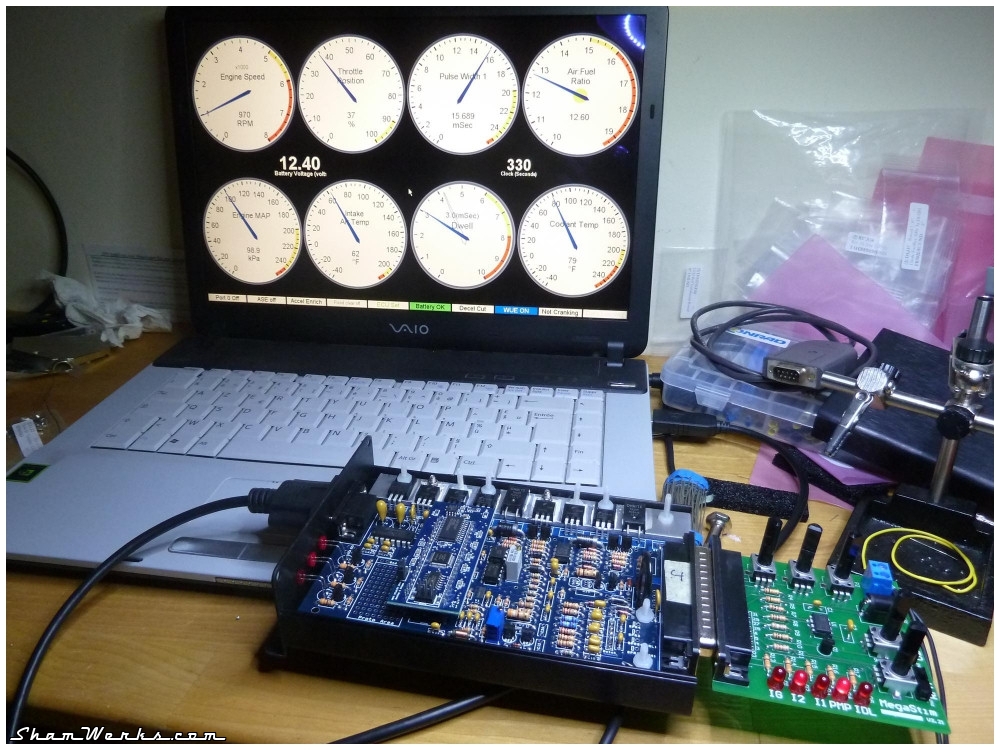
Pour ceux qui ne connaissent pas, la Megasquirt est un calculateur (on parle généralement d'ECU), avec un firmware embarqué open-source capable de gérer à peu près tout ce qu'on peut imaginer : moteurs de 1 à 12 cylindres, atmo ou compressés, injection staged/semi-séquentielle/séquentielle, allumage à étincelle perdue ou séquentiel, Dwell, NOS, lambda, injection d'eau, valve d'air additionnel, limiteur de régime, correction barométrique, etc... Evidemment je n'en utiliserai qu'une partie.
Le calculateur est programmable depuis un PC via un logiciel spécifique (voir article "software") qui permet de corriger les paramètres moteur sans même devoir arrêter ce dernier!
La MS prend donc différentes informations en entrée, depuis des capteurs placés sur le moteur :
- Capteur PMH sur la poulie de vilebrequin (capteur VR)
- Sonde pression pipe d'admission (MAP / Manifold Air Pressure)
- Position papillon (TPS / Throttle Position Sensor)
- Sonde température d'air à l'admission (IAT / Air Intake Temperature)
- Sonde température moteur (CLT / Coolant Temperature)
- Sonde Lambda (AFR / Air Fuel Ratio)
En fonction de ces paramètres, la MS gère en retour le moteur : pompe à essence, injecteurs, allumage, valve de ralenti... Voir peut-être un peu plus dans mon cas, à voir!
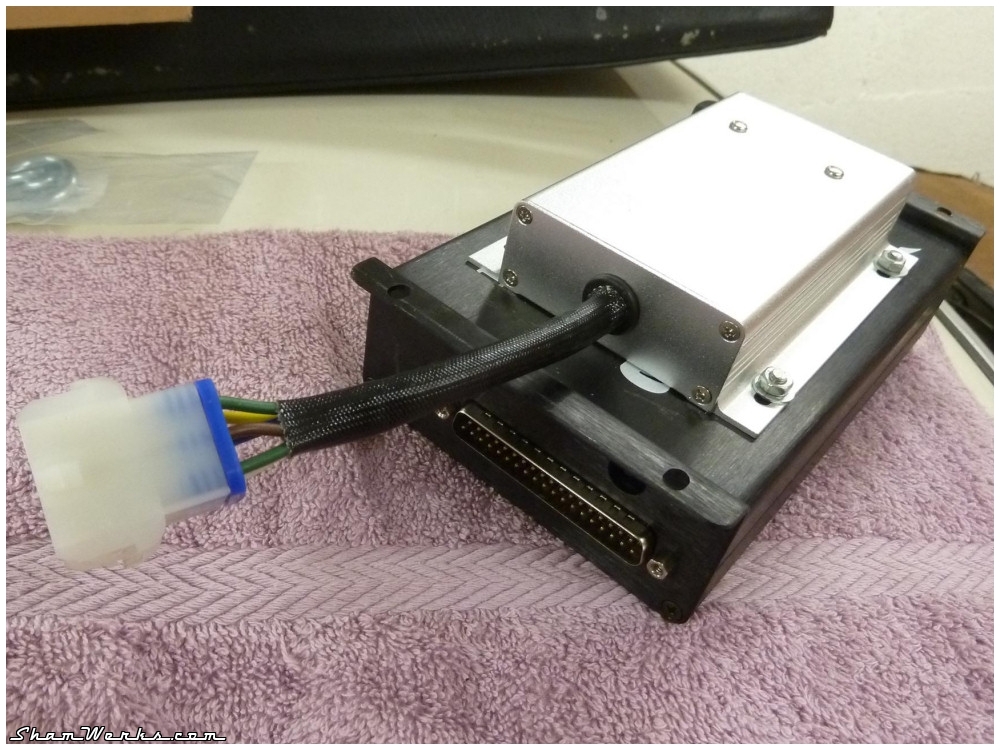
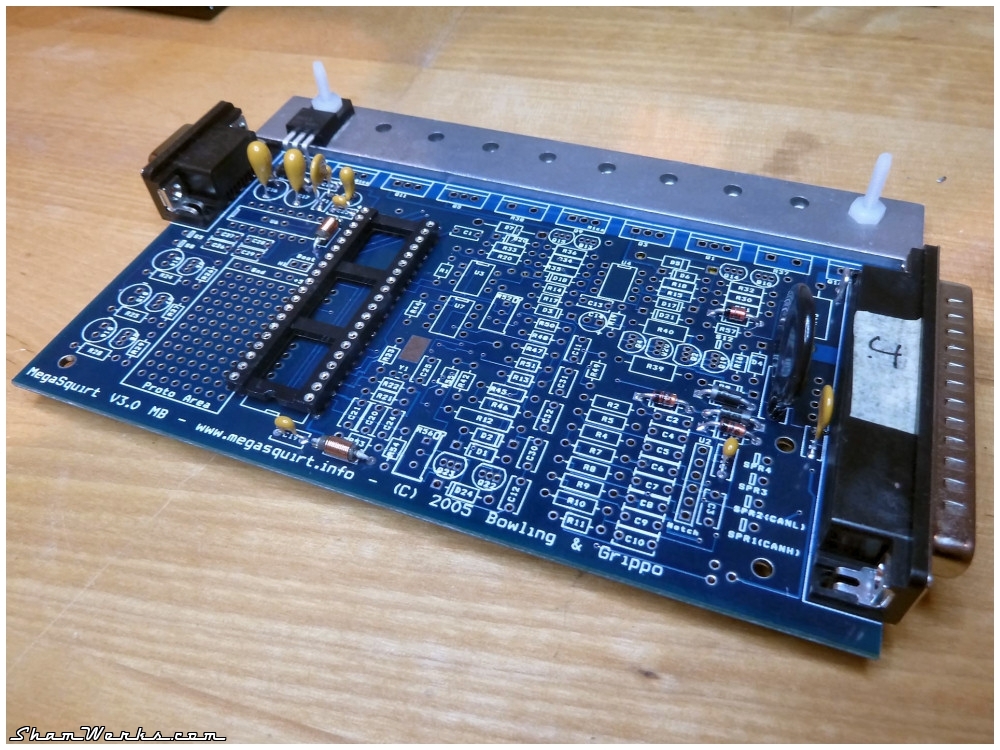
J'ai acheté le boitier chez DIYAutoTune en kit à assembler. Pas vraiment difficile à faire si on sait tenir un fer à souder (prévoir quand même une station de soudage thermorégulée et bonne lampe-loupe), par contre j'y ai passé presque 12 heures! C'est faisable en beaucoup moins ceci dit, j'assemblais mon kit en parallèle d'un copain que je devais briefer au fur et à mesure (ses premières soudures! Allez Franck, motives toi pour ton montage!). On doit pouvoir monter le kit en moins de 6 heures ; le kit est très bien fait, tous les composants repérés avec leur référence dans des sachets séparés, il suffit de suivre le guide de montage.
Je pense que ça vaut vraiment le coup d'assembler son boitier soi-même, pas seulement financièrement, mais surtout pour comprendre comment tout fonctionne!
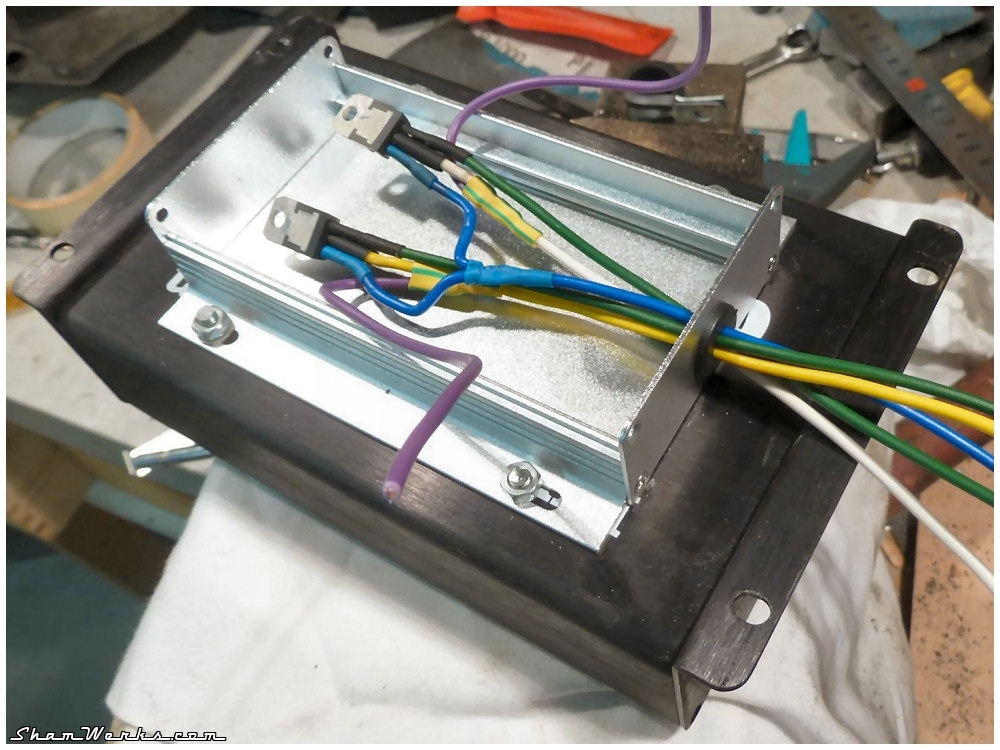
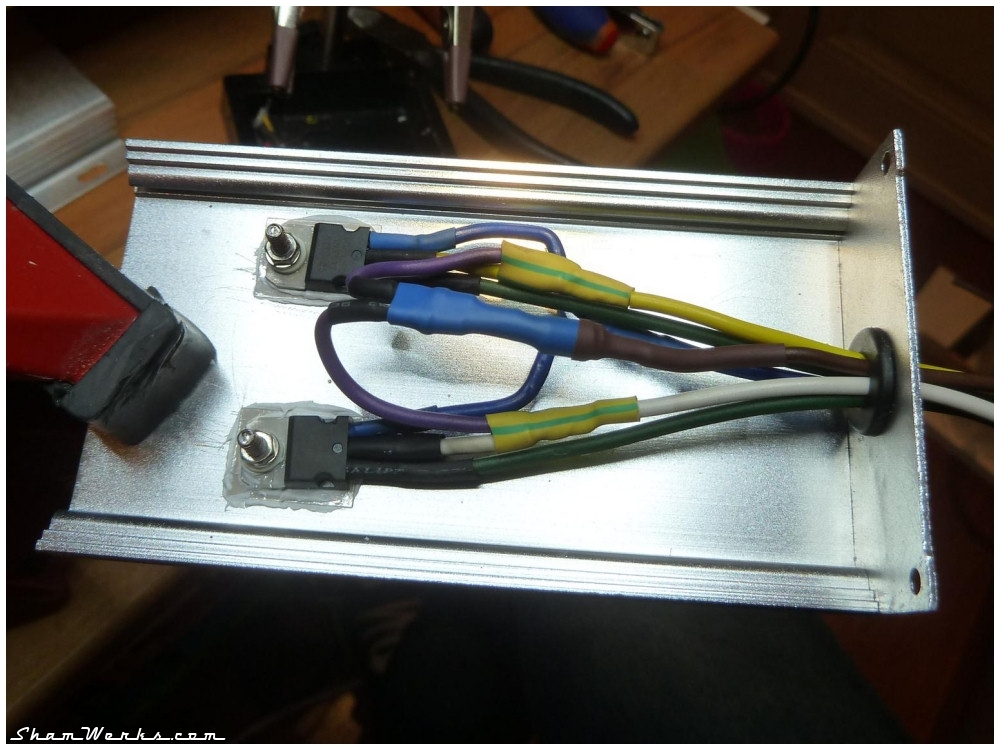
J'ai apporté quelques modifications (tout est très bien documenté pour faire ça!) à ma MS : j'ai flashé le firmware embarqué en MSExtra (options supplémentaires), je lui ai rajouté un transistor pour contrôler une valve de ralenti (air additionel, les cox Mexico 1600i en sont équipées d'origine), et j'ai câblé deux sorties pour contrôler la bobine d'allumage jumostatique.

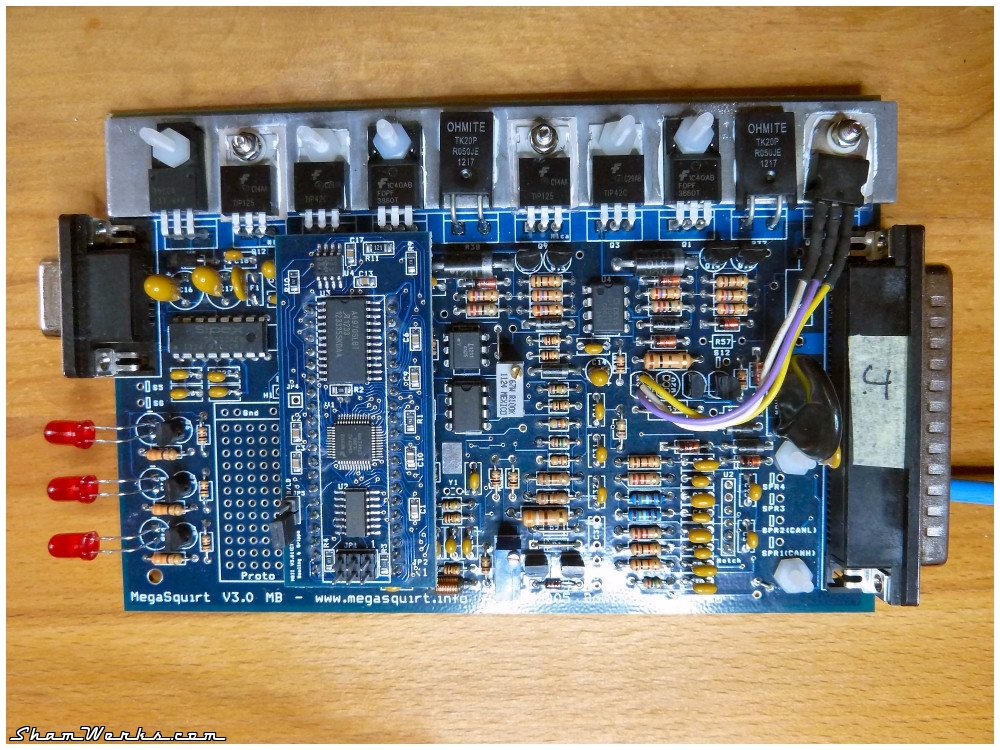
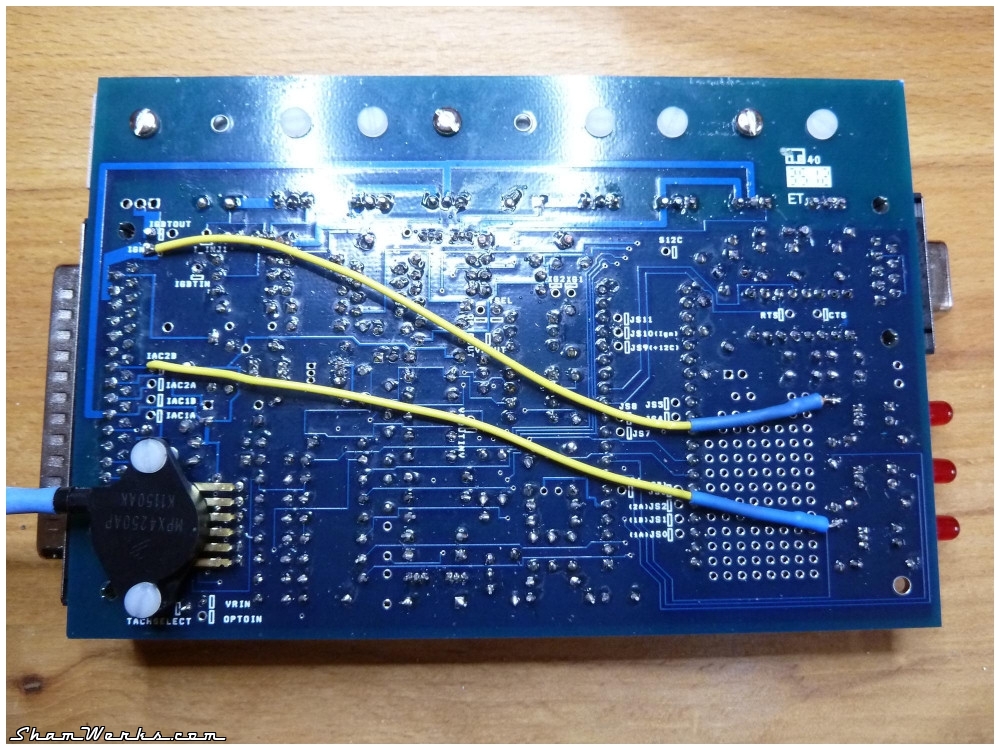
Dans le même boitier prennent place les 3 diodes qui me permettent d'avoir un signal pour le compte tours (Tach Output).
L'ensemble prend alors place dans l'habitacle, sous la banquette arrière, coté conducteur, monté sur silentblocs.