

Posté le 28/07/2016 à 16:53
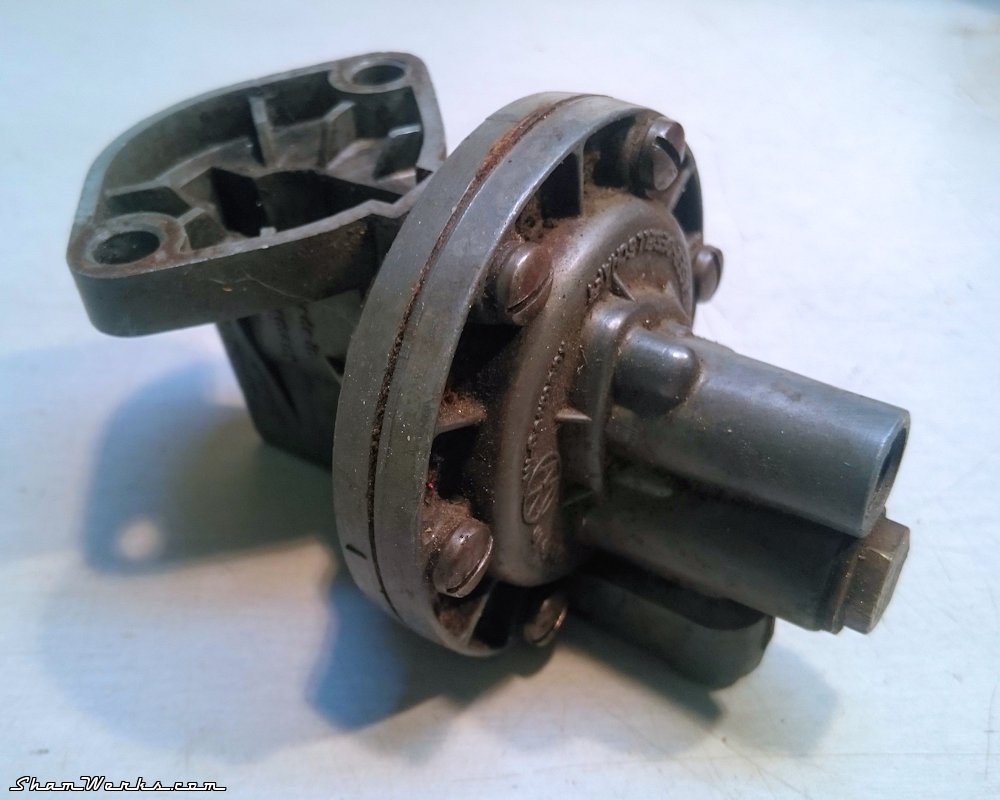
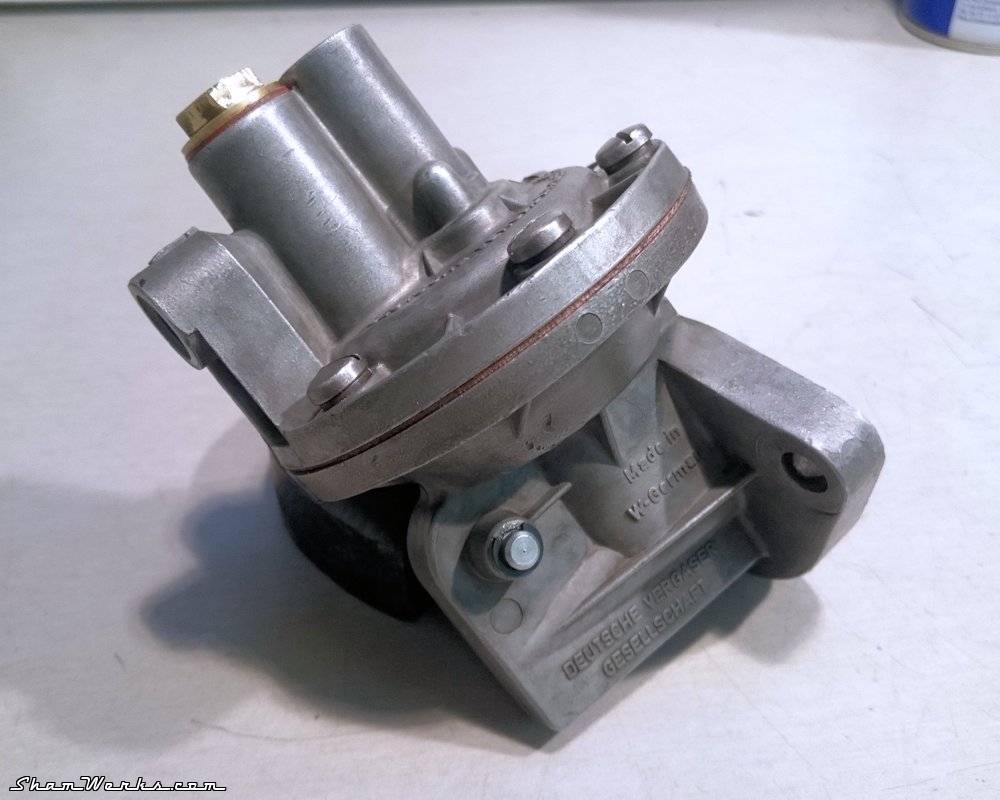
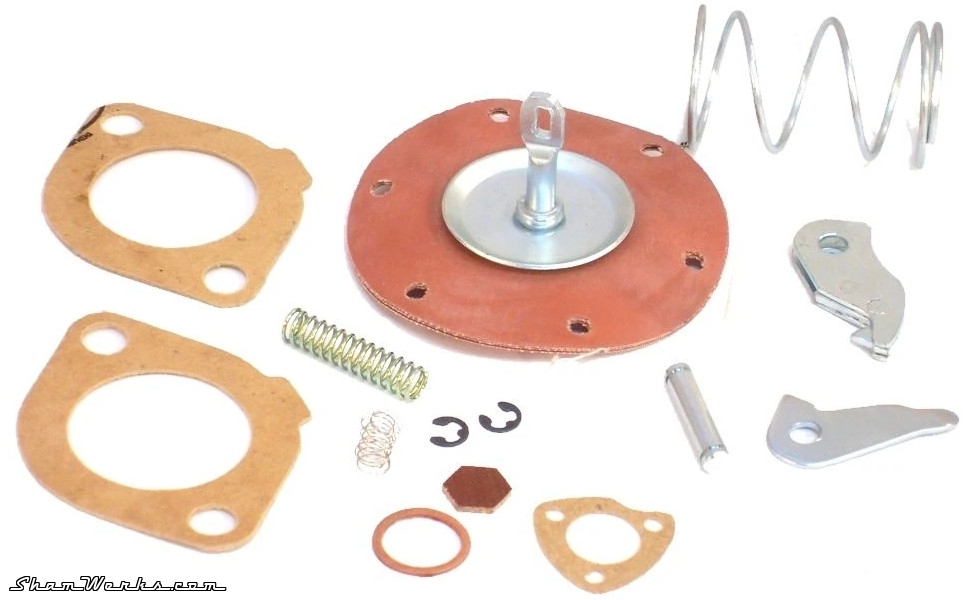
Elvira : Réfection du Pied Moulé, épisode 5 : Pompe à essence


épisode 5 : Pompe à Essence
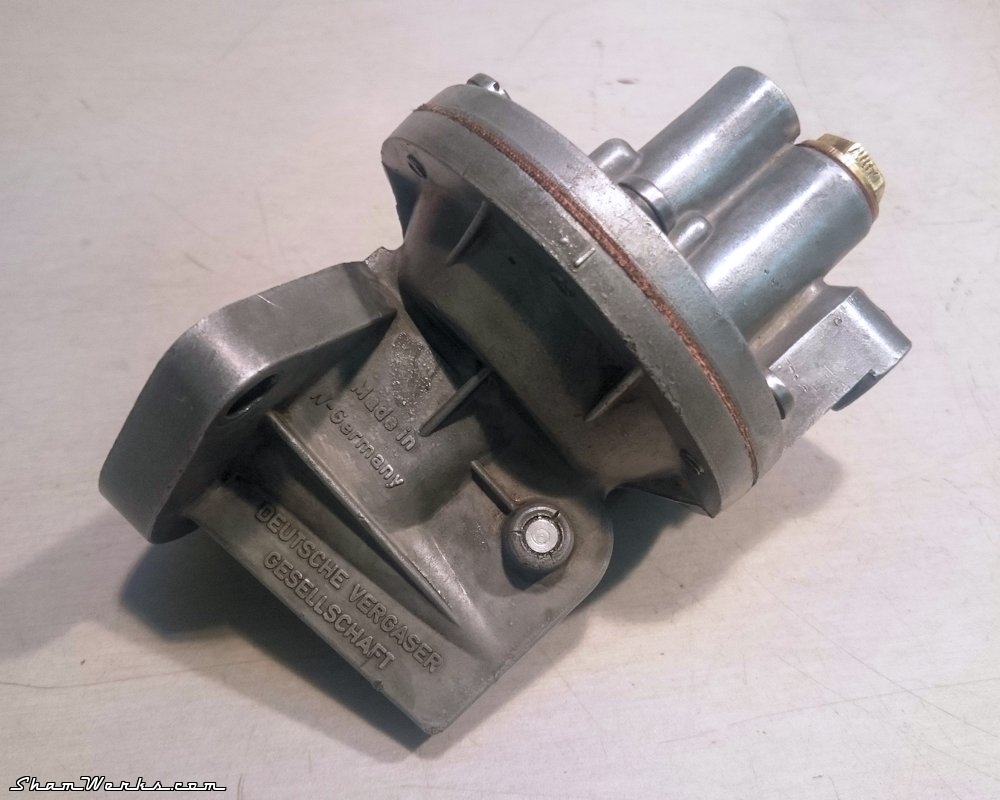
J'ai cette voiture depuis près de 22 ans maintenant, et c'est toujours cette pompe à essence qui a tourné dessus. Elle méritait bien un peu d'attention!


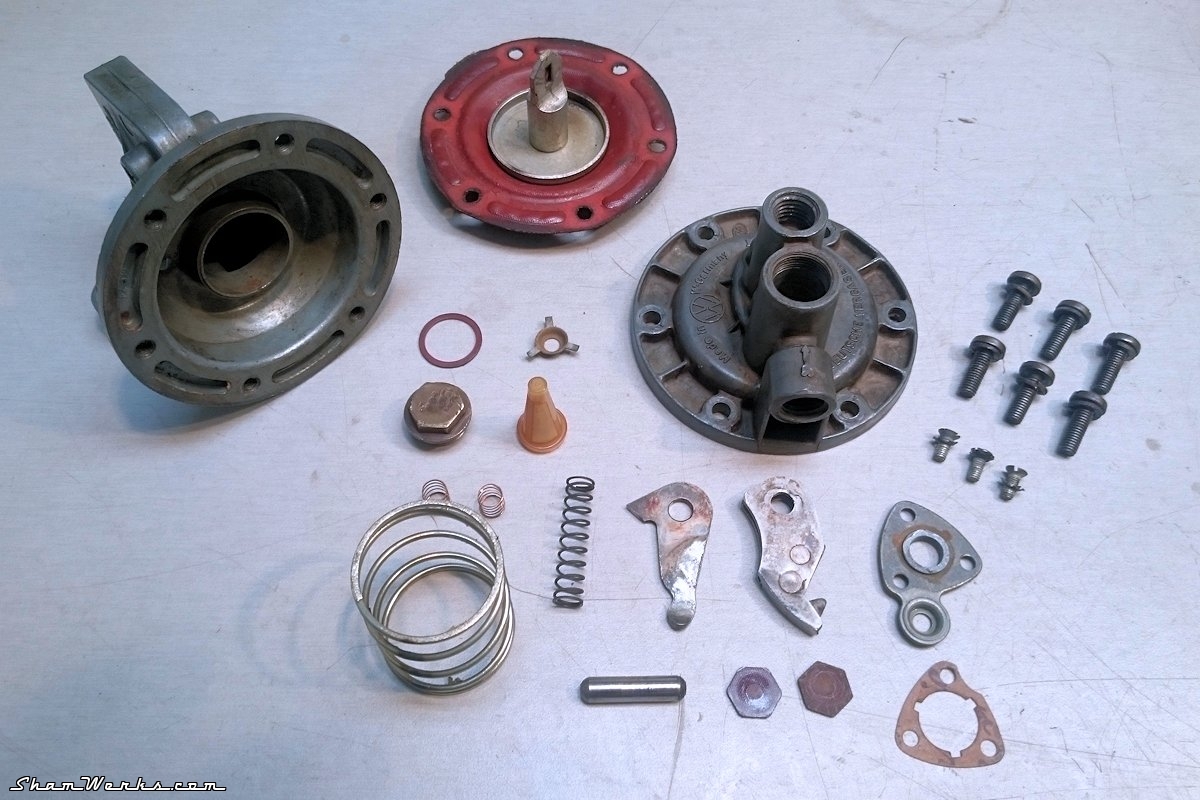
Ensuite, tout comme le carbu, direction le bac à ultrasons + jus de citron (#PulcoPower). Ca sort comme neuf après tout juste 20mn dans le bain à 80°. Rinçage rigoureux pour neutraliser l'acide, et on peut avancer.

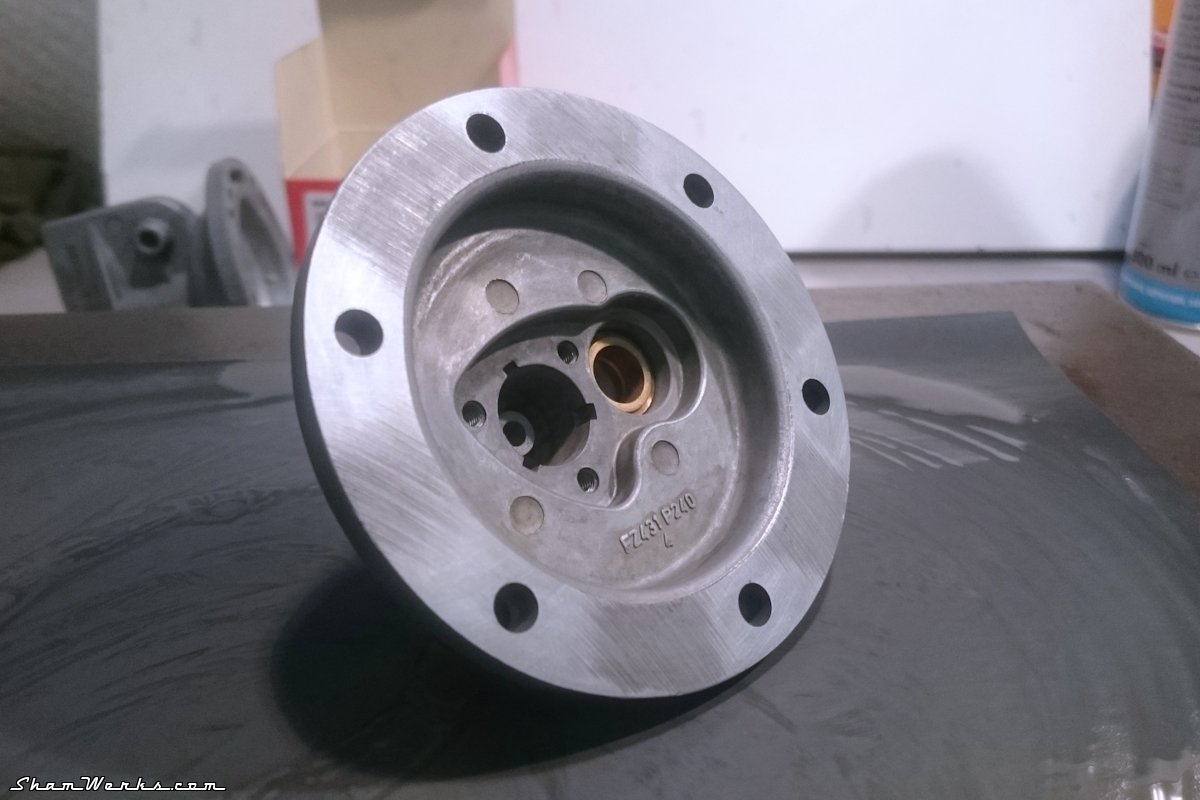
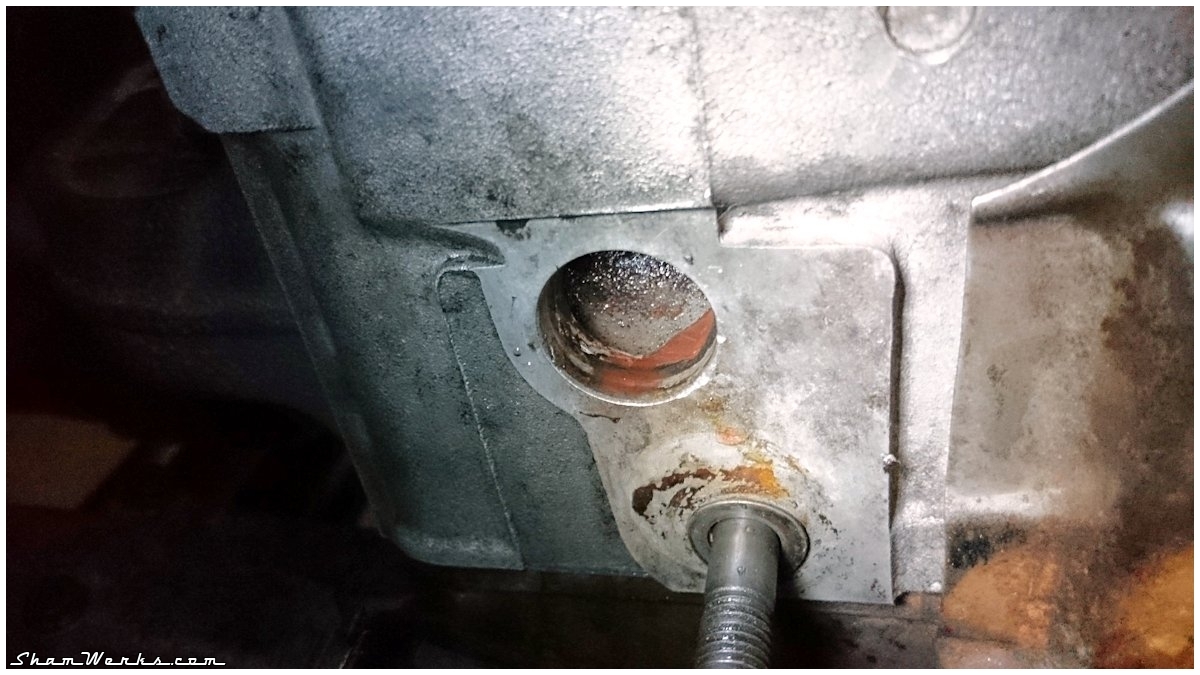
Dix minutes plus tard, ça va beaucoup mieux! Ca limitera les risques de fuite à cet endroit!




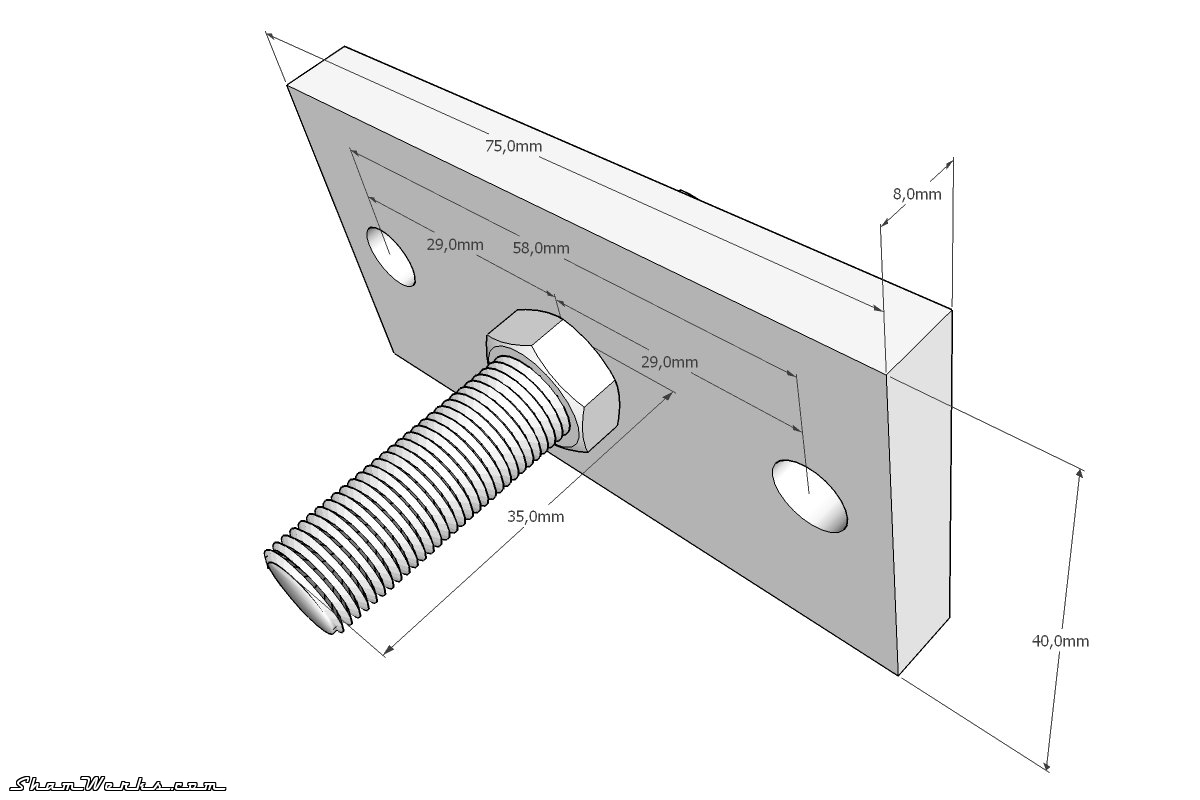
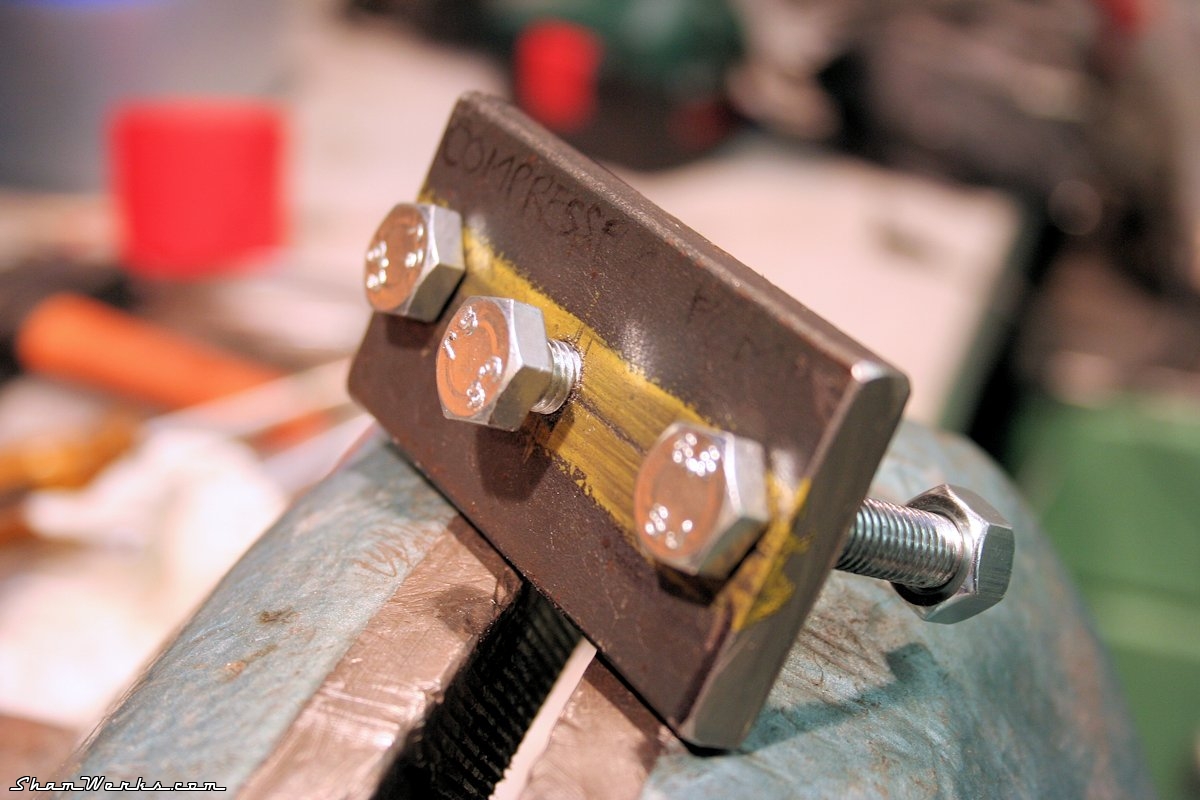
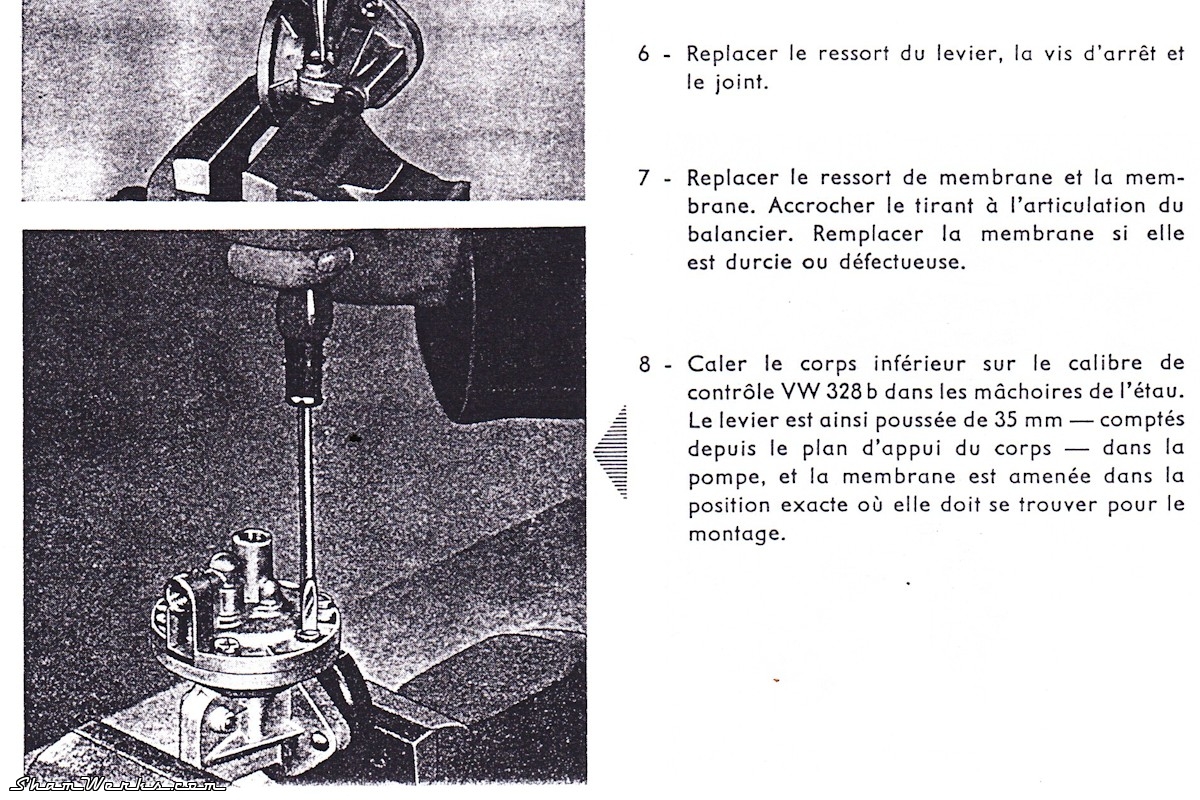
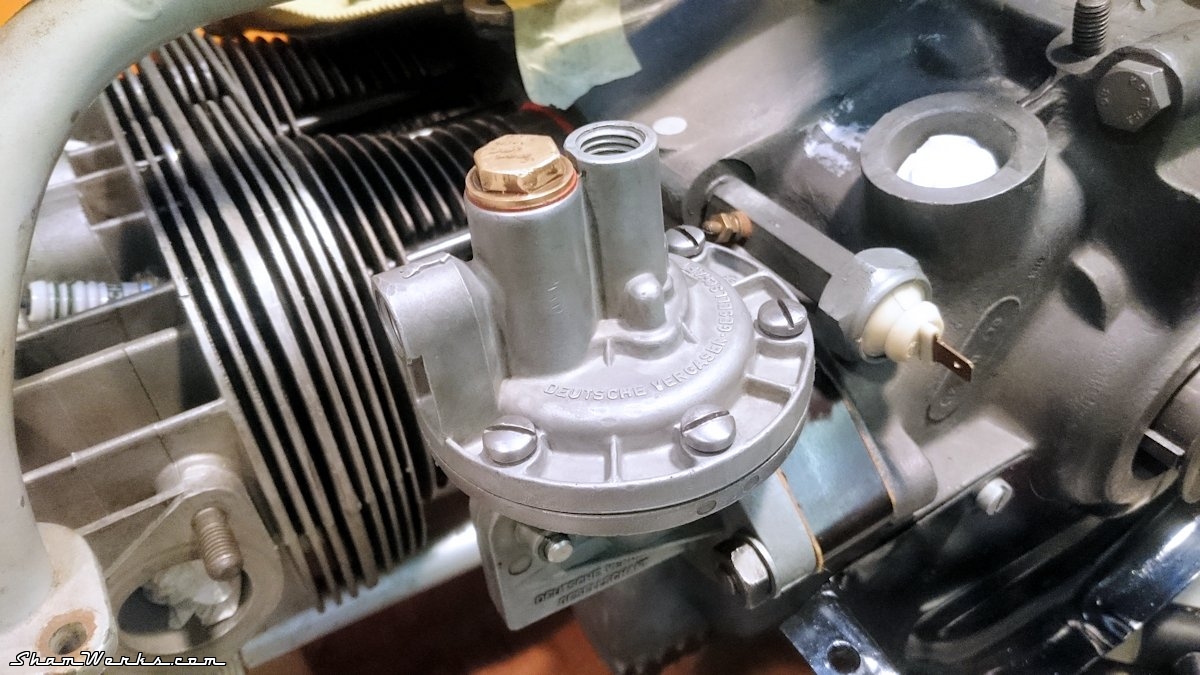
La revue d'atelier de 1958 dit que le levier doit être comprimé à 35mm du plan d'appui du corps de la pompe ; un bout d'acier, trois trous dont un taraudé, et on y va.
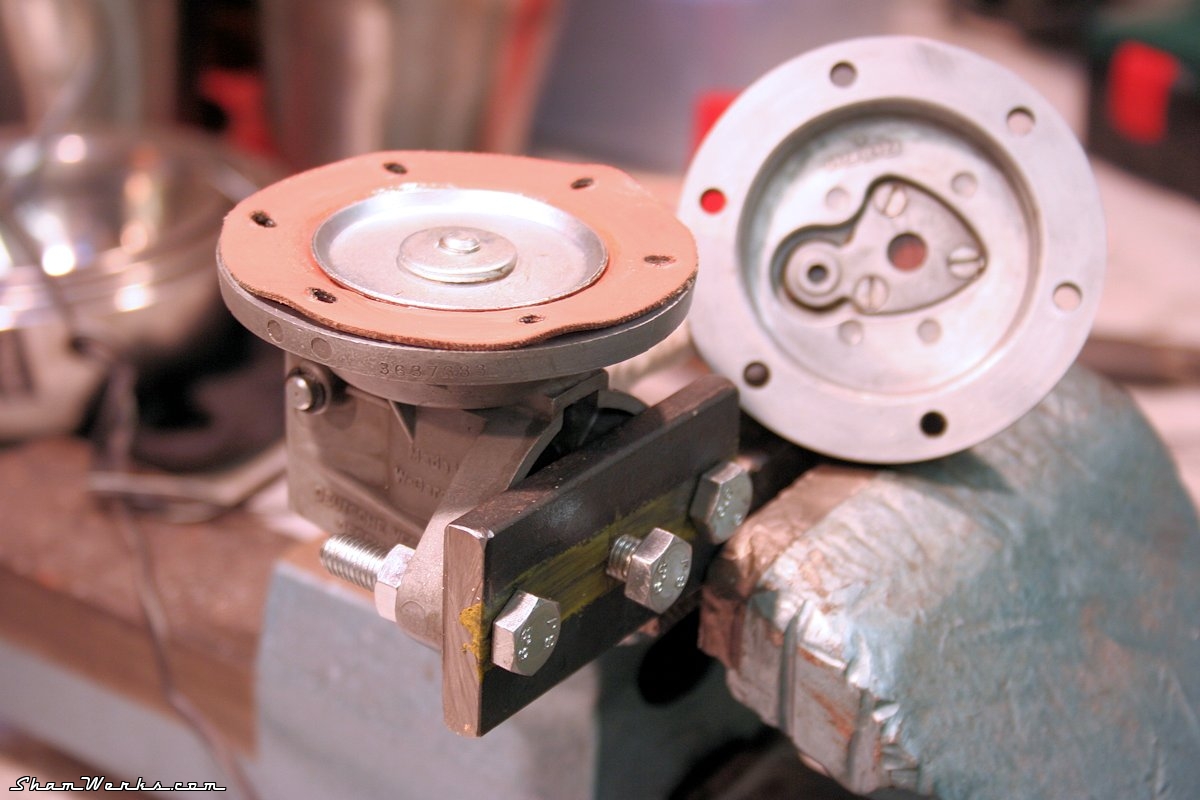
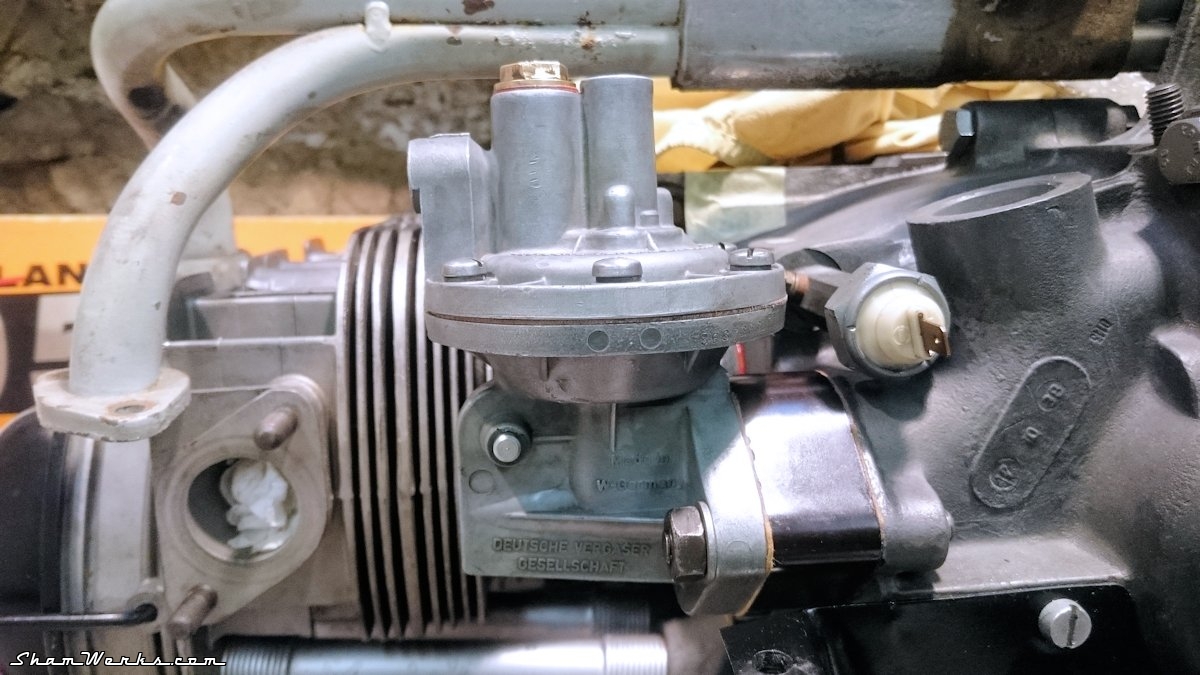
Il n'y a plus qu'à monter la membrane avec un peu de graisse pour qu'elle glisse en place au serrage, en évitant tout "pli" qui conduirait à une fuite...

NEXT!

Edit 2021/10/17
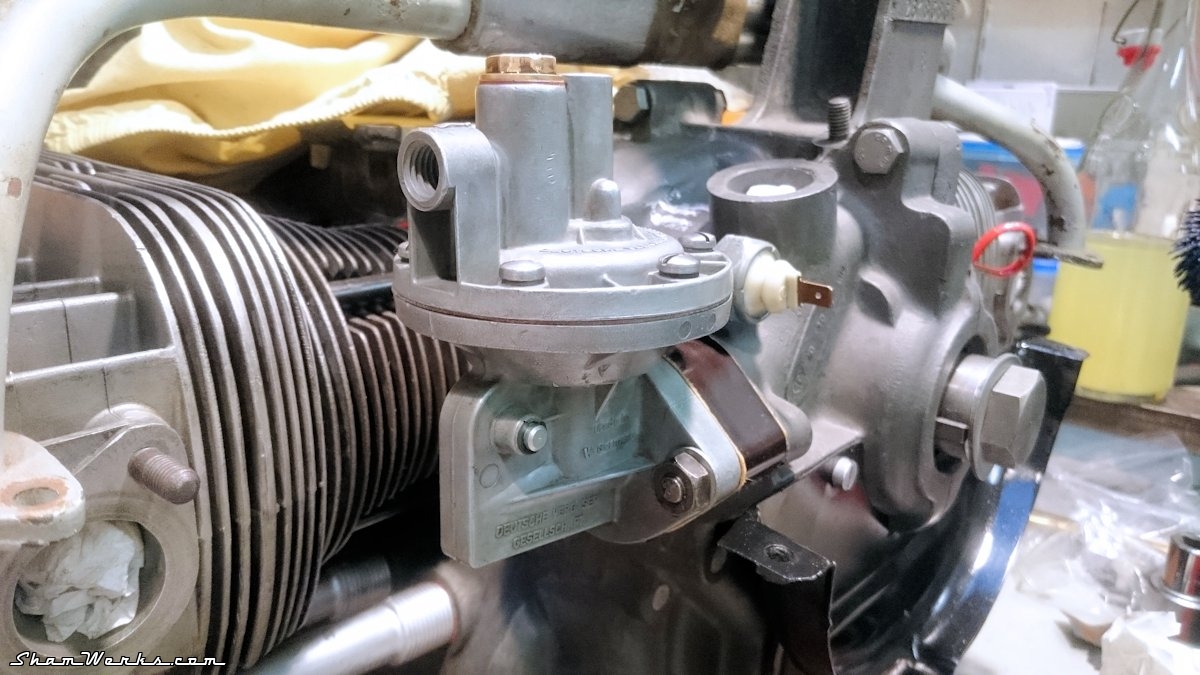
Ben finalement j'aurais dû utiliser le renvoi d'angle fourni dans le kit... Le moteur ne voulait plus démarrer, je me suis aperçu que l'essence n'arrivait plus, et au démontage de la pompe, levier cassé... Le ressort de membrane plus costaud a signé son arrêt de mort.Remontage avec celui du kit BBT et ça tourne! (même si je maintiens que ces pièces embouties n'inspirent pas vraiment confiance!). J'ai aussi remonté l'axe d'origine, celui du kit avec ses circlips est trop court pour mon corps de pompe.

Edit 2021/10/22
Vous vous souvenez quand je disais "Le ressort principal du kit est bien plus long et ferme que celui d'origine"?Ben j'aurais du m'écouter et garder le ressort d'origine. Le ressort du kit met clairement trop de contraintes sur le renvoi d'angle en dessous... Et résultat, me l'a cassé pour la seconde fois.
Sauf que cette fois j'étais sur la route, pour la première sortie d'Elvira en 14 ans... Retour à la maison sur dépaneuse.


Re-réparé, re-prêt à rouler.... J'espère ne plus avoir à l'ouvrir cette pompe maintenant!
Posté le 27/07/2016 à 22:19
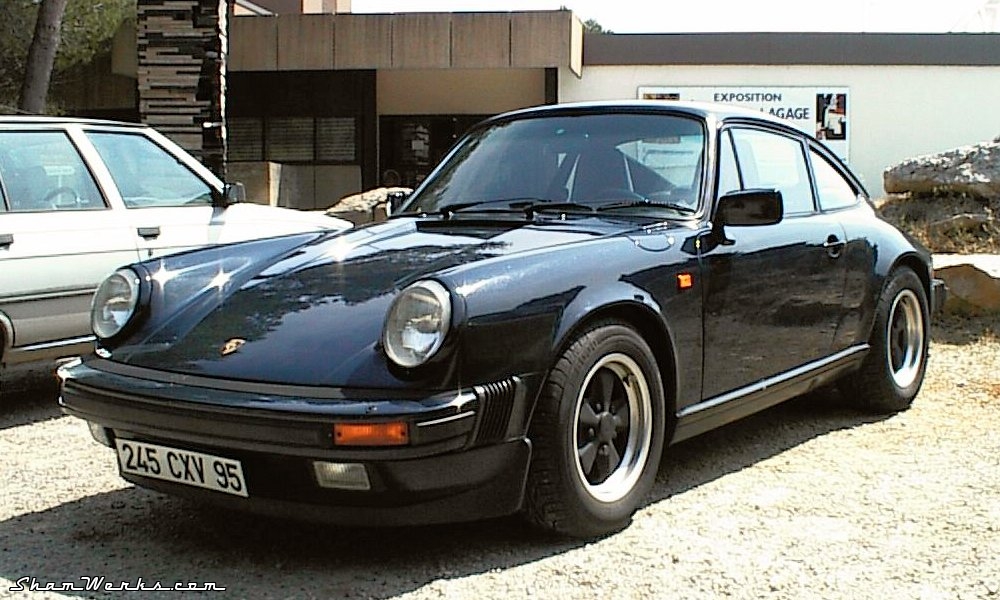
Porsche : Malicia Tribute
 Il y a tout juste 15 ans presque jour-pour-jour (oui, je suis un peu à la bourre sur cet article!) je réalisais un rêve de gosse... Rouler en 911!
Il y a tout juste 15 ans presque jour-pour-jour (oui, je suis un peu à la bourre sur cet article!) je réalisais un rêve de gosse... Rouler en 911!
Evidemment, ce n'était pas un achat raisonnable ; ne serait-ce que trouver une assurance qui vous accepte, à l'age de 26 ans, c'est le parcours du combatant! D'ailleurs, je n'ai pu garder la belle qu'un peu plus d'un an et demi. Mais pour autant, aucun regrets!
Bref, fin juin 2001, je me rendais chez Autobase (devenu depuis AMS78), en région parisienne, garage spécialisé Porsche où un ami (Jérôme V.) a repéré un véhicule qui pourrait bien correspondre à mes envies... Et bien sûr, début juillet, j'ai fait les 1000km du chemin retour vers le Sud au volant de "Malicia", une 911 3L2 1986!








Mars 2003, perte d'emploi, période de vaches maigres : obligé de me séparer de la belle, à contre cœur. Elle part alors en Normandie, dans le garage d'un autre passionné, rejoindre une Alpine A110 Berlinette...
Revendue exactement le prix que je l'avais achetée (17.000€), je n'ai pas perdu un centime à l'époque ; depuis, la cote de ces modèles a explosé, il m'en coûterait plus du double pour en reprendre une aujourd'hui! C'est, et ça restera, au dessus de mes moyens ; dommage, je me serais volontiers glissé à nouveau dans ce baquet... Enfin, ça ne serait plus vraiment pareil, maintenant il y a des radars partout!
Rien qu'à regarder ces photos, j'ai des odeurs, des sons, qui me reviennent... Bon, ben j'vous laisse, j'vais aller jouer au Loto moi!
Posté le 15/05/2016 à 23:20
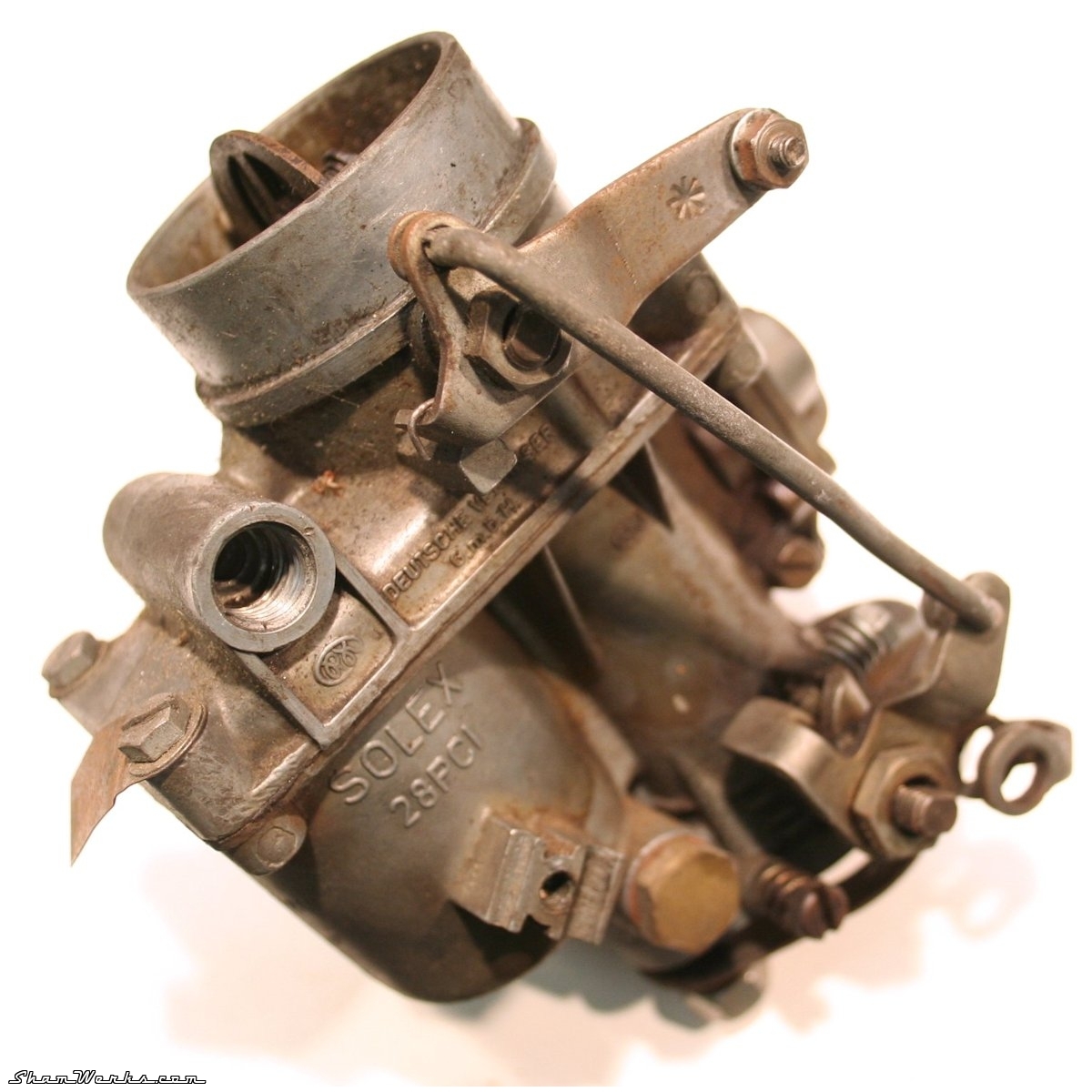
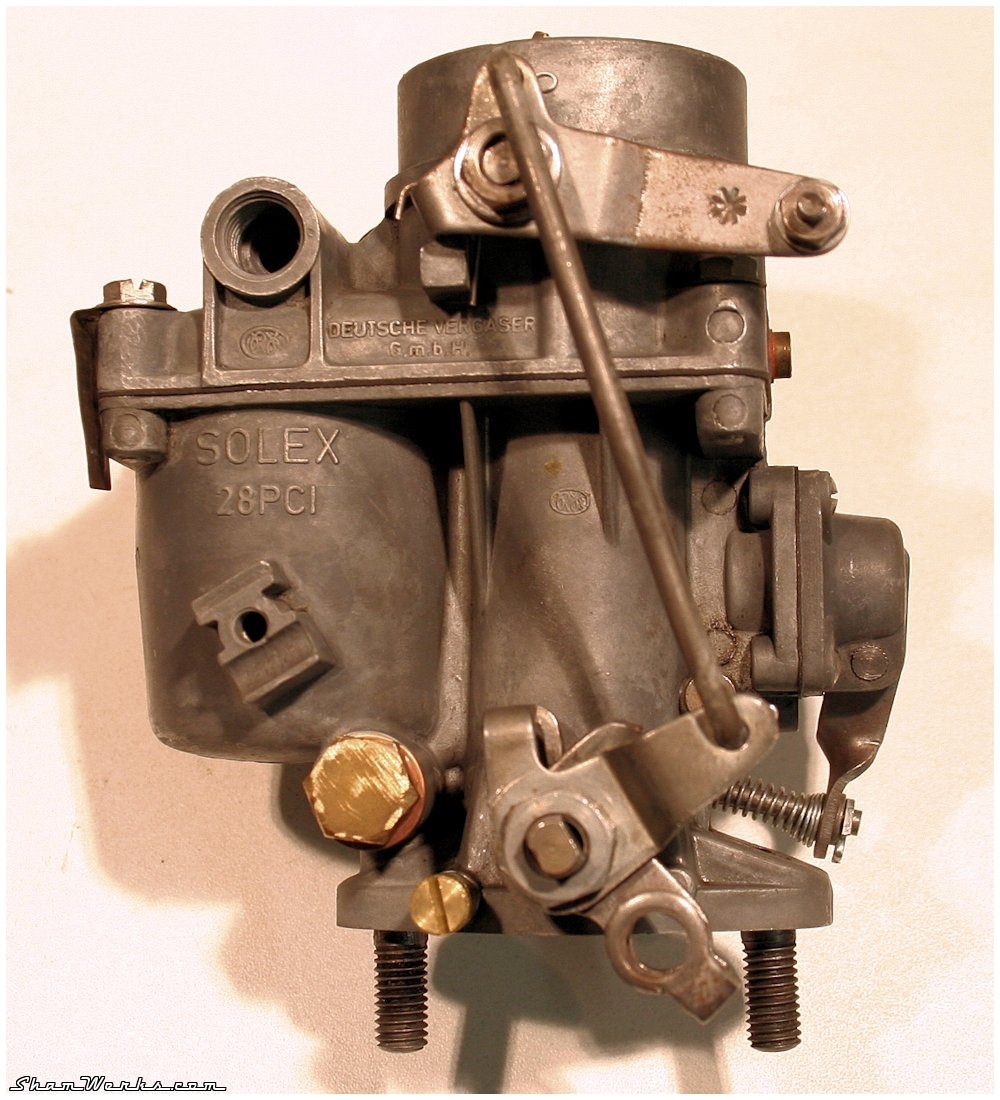
Elvira : Réfection du Pied Moulé, épisode 4 : Solex 28 PCI
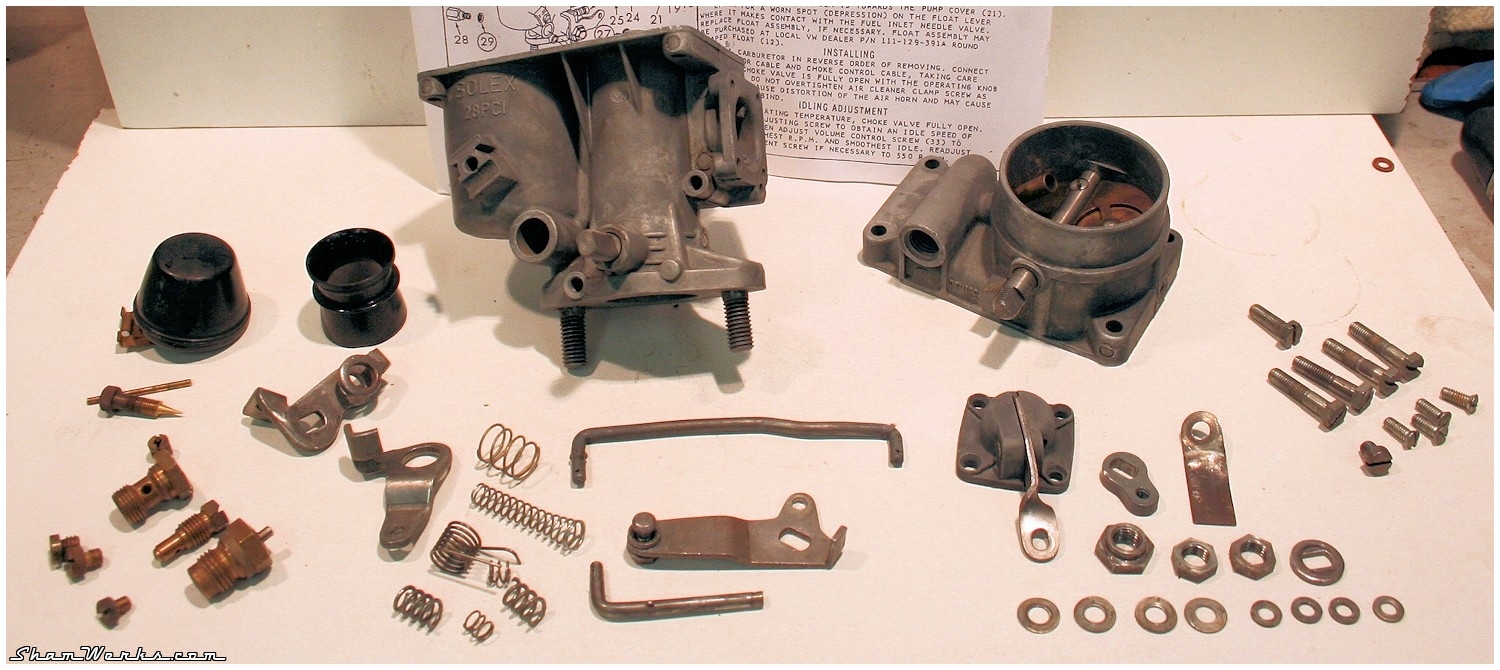
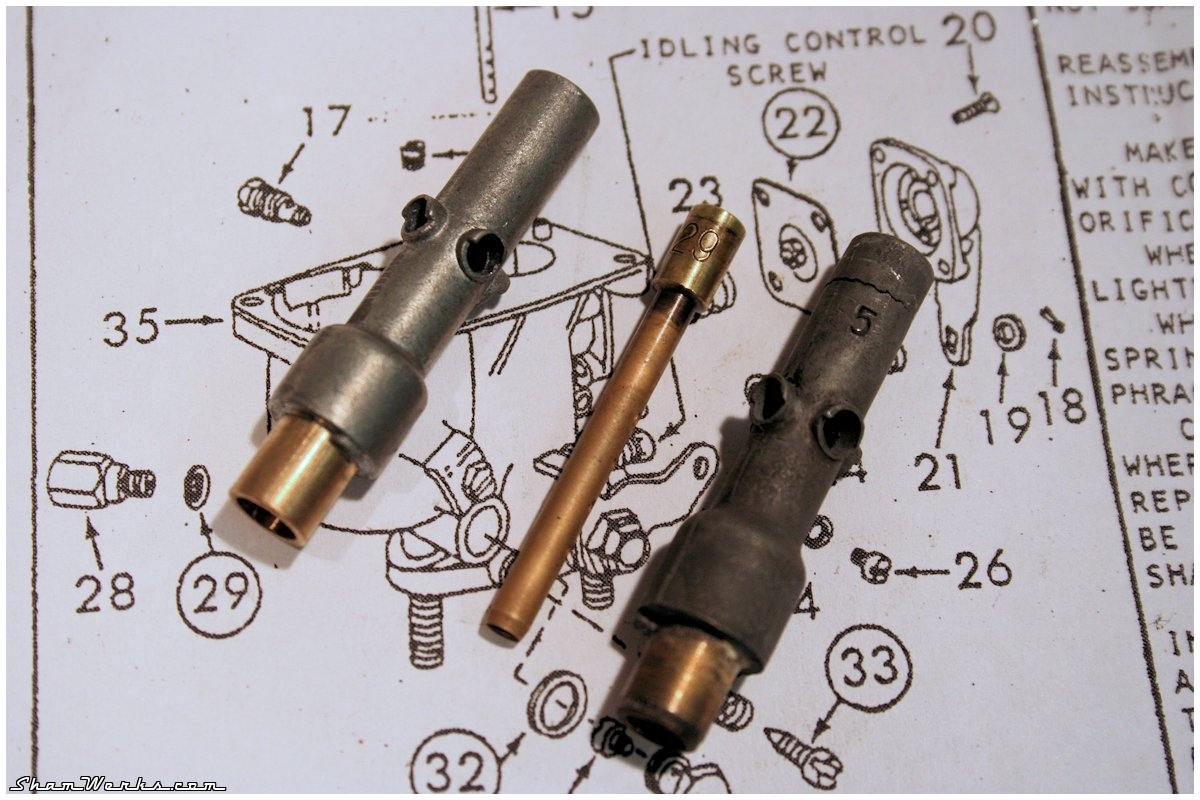
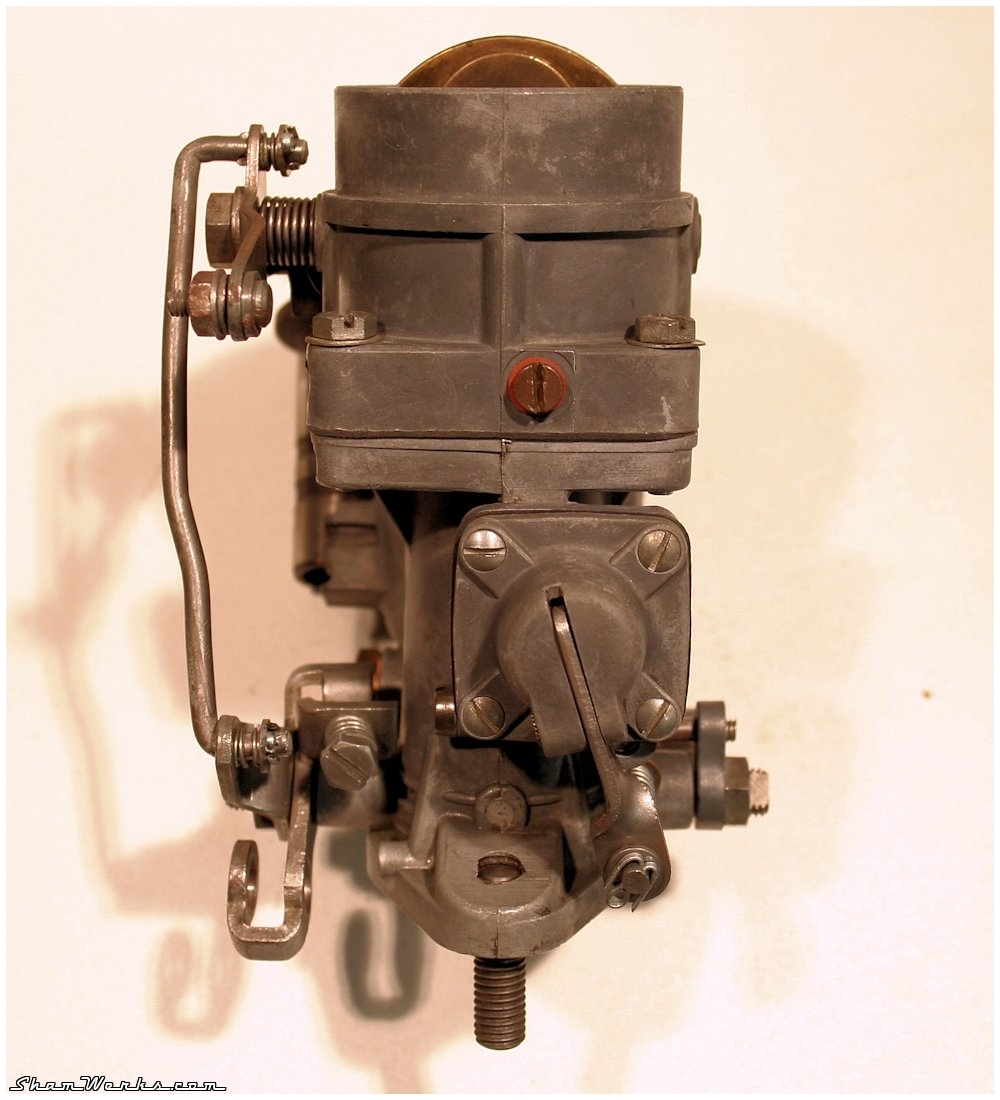
épisode 4 : Carburateur Solex 28 PCI
Après 57 ans de bons en loyaux services il mérite bien un coup de jeune...
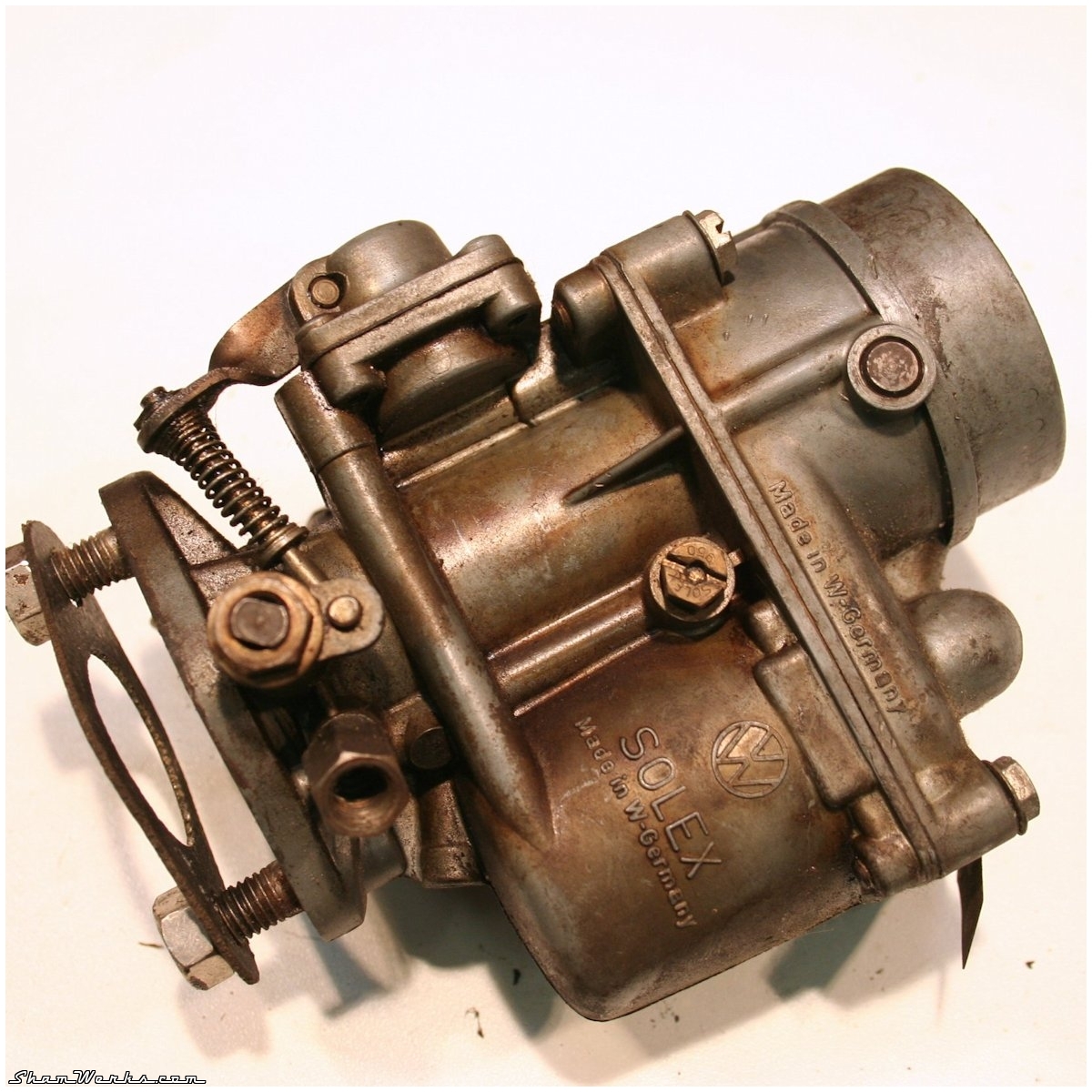
Du coup j'essaye la même méthode, mais dans le bac à ultrasons chauffé à 80°, en le remplissant de 6 bouteilles de Pulco Citron!
Après démontage complet du Solex, je le laisse dans le bac pour 3 séances d'ultrasons de 20 minutes, après quoi je rince soigneusement à l'eau claire (idéalement tiède pour éviter un choc thermique) pour virer l'acidité du citron, et séchage à la soufflette. Je lubrifie direct les paliers pour éviter toute oxidation...
Je pense que les ultrasons ne servent plus à grand chose, freinés par la pulpe en suspension ; mais ils contribuent à agiter le liquide, et ça aide.
Je remonte donc le carbu avec un kit de rénovation - les joints étaient archi secs, la membrane de pompe de reprise bien rigide... Il était temps de le faire.
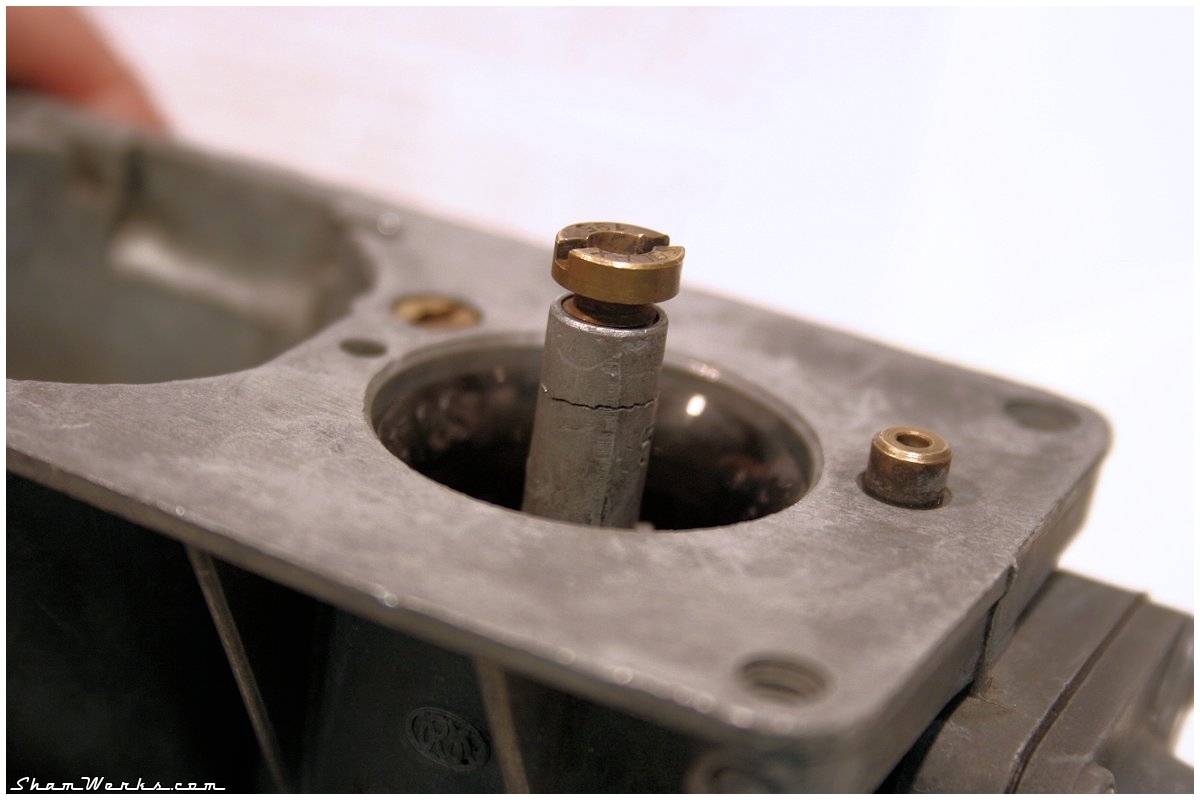
Evidemment, tout se passait trop bien, je remonte le gicleur sur le tube d'émulsion, serrage léger léger parce que je sais que c'est fragile... Et crac. F*ck.
Heureusement, la pièce se trouve en NOS sur eBay (en Italie)... Dix jours d'attente de la pièce, et on y retourne. (note, il existe une alternative, une repro du tube tout en laiton disponible chez Bob Services : merci SebCore pour le tuyau!)
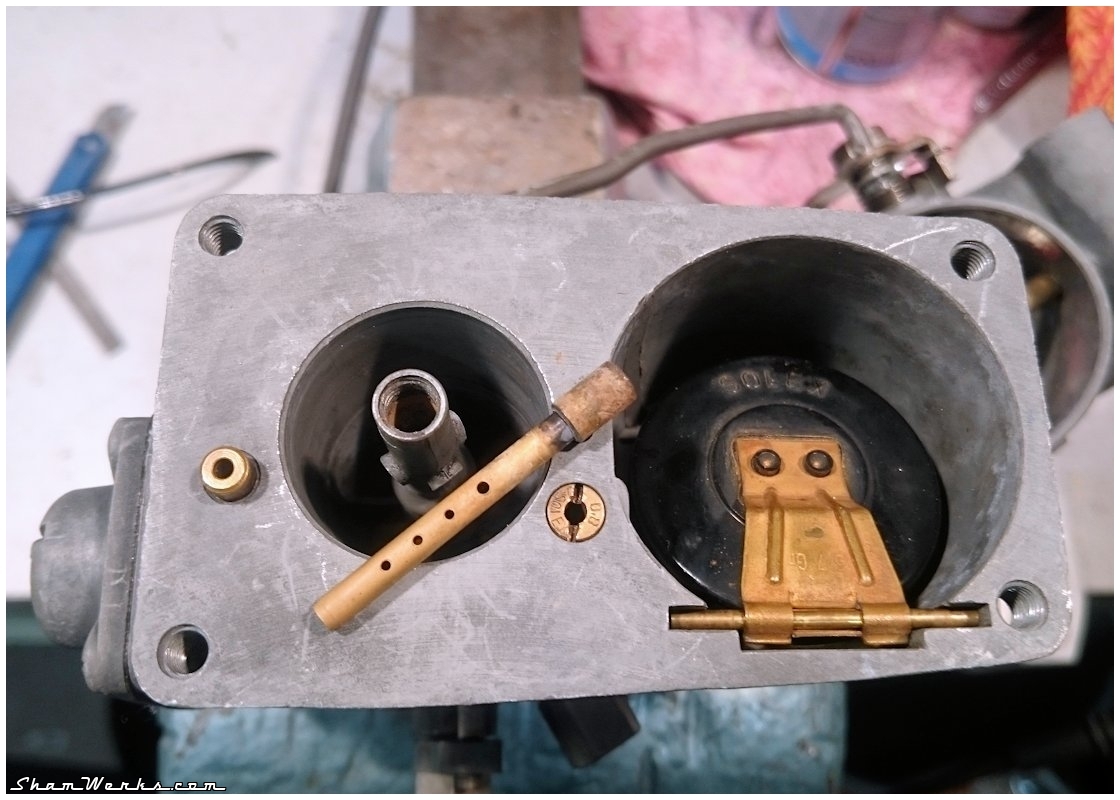
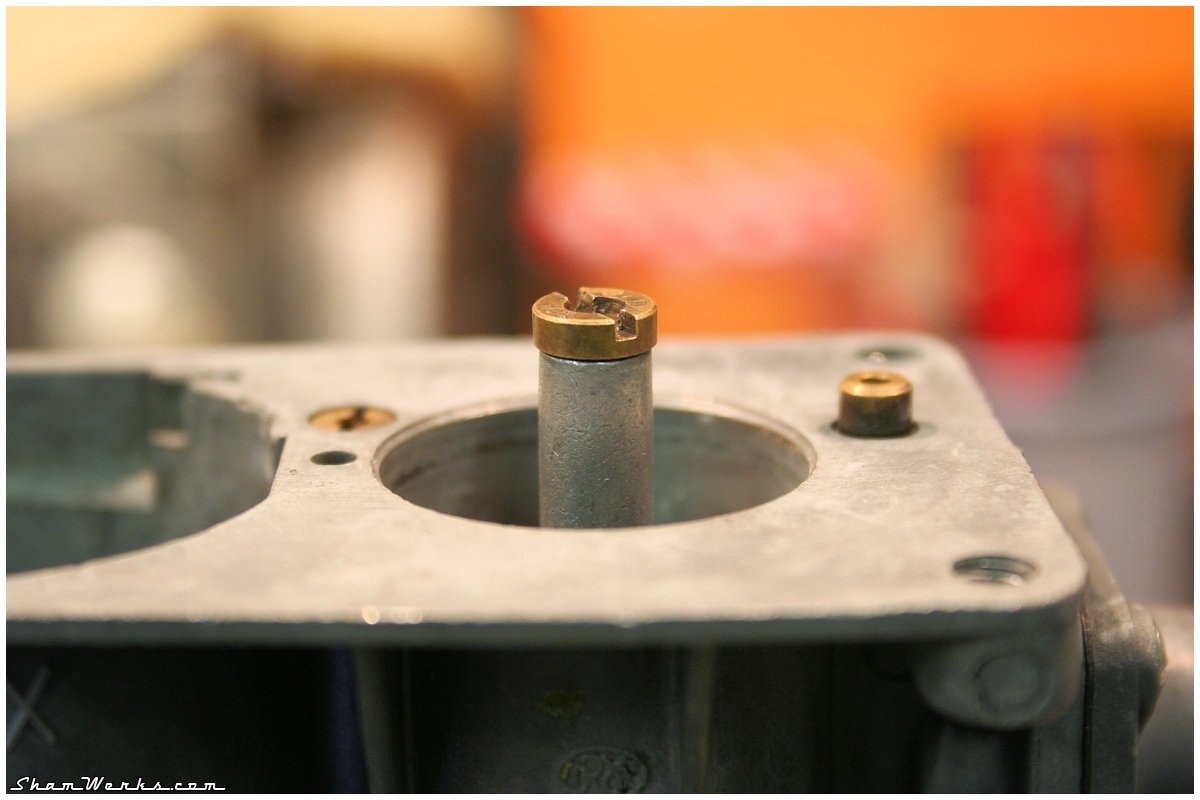
Extraction : taraudage M3, on tire... Et seule la partie laiton sort. On y retourne, taraudage M5, on tire... Et cette fois ça vient. Yes!
Le nouveau tube est inséré après avoir chauffé (légèrement hein!!) le corps du carbu avec un décapeur thermique. Le tube lui même est refroidi avec quelques giclées de nettoyant freins + soufflette. Il ne rentre pas tout seul pour autant, il faut le convaincre un peu avec un chasse-goupille et un petit marteau, en calant le carbu dans un étau. Gaffe hein, c'est fragile!



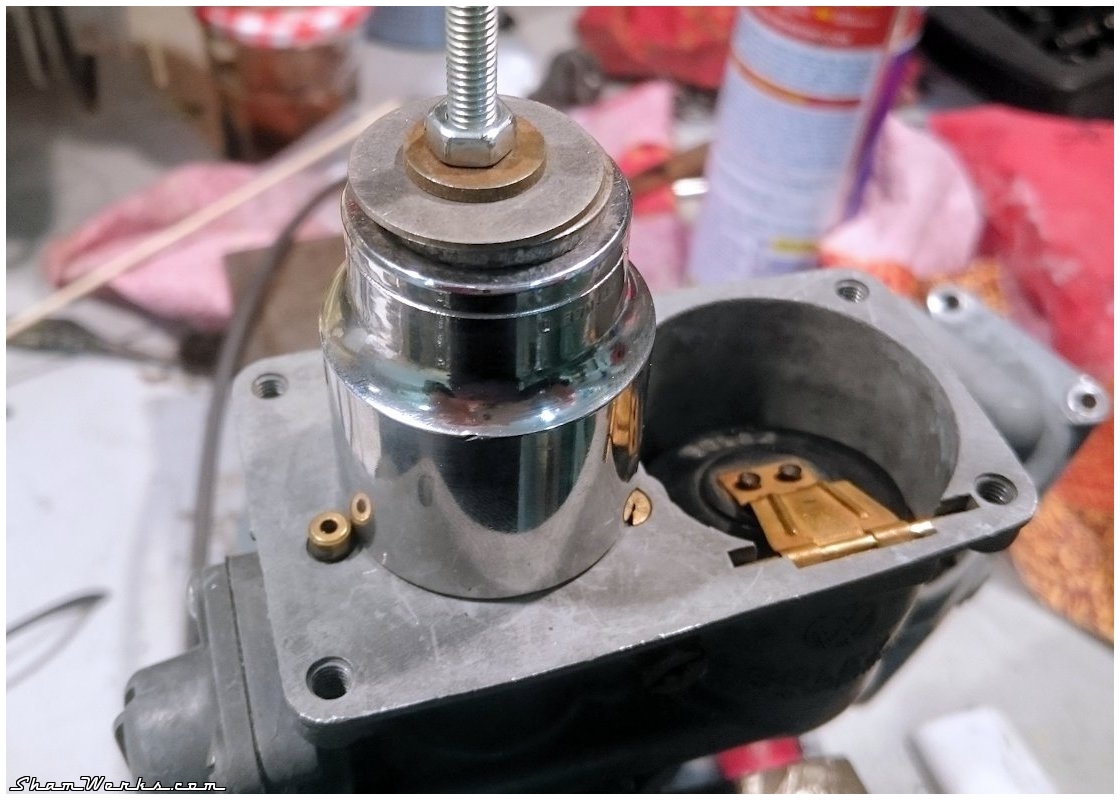
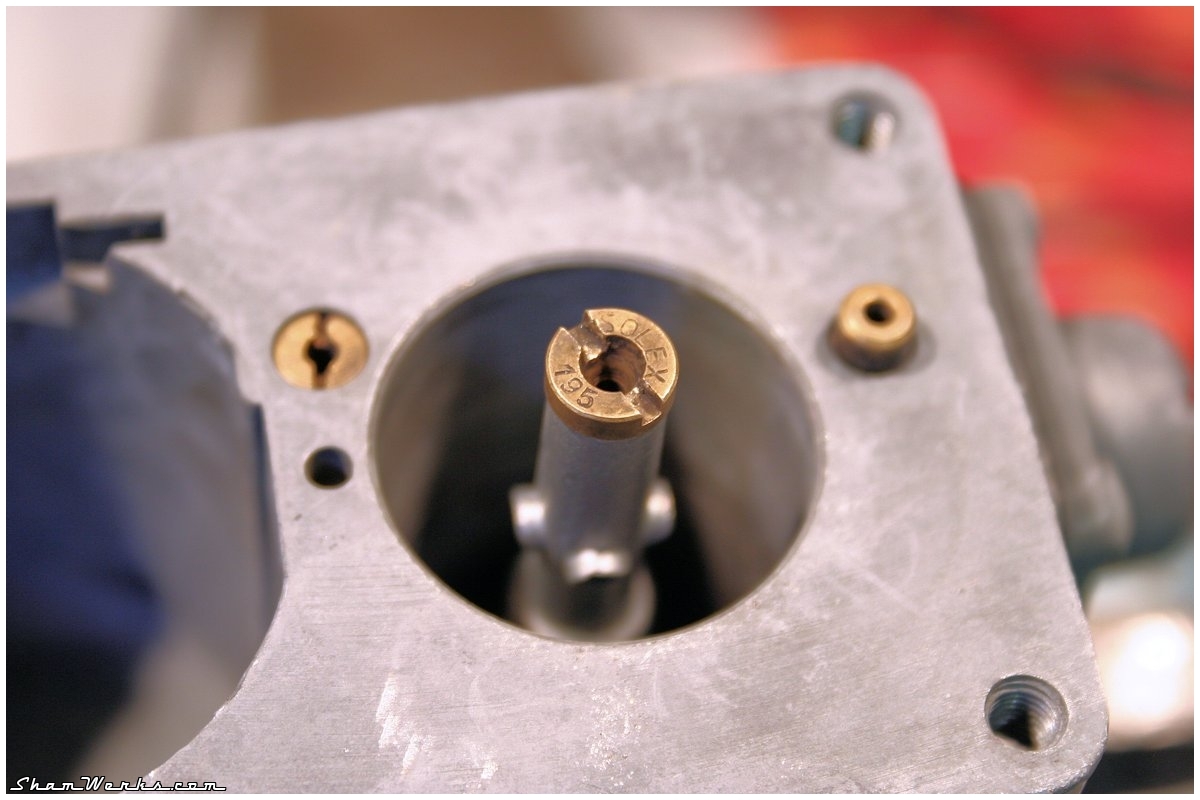

Il va directement dans un sac en plastique, dans l'attente du jour où il retrouvera sa place sur le moteur...
Posté le 16/04/2016 à 10:36
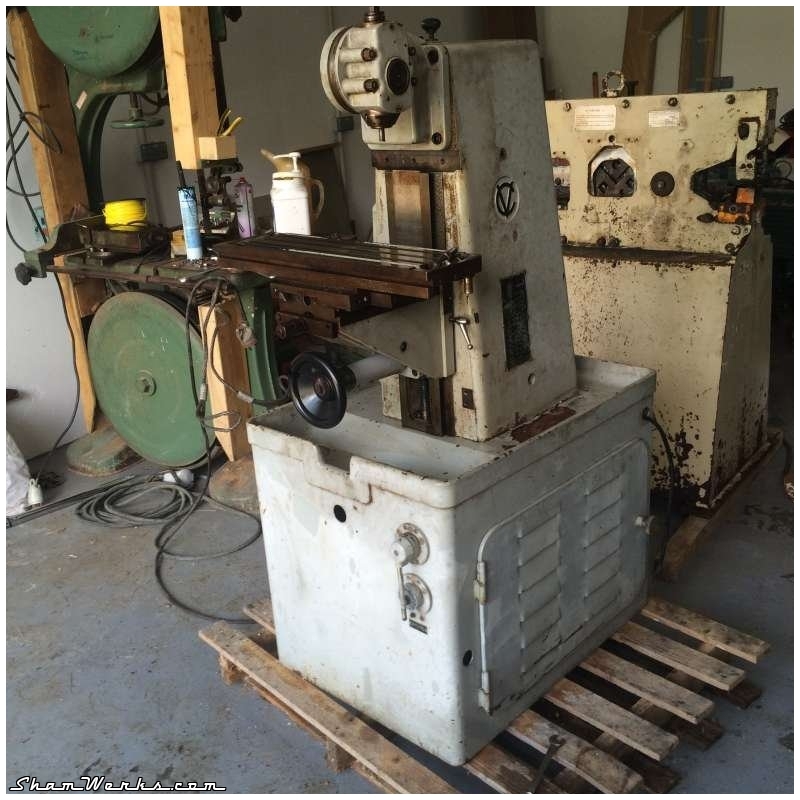
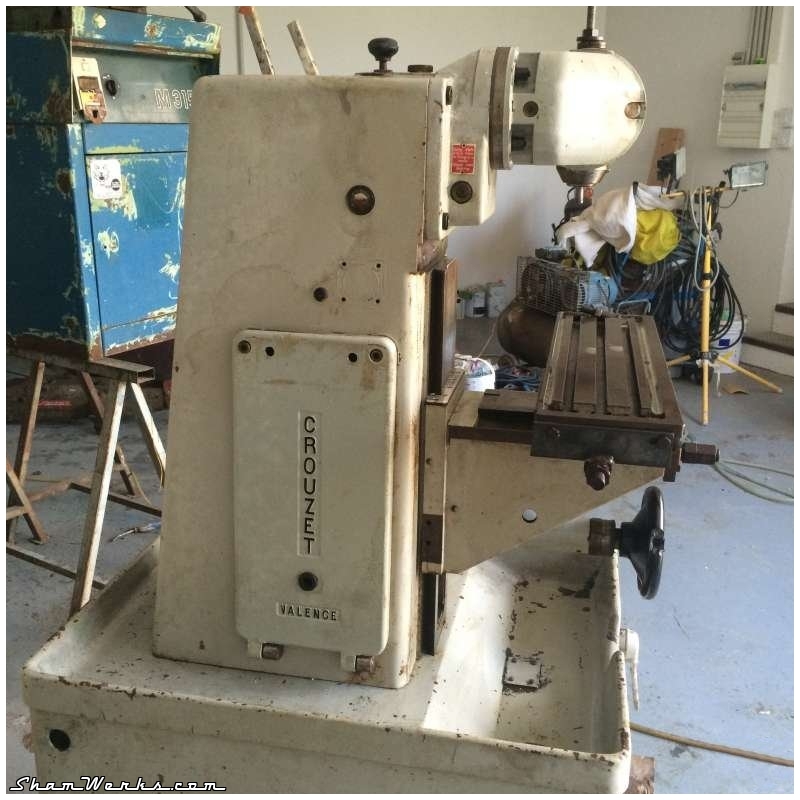
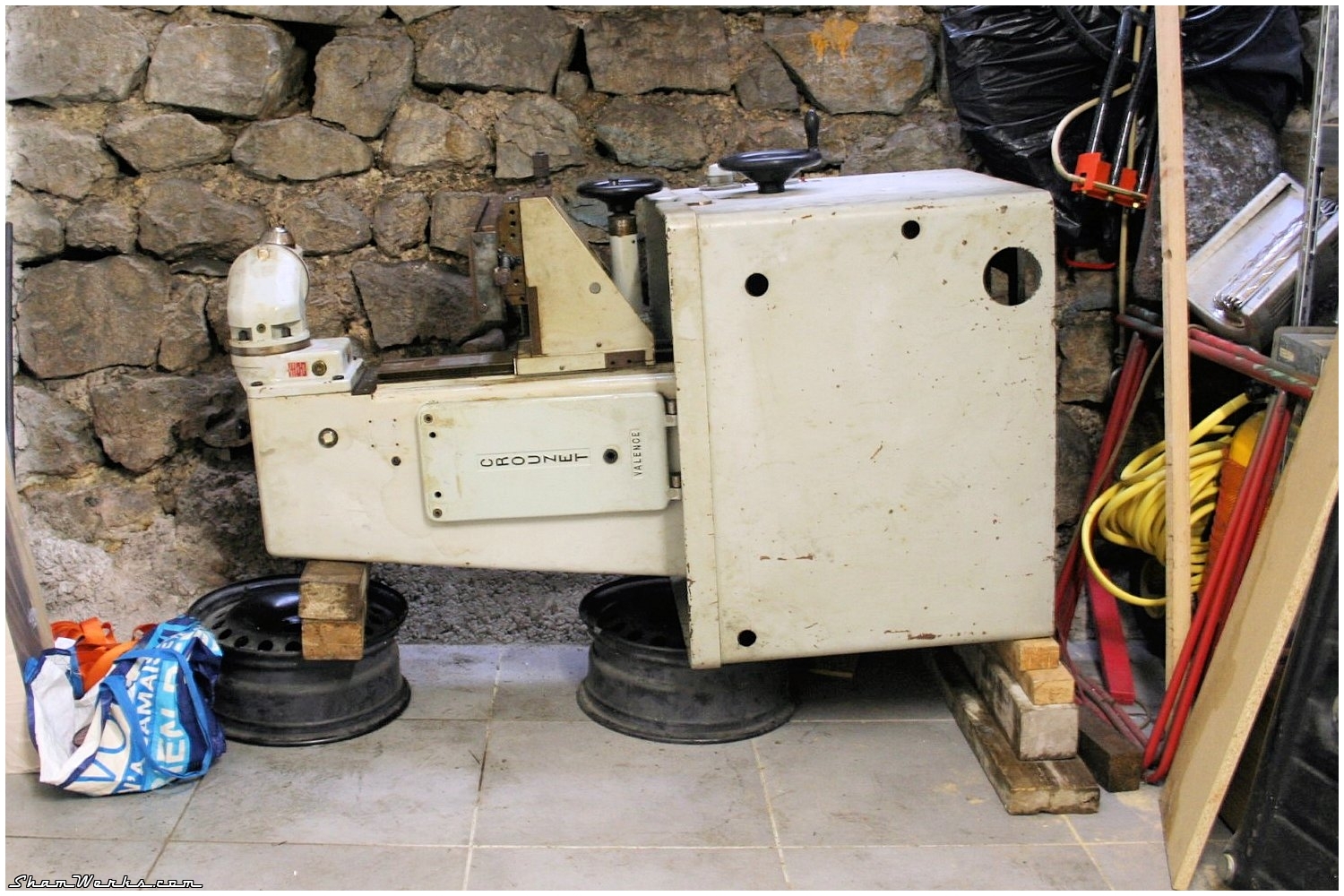
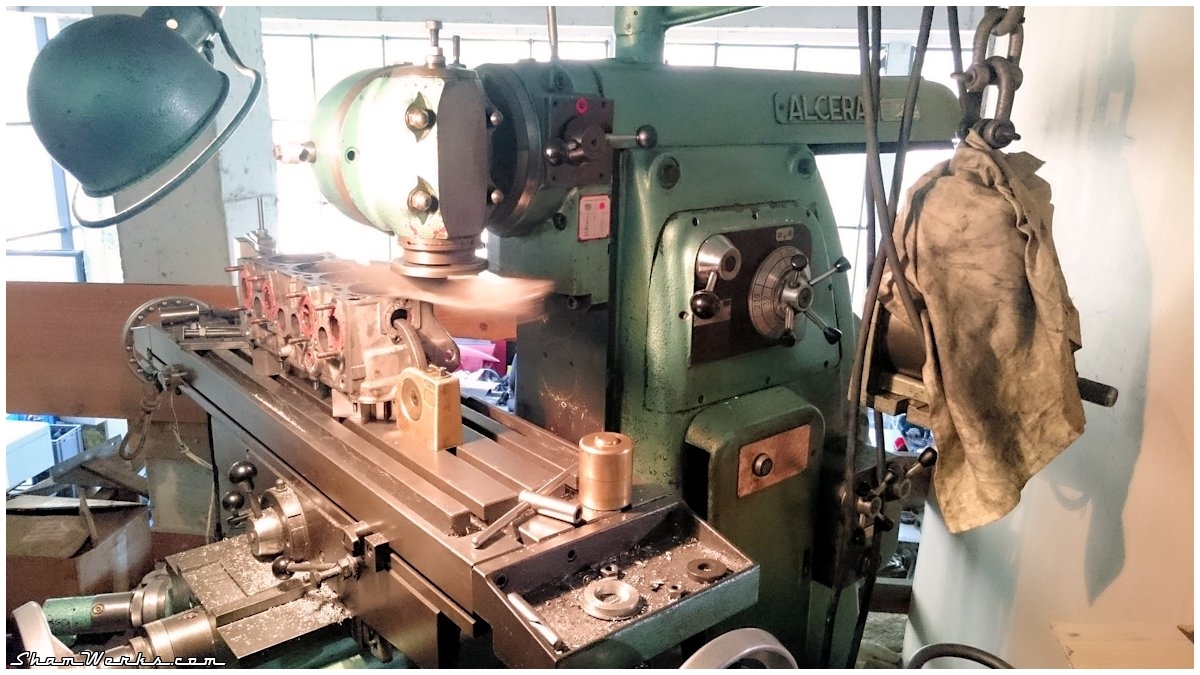
Fraiseuse Crouzet-Valence FC100

Sauf que dans ma région, ce genre de matériel, c'est rare ; pas comme dans le nord ou l'est de la France, qui ont un passé industriel, et où les occasions peuvent se présenter régulièrement.
Mais surtout, mon atelier est vraiment pas grand, il me faut une petite fraiseuse... Idéalement une Deckel FP1 (mais totalement intouchable financièrement), ou une petite Graffenstaden, une WGM... Ou en étant moins gourmand sur les courses, une Schaublin (hors de prix aussi), une Crouzet...
Bref, je gardais un œil sur les petites annonces dans mon coin (parce que transporter une bécane de + de 500kg c'est mieux si c'est pas trop loin!) sans trop d'espoir...
Et finalement, les années de patience ont payé : en juillet dernier, une de mes alertes LeBonCoin me sort ça:

Pour les curieux, la doc est disponible ici.
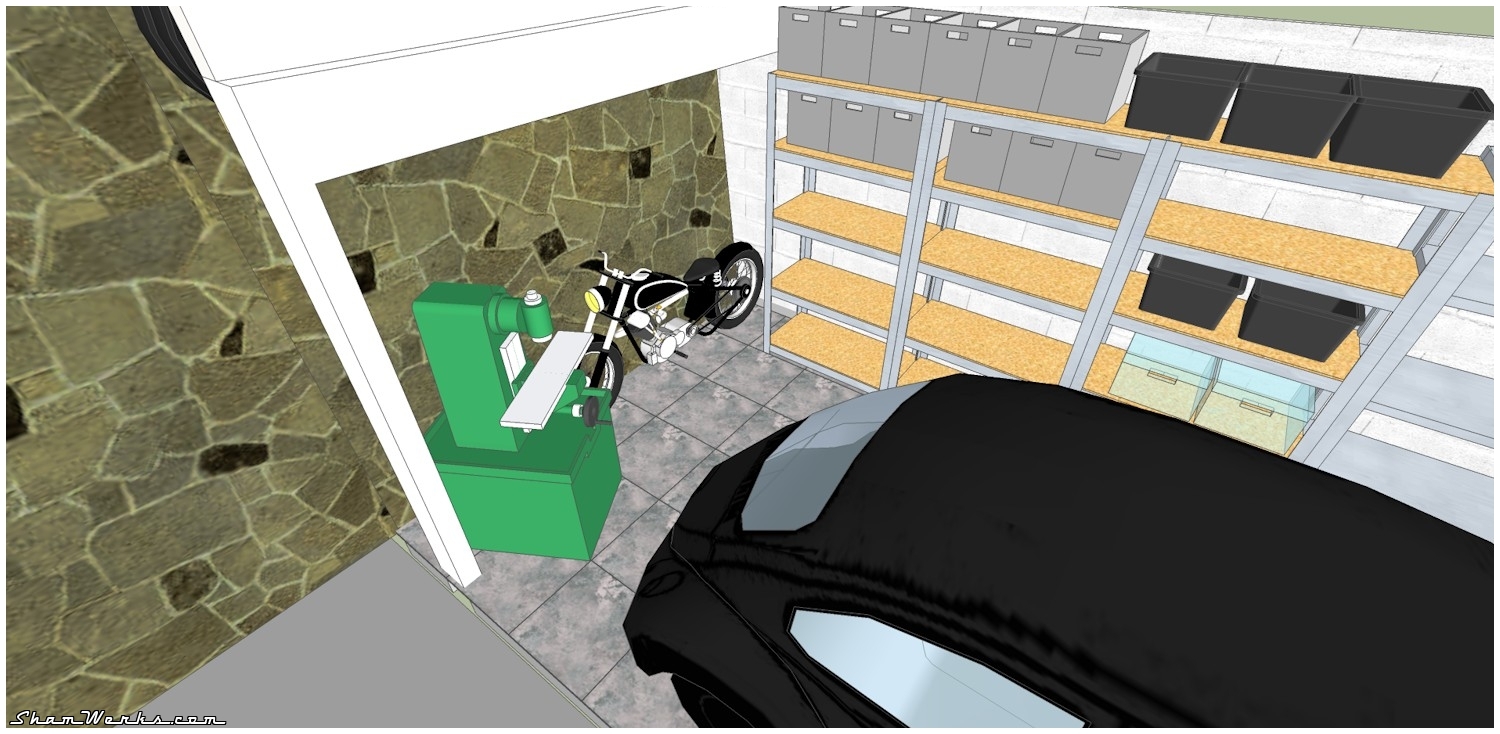
Une vérification rapide sous Sketchup qu'elle rentrera dans le garage, et j'appelle direct le vendeur, qui me dit avoir reçu de nombreux appels (il en était très surpris) : premier arrivé premier servi! Alors je saute dans la voiture et je vais directement voir la bête pour bloquer la vente!
- Courses limitées : X 220mm / Y 100mm / Z 330mm. Ca limite sérieusement ce qu'on peut faire avec... Mais parfait pour apprendre, et suffisant pour taper des culasses!
- Il lui manque ses manivelles/verniers X/Y, et celle du Z est cassée. Pas difficile à retrouver.
- Tête en W20, pas évident pour trouver de l'outillage.
- C'est un modèle sans avance automatique (pas qu'elle ait été démontée -cas fréquent-, la machine avait été commandée spécifiquement comme ça), ce qui ne me gène pas trop parce que j'ai une idée derrière la tête.

- La FC100 est une bonne bécane, rigide et lourde.
- Elle est en bon état, peu/pas de jeu : elle a visiblement peu servi. Apparemment elle avait été achetée neuve par l'Aérospatiale (qui a un centre assez important dans le coin), et n'a jamais été utilisée que pour des petites passes.
- Elle a la tête universelle inclinable.
- Le cone W20, c'est pas idéal, mais comme c'est la même chose sur le tour, j'ai déjà le tire-pince et quelques pinces d'avance!
- Mais surtout, le gros plus : le prix! Pour 300€, je ne pouvais pas la laisser passer!

Bref, elle est rapatriée le 29/7 : j'ai été obligé de la transporter couchée sur le dos, la hauteur de l'entrée de mon garage ne permettait pas l'option debout... Pas idéal, mais pas le choix. A croire d'ailleurs que le Citroën Berlingo (de location) a été spécialement conçu pour transporter cette fraiseuse, elle rentre tout juste en position couchée!
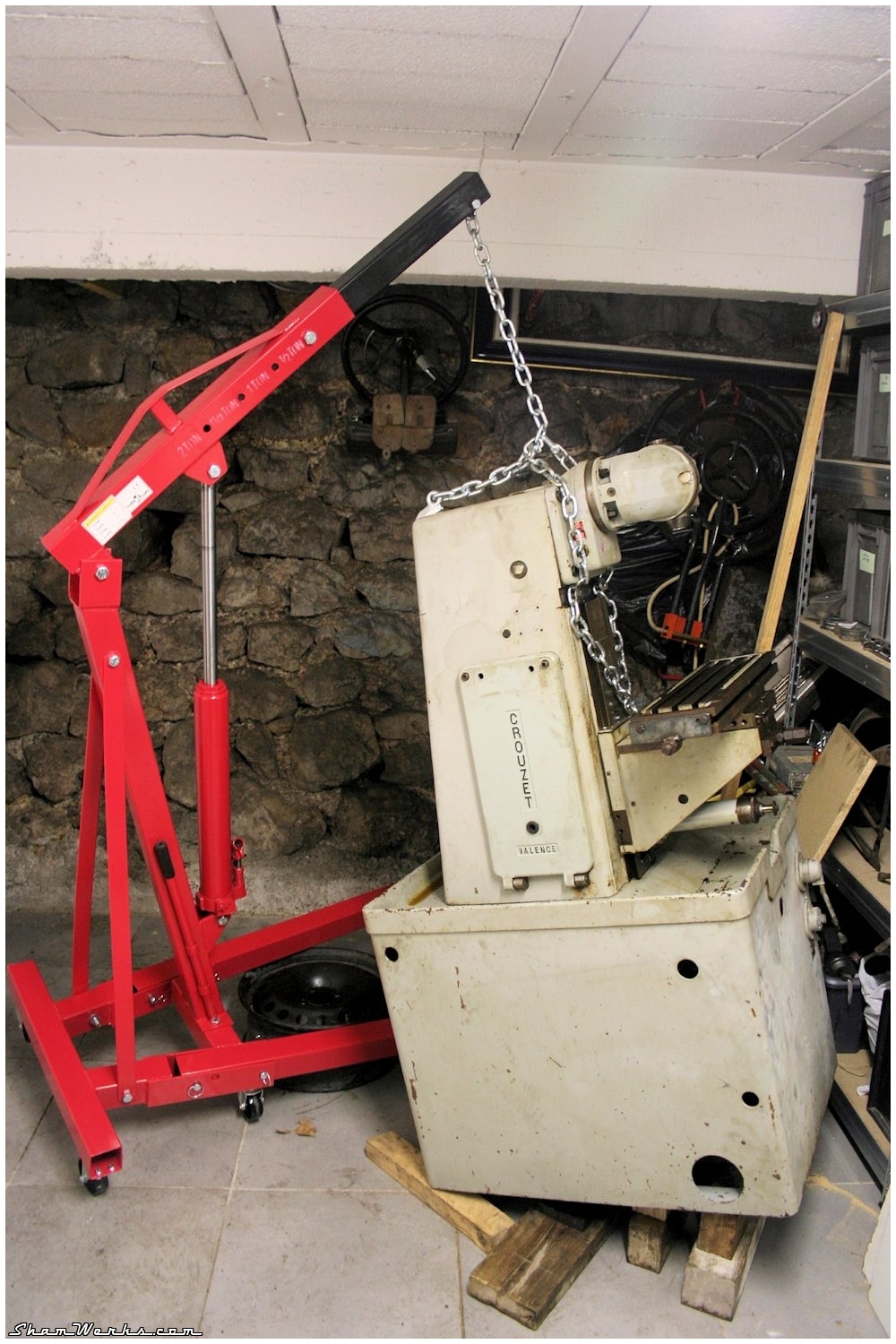
Le chargement s'est fait en 5 minutes au fenwick chez le vendeur... Par contre le déchargement a été plus sportif, même en utilisant une grue d'atelier prêtée par le garage d'en face, deux bonnes heures de musculation... Merci encore pour le prêt, sans ça on ne la sortait jamais! Et surtout, merci 1000 à Xav'Yeah pour son coup de main, 450kg de fonte à manipuler dans un box surchauffé, c'est fun! (désolé de toujours t'embarquer dans mes galères ma caille!)
La bête restera sur le dos jusqu'au 8 Novembre, le temps de me dégoter une grue d'atelier (gros problèmes de livraison, ça a traîné), et de libérer un peu de temps pour m'en occuper. Mais ça y est, la fraiseuse est debout! Ca a été un peu sport à faire tout seul, mais elle est enfin à sa place définitive!





Posté le 07/04/2016 à 22:58
Krapo Bleu : Swap moteur!

Swap moteur!
Comme je le disais dans mon article de Novembre 2013, son moteur commençait sérieusement à trainer la patte (270.000km... et pas toujours bien traité, mea culpa!), consommait de plus en plus d'huile (genre un litre par mois!), pissait l'eau, surchauffait... Bref, il fallait faire quelque chose avant de se retrouver en rade, et prendre soin de "ma vieillerie" qui m'a rendu 1000 services...
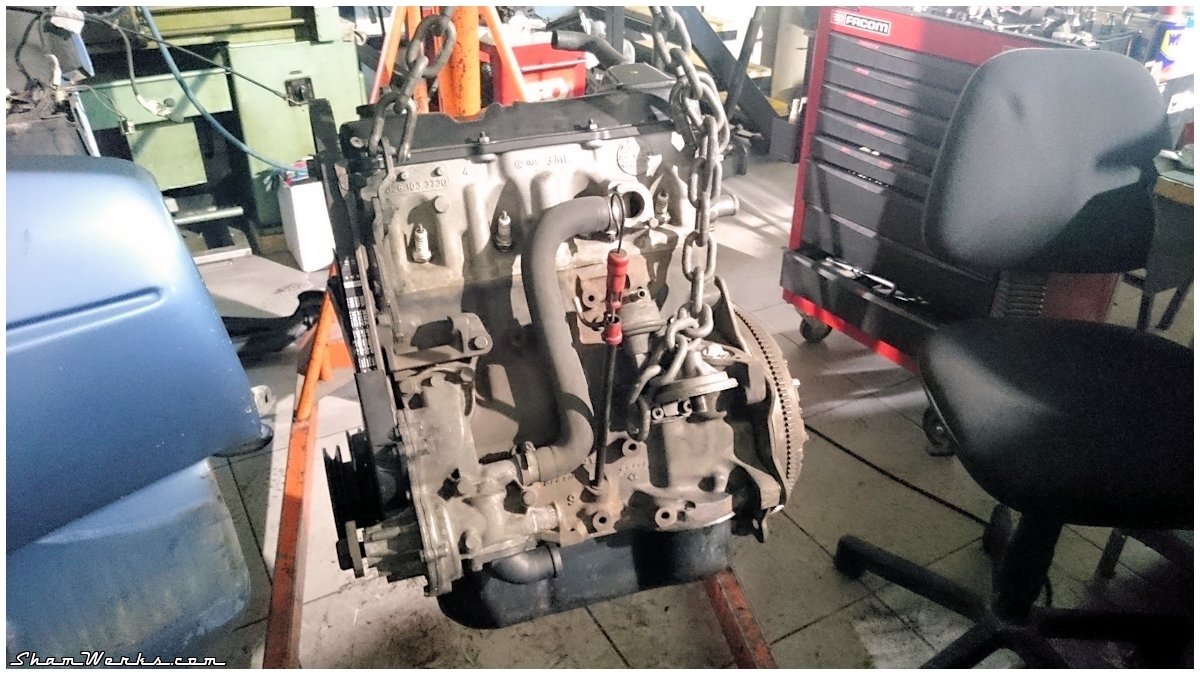
Après une bonne année de recherche, j'ai fini par jeter mon dévolu (bienvenue sur Expressions de Vieux FM) sur un bloc trouvé sur LeBonCoin, en mai 2014, pour 200€. Pas évident de trouver la bonne occase, on essayé de me refiler des blocs au joint de culasse HS, ou à la courroie de distri cassée option soupape-dans-les-pistons, etc. ...
Ce bloc est identique au mien (oui, bon, OK, du coup on peut discuter de l'utilisation du terme "Swap"...), 1.8L 90cv, carbu Pierburg 2E2, mais avec "seulement" 130.000km (à peine rodé quoi!




Je profite de ce temps pour le nettoyer complètement, lui changer les joints spi, courroie distri, joint de couvre-culasse, etc...
On est alors en juillet 2015, direction l'atelier de Laurent (Dangerous) pour profiter du pont et de la chèvre (quand même plus pratique qu'un cric dans un box hein!).
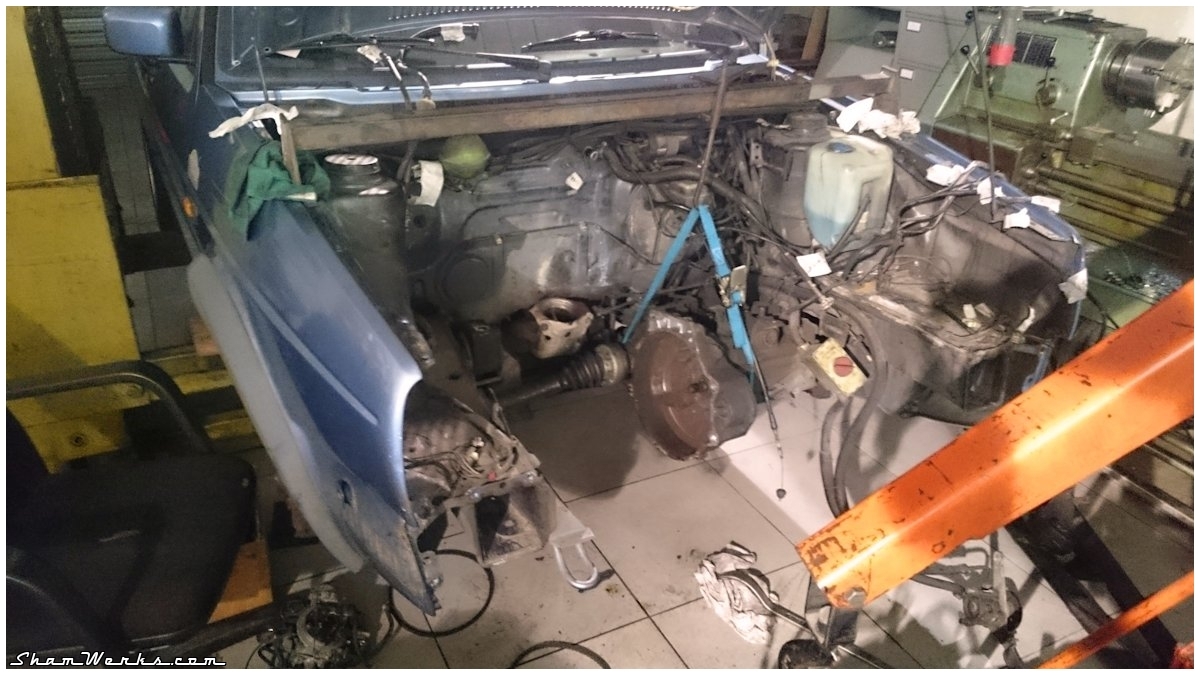
En avant, démontage du masque de la caisse, de tous les accessoires, on sangle la boite, et le bloc sort...



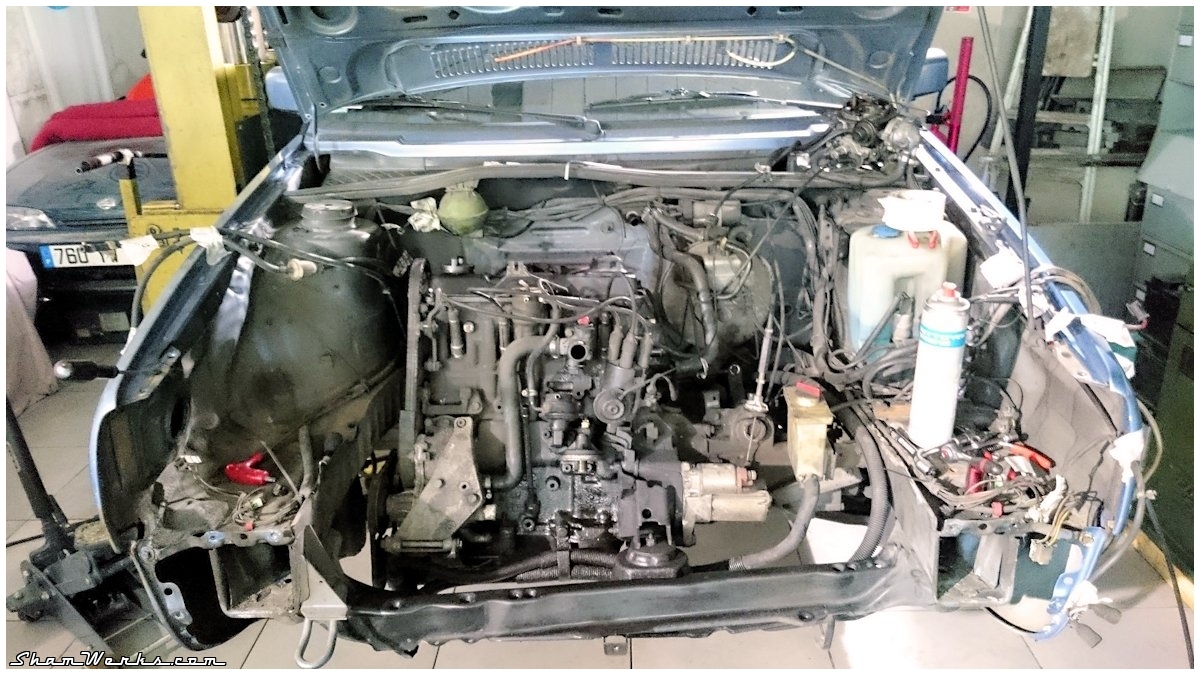



Blague à part, à cet instant là, j'ai la Golf avec le moteur par-terre, la Cox avec le pied-moulé à peine remonté, et le 1776 du Karmann avec les tripes à l'air... Pas rassurant c't'histoire!
Une fois le bloc dehors, j'en profite pour faire un grand coup de nettoyage dans le compartiment moteur, et virer les 27 années de poussière/gras/cambouis/etc accumulés.
Jusque là, tout va bien, avec un peu d'organisation, c'est même moins compliqué qu'il n'y parait.
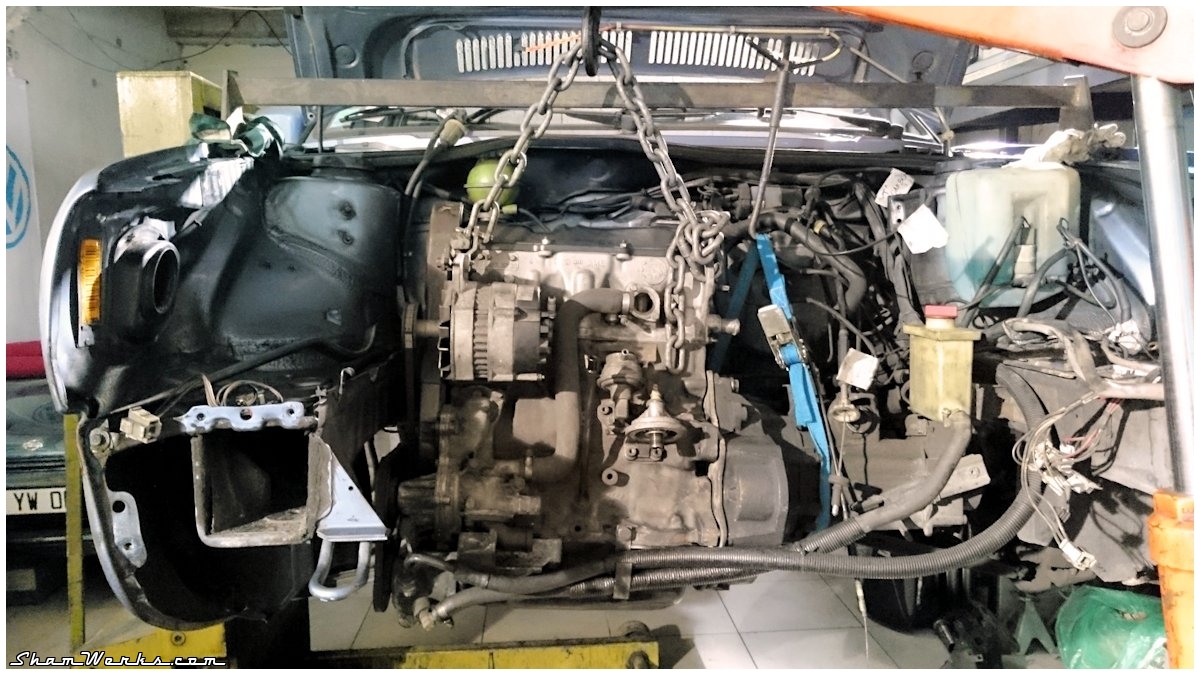
Y'a plus qu'à poser le nouveau bloc (après y avoir transféré embrayage+VM, carbu, collecteur echappement et autres bricoles) ; la pose se fait assez facilement, il se met en place tout seul. Juste les brides d'échappement qui sont pas évidentes à placer sans l'outil spécial, mais avec une sangle à cliquet, tout est possible (#sangleacliquetpowah).

C'est à partir de là que les choses se compliquent... Grrrrr, c'est jamais simple!
1er démarrage : ca démarre au quart de tour, ça c'est la bonne nouvelle!
Par contre, grosse fuite d'eau, façon fontaines du Bellagio sur le coté du bloc, au niveau du plan de joint de culasse. Probablement dû à un mauvais stockage, ou un coup pendant le transport (pas impossible ça, moteur pas sanglé à l'arrière de la camionnette de loc, il avait été bien secoué le moulin)...
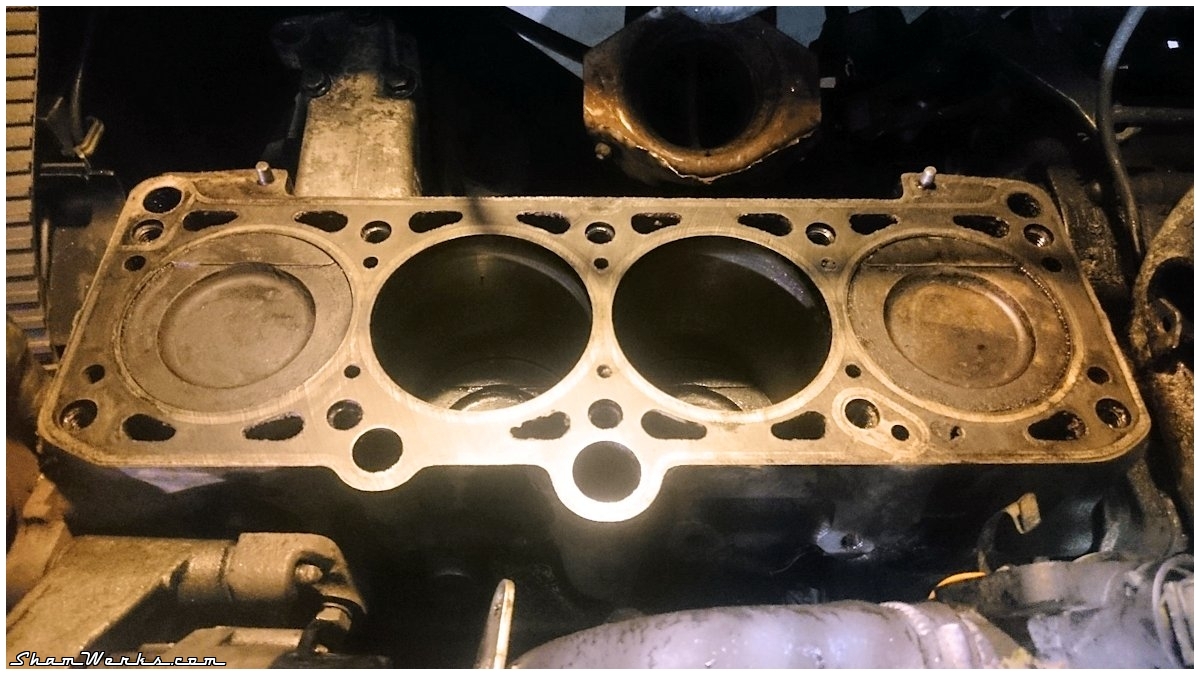
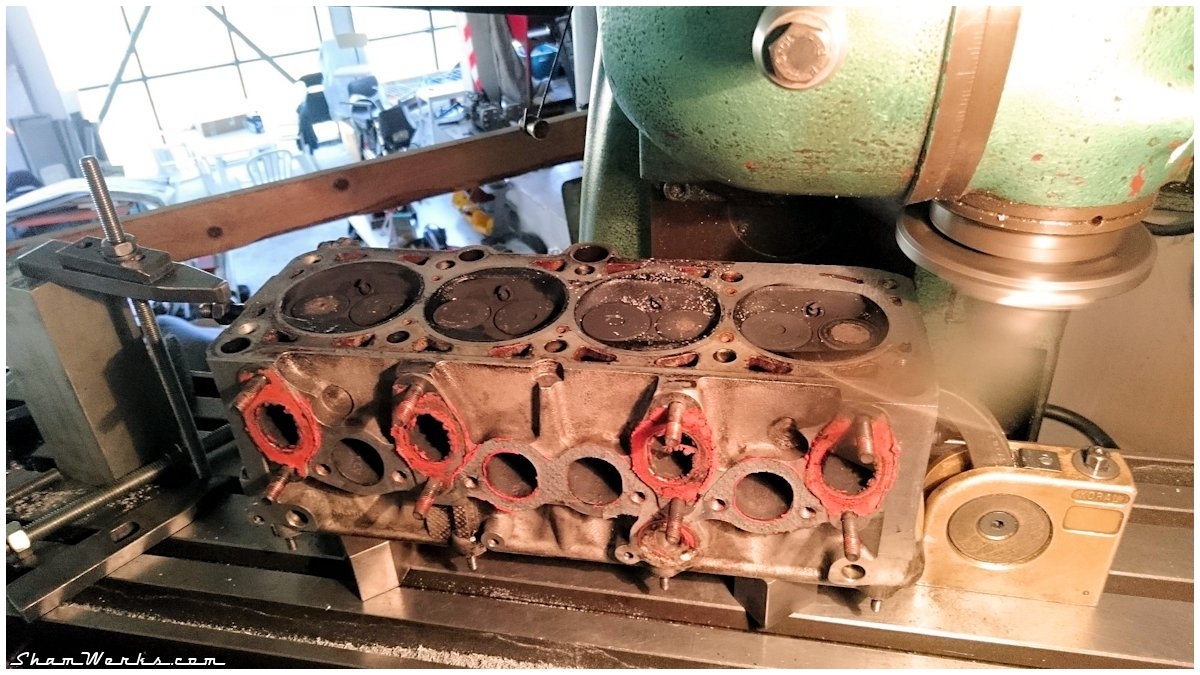
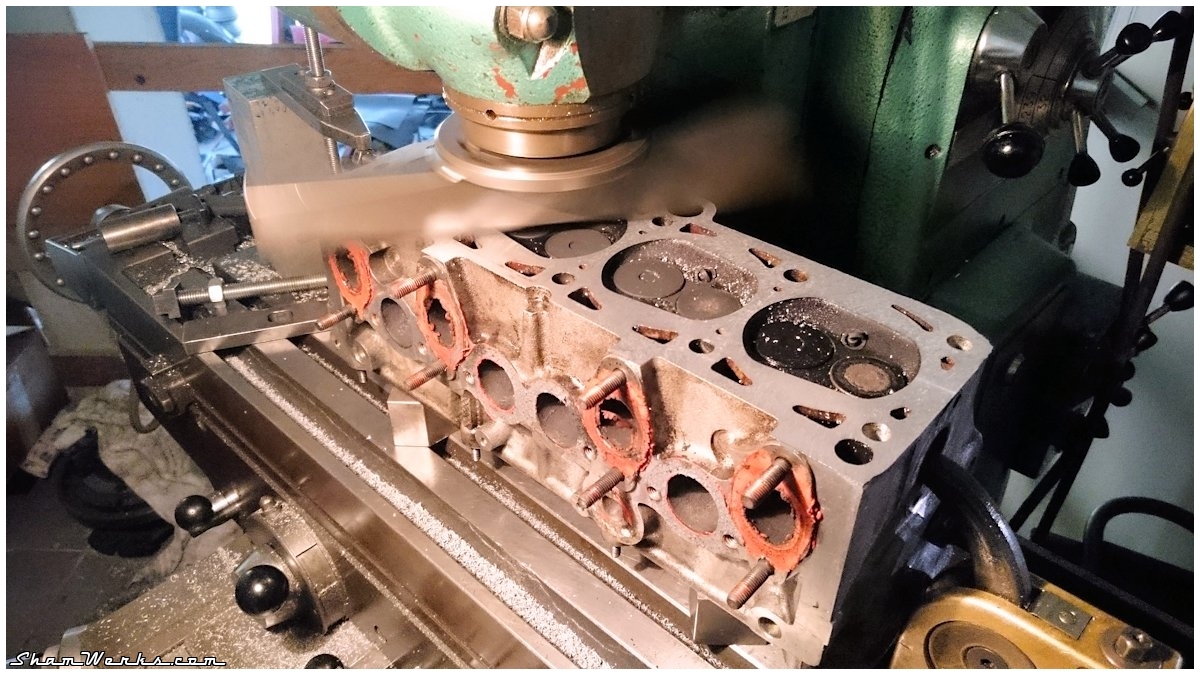
Il parait que "quand on a un problème mécanique, le mieux à faire c'est de faire de la mécanique" (je sais plus si c'est Confucius ou Platon qui a dit ça) : on sort la culasse, on la passe à la fraiseuse, craignant qu'elle ait vrillé. On récupère le plan de joint avec juste 12/100èmes, donc pas grand chose, la culasse n'avait pas bougé. Hop, on remonte avec un nouveau joint de culasse, et on y retourne.

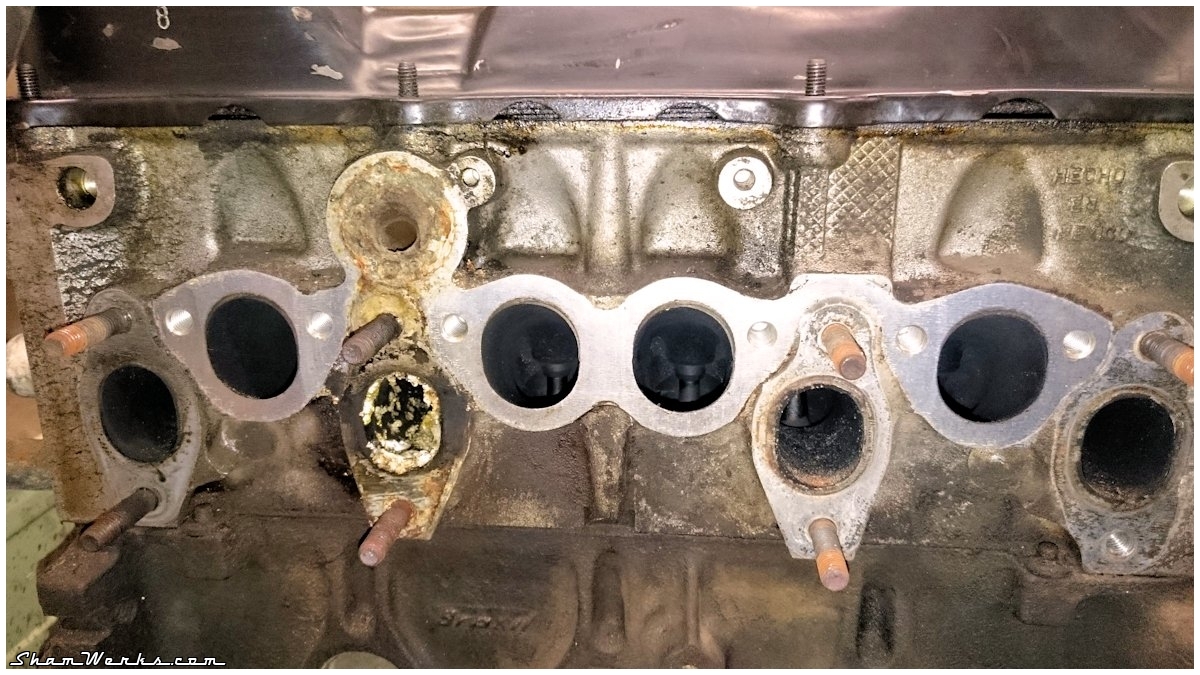
Démontage de la pipe, commande d'un nouveau joint, remontage à la CAF en serrant bien...
A partir de ce point, j'ai pris beaucoup moins de photos : plus trop le temps de jouer au paparazzi!
3ème démarrage : ça fuit toujours à la pipe d'admission ; moins que la première fois, mais ça fuit toujours.
Redémontage, et reremontage avec dose de pate à joint...
4ème démarrage : ça ne fuit plus à la pipe, alléluia!!!
Mais ça fuit maintenant sur le coté du bloc, derrière le cache de courroie de distri... On redémonte la distri, diagnostic : pastille de sablage. F*ck. Le truc improbable qui n'arrive jamais. Pas une grosse fuite, un goutte-à-goutte rapide, mais ça fuit.
On commande une pastille de rechange, on sort l'ancienne, pose la nouvelle... Et on y retourne.

.
.
.
Mais le radiateur, si. BORDEL DE GRRRRAAAAAHHHHH!!!!
Pas beaucoup, goutte à goutte, mais ça fuit. Il n'a pas apprécié le démontage... Classique.
Bref, commande d'un nouveau radiat', vidange du circuit de refroidissement pour la Nième fois, changement de radiateur...
6ème démarrage : CA NE FUIT PLUS! Du tout! Woooohooooo!!!
Y'a quand même un moment où j'ai hésité à l’appeler "Pisseuse" au lieu de "Krapo Bleu"!
Au total, l'opération qui devait se faire en 3 jours aura pris 3 semaines (en comptant les commandes de pièces nécessaires). Bonheur!
Un énoooooooooorme merci à Laurent/Dangerous pour son aide, son temps... Et son atelier que j'ai copieusement dégueulassé à force de vidanges de liquide de refroidissement!
Evidemment, y'a eu quelques soucis à régler derrière, l'usine à gaz qu'est le carburateur Pierburg 2E2 ne loupe pas une occasion de merdouiller... Alors qu'il fonctionnait très bien avant, il se remet à me poser des problèmes : prise d'air à sa base alors que semelle neuve, starter qui ne s'enclenche plus...
Bref, encore un peu de bidouille avant d'avoir un moteur qui tourne vraiment rond, changement de l'élément de dilatation, montage semelle carbu à la pate, remplacement du joint de couvre-culasse (pourtant monté neuf) qui fuyait, remplacement des 3 sondes de température...
Mais ayé, c'est fait, ça tourne comme au premier jour! Ou presque!
Posté le 11/03/2016 à 23:25
Kombi Life


Une petite interruption de nos programmes pour parler de Ben, que je suis sur sa chaine Youtube (et son site "Kombi Life") depuis plusieurs années maintenant : il a remonté toute l'Amérique du Sud, puis du Nord, jusqu'en Alaska avec son Combi acheté au Chili!
Non sans galère, avec une bonne dizaine de démontages du moteur à la clé, mais toujours avec le sourire, des centaines de rencontres et des paysages incroyables!
Bref, si vous avez froid pendant l'hiver, allez jeter un oeil à ses vidéos, ça réchauffe! Et pour lui permettre de continuer son aventure, inscrivez vous à sa chaîne Youtube! @Ben : Pura Vida buddy, thanks for sharing, can't wait for season 4!

Posté le 07/02/2016 à 18:11
Elvira : Réfection du Pied Moulé, épisode 3 : Fermeture du bloc
épisode 3 : Fermeture du bloc
Carter moteur
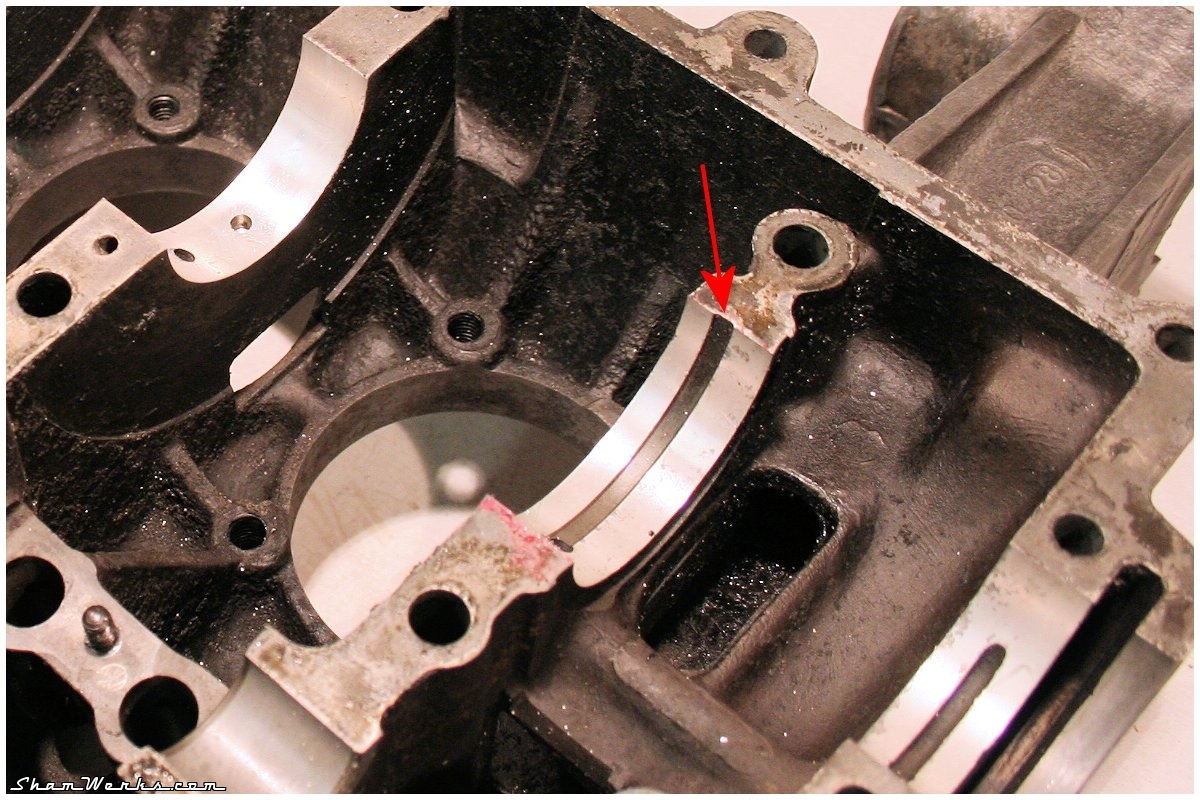
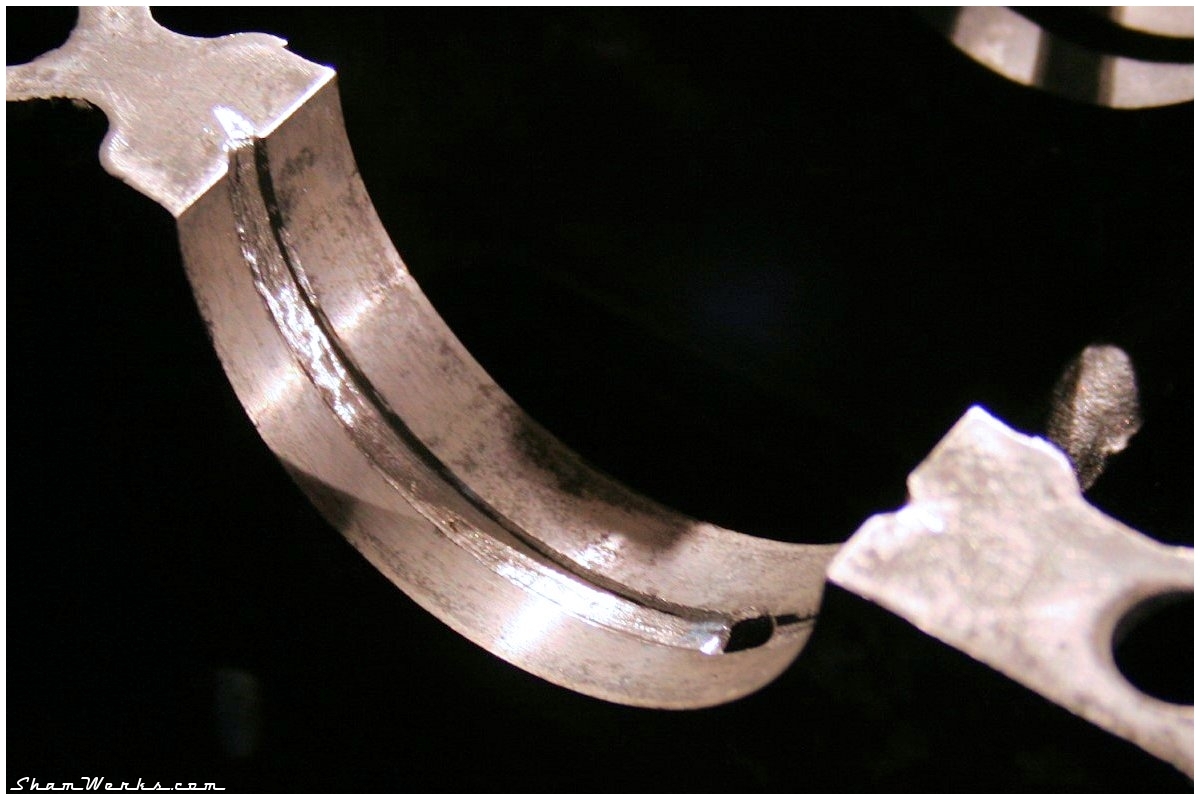
Contrairement à ce que j'annonçais dans mon précédent post (en mars 2012...) sur le sujet, la métrologie du bloc n'était en fait pas si bonne.En la reprenant à tête reposée avec mon nouveau matériel, je me suis aperçu que les paliers vilo étaient hors-cote ovalisation. Pas de beaucoup, mais j'allais pas remonter le carter comme ça, avec toutes les pièces que j'ai, c'aurait été du gâchis : Bielles NOS, axes de pistons NOS, coussinets de vilo NOS, coussinets de bielles NOS, tubes enveloppes NOS, tôles sous cylindres NOS (!), AAC "Okrasa" Joe Ruiz...
Du coup, j'ai envoyé le bloc chez Feller pour une ligne d'arbre en +0.5mm. Et là, il m'a fallu trouver des coussinets en cote réparation (dommage, j'avais des NOS VW en cote origine dans leur boite!)... Pas évident pour les pieds moulés! Classic-Store en a en stock, mais de piètre qualité (Sintermetal, fabriqué en Argentine), même eux recommandent de ne pas monter ça! ("mais ils ont le mérite d'exister")
Après 18 mois de recherches, je les ai finalement trouvés en Allemagne. NOS VW, 150€ le jeu hors port (ouch!), mais bon, pas vraiment le choix... On est déjà fin 2013, et entre-temps je me suis lancé sur le moteur du KG. Le pied moulé a alors sagement attendu sur son étagère...
Mais c'est fini, il est temps de refermer le bébé!
Janvier 2016, je vais chez Laurent (Dangerous - merci ma caille!) fermer le bloc : il a plus l'habitude que moi, et on sera pas trop de 2 cerveaux pour tout vérifier au montage. Ce qui ne nous empêchera pas d'oublier la tôle sous cylindre au culassage ceci dit...
Ca veut dire aussi un peu moins de photos étape-par-étape, conditions d'éclairage pas idéales dans son atelier.
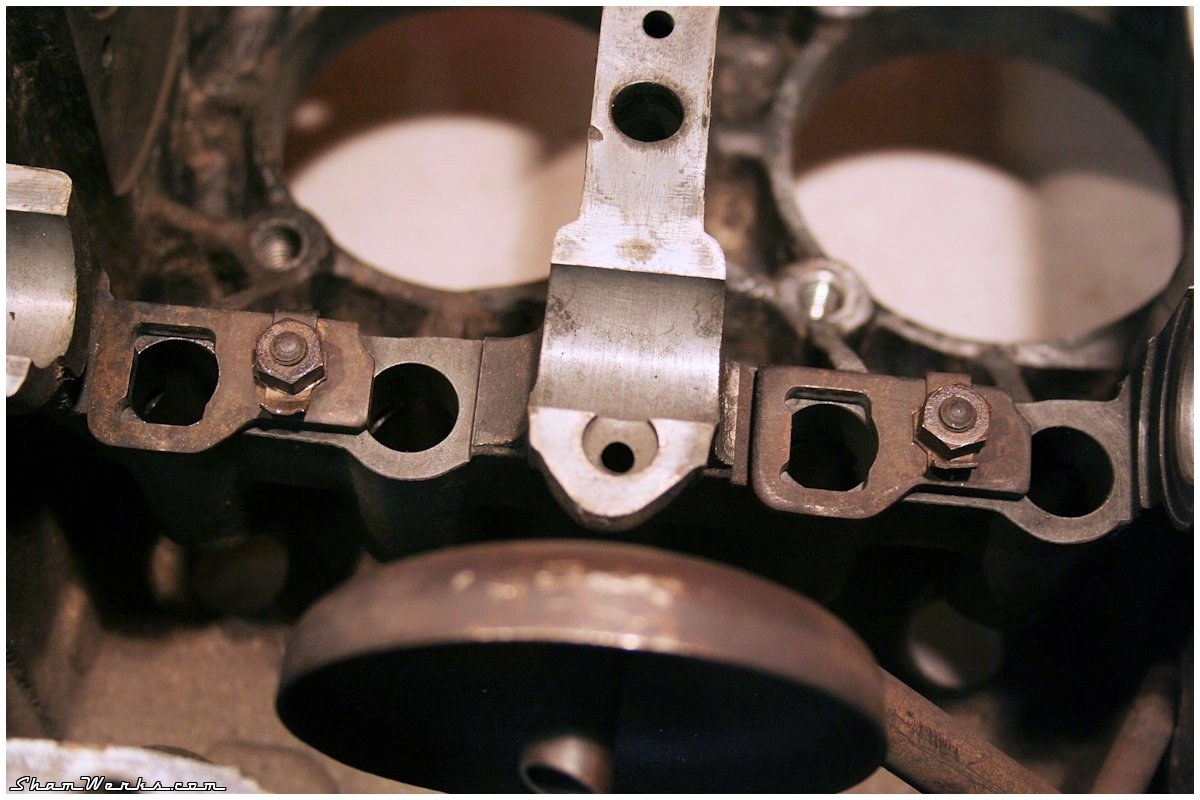
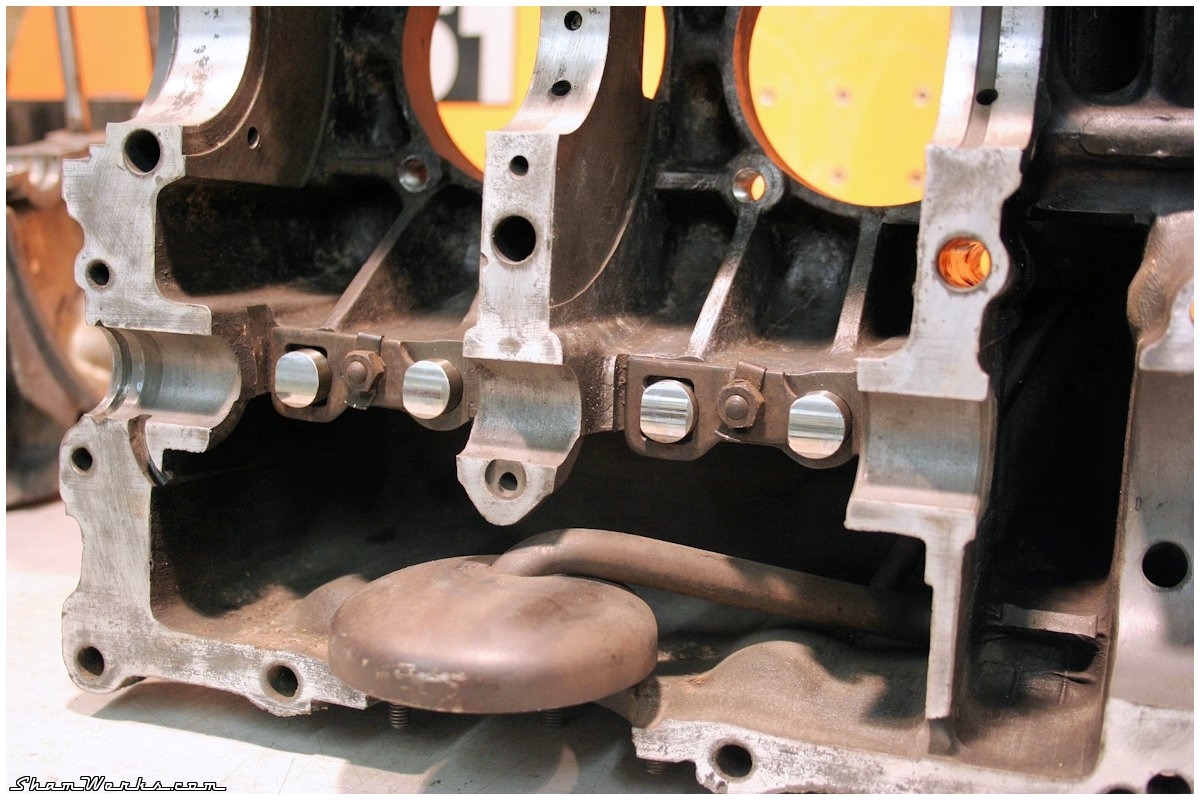
Mais avant d'oublier, je replace les petites plaques de guidage des poussoirs (qui ont un méplat et ne tournent pas sur pied moulé). Serrage léger avec une goutte de frein filet, et je replie la patte de blocage sur l'écrou. Ca se fait un peu au feeling, le poussoir doit coulisser gras avec un très léger jeu.


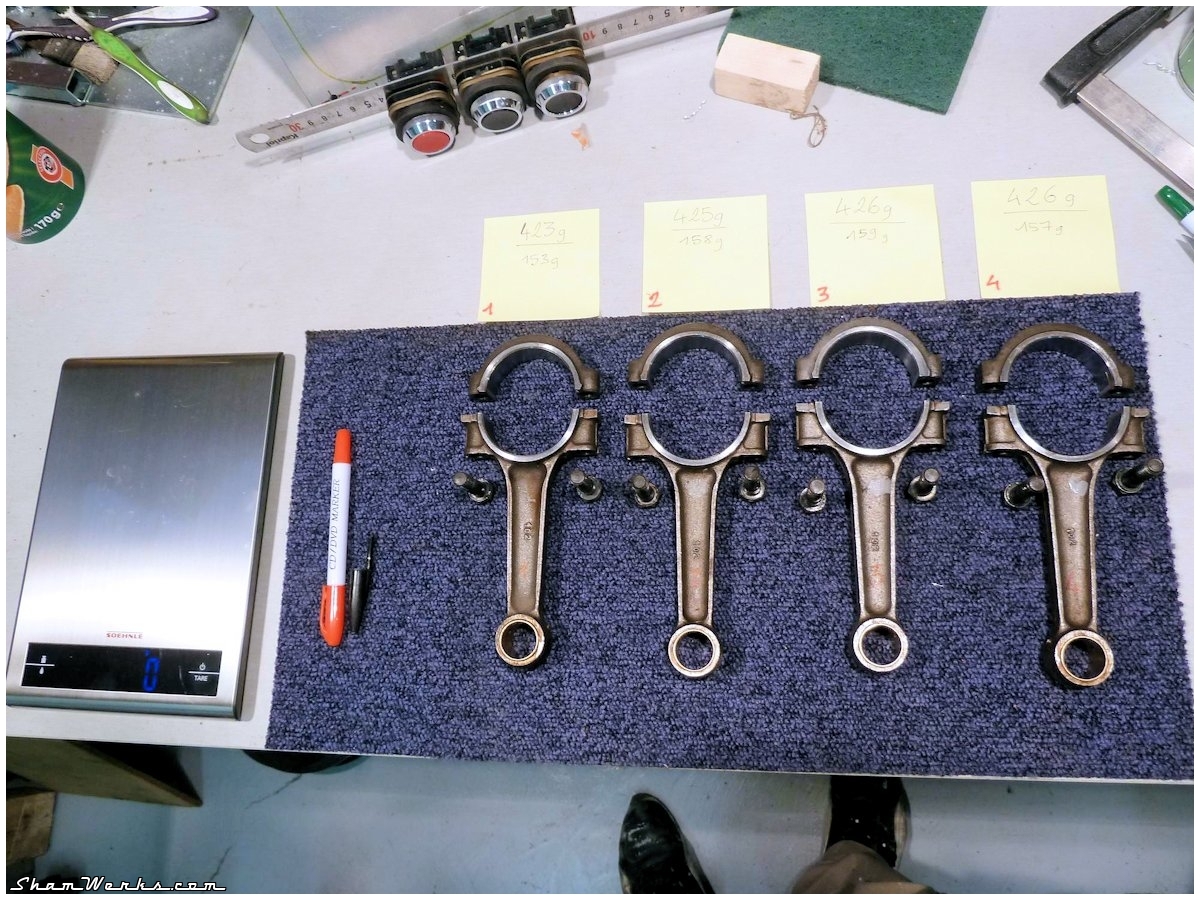
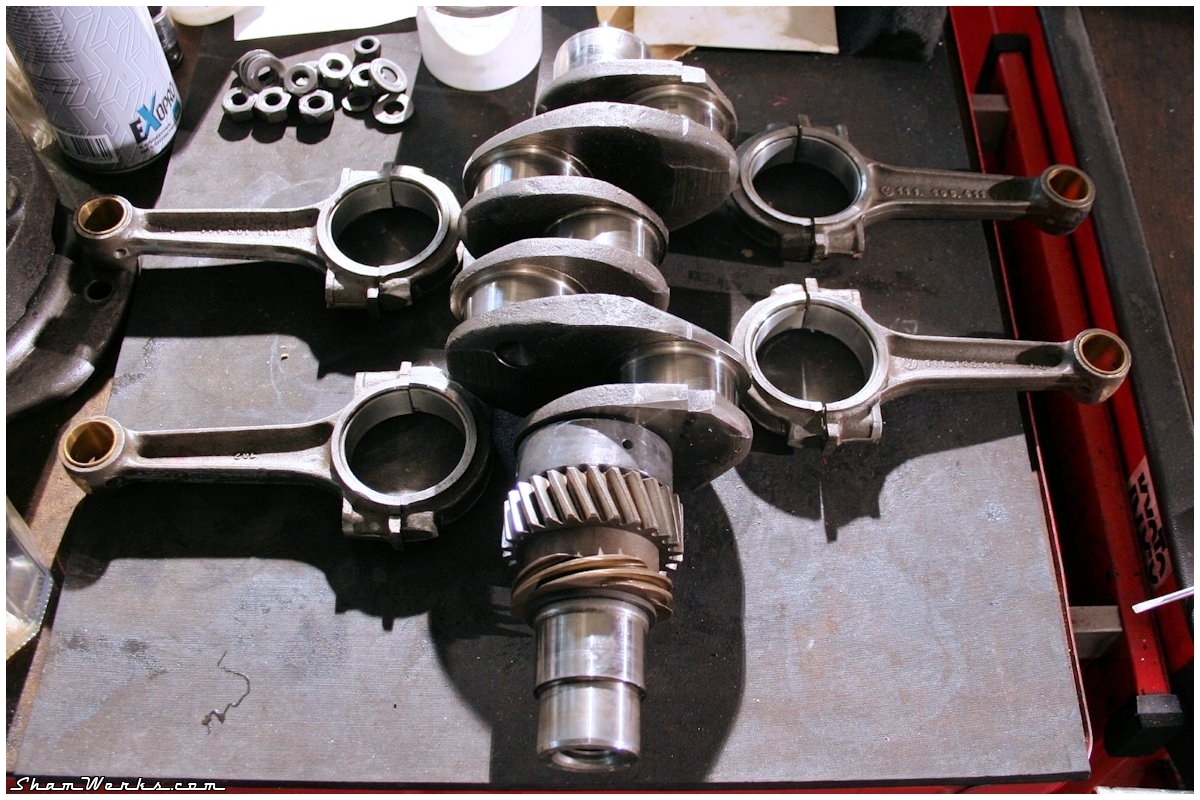
Bielles
Les bielles NOS sont d'abord mises au poids, dégrossissage à la meuleuse pneumatique, et finition à la lime électrique : j'ai 0.7g d'écart entre le plus lourde et la plus légère.Leurs coussinets (NOS eux aussi) sont déglacés avec un bout de tampon Jex usé (à l'huile), installés, et le jeu avec le maneton de vilo vérifiés au Plastiguage.


Au montage, je lubrifie les manetons au Wynn's Supercharge, pour assurer la lubrification lors du montage et jusqu'au premier démarrage. Comme c'est très visqueux et collant, ça ne se fera pas la malle comme de l'huile...

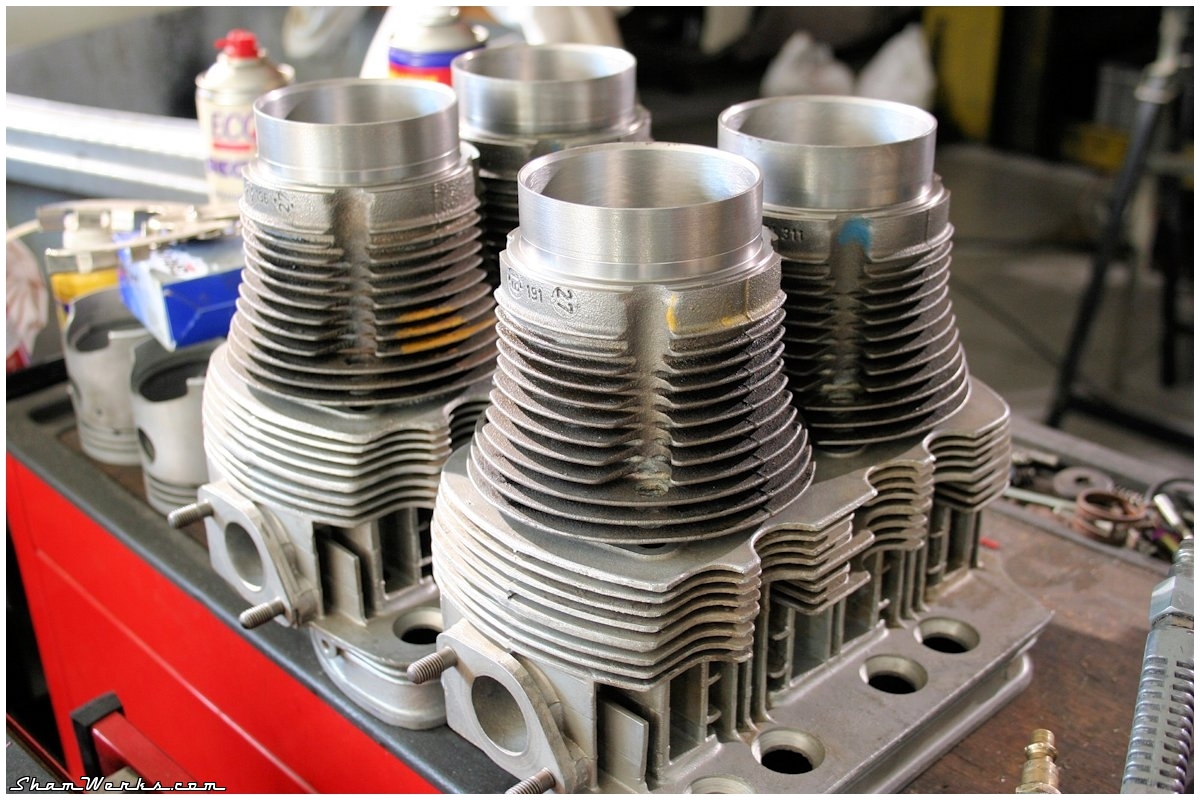
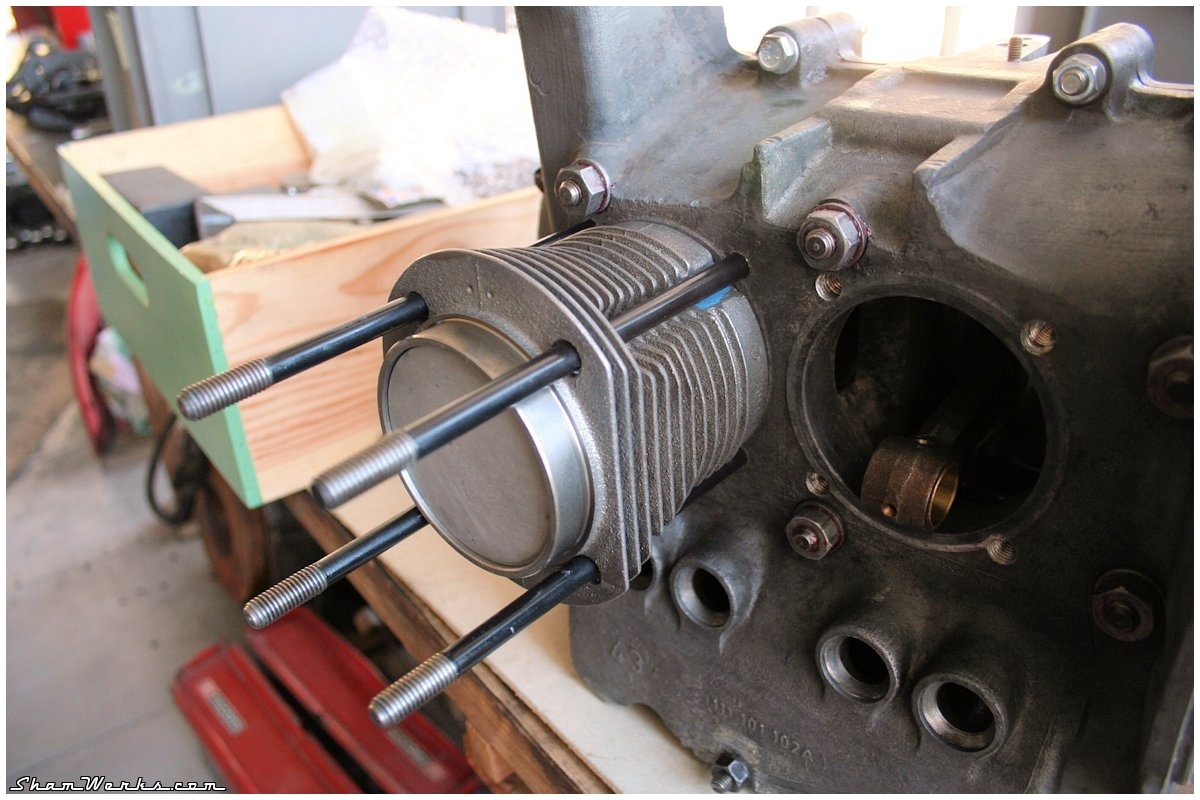
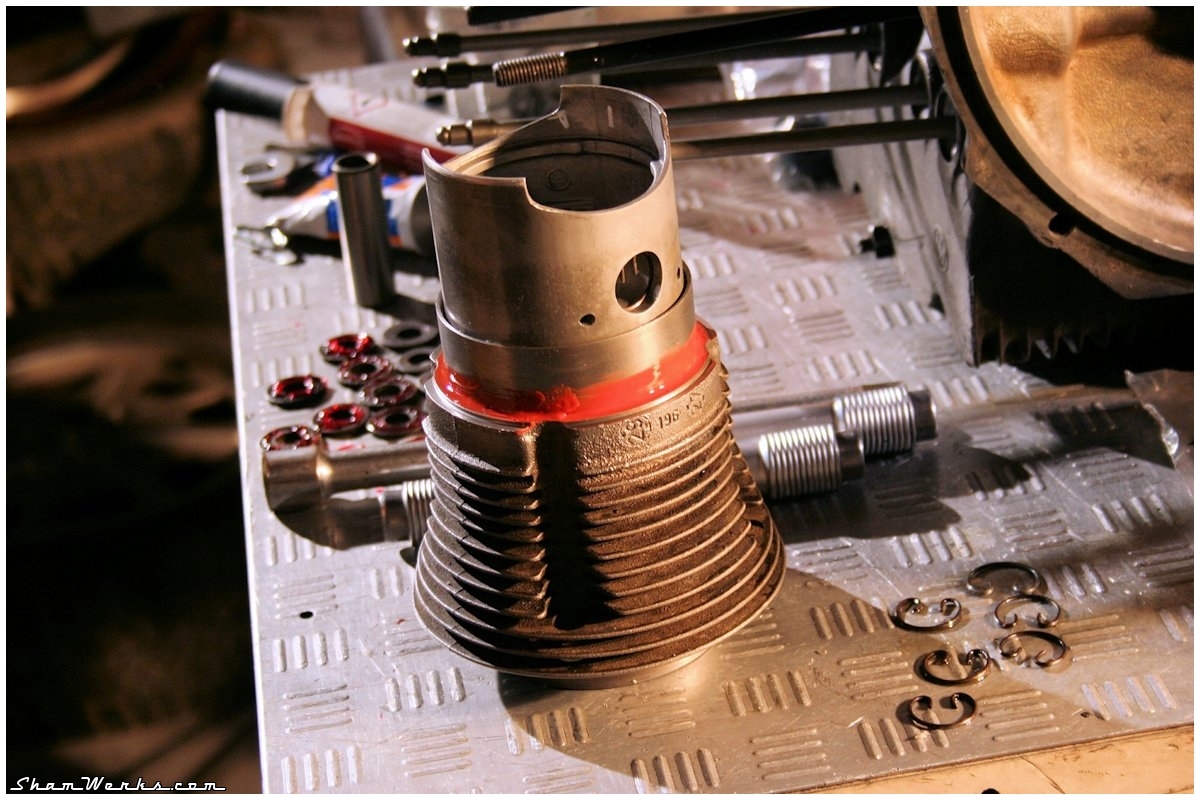
Cylindres / Pistons
Les têtes de pistons sont passées au marbre : polissage pour limiter le transfert de chaleur.Les cylindres ont été contrôlés en même temps que les pistons : tout est dans les cotes. Clairement le kit n'a que très peu roulé : perso j'ai du faire 2000km max avec ce moteur, je suppose que les chemises/pistons avaient été montés neuf dessus.






Les pistons sont gentiment préparés : un petit chanfrein sur le bas de la jupe (à la lime electrique : super outil, il m'en faut une!) pour aider la création du film d'huile, angle cassé à la tête (doucement au papier de verre 800), et mise au poids (pas évident, 2 fonderies différentes, j'ai du me résigner à avoir deux plus lourds et deux plus légers, chaque couple mis en opposition 2 à 2).
Je contrôle derrière le jeu à la coupe des segments : la RTA donne entre 0.35 et 0.62, j'ai 0.35 serré sur les 8 segments d'étanchéité, parfait. Je les monte en y allant doucement sur la pince à segments, et en huilant tout bien ; on vérifie bien que l'inscription "top" est vers le haut, on tierce en tenant compte de l'orientation vers le VM (deux ouvertures du segment racleur en haut, décalées de 45°, deux ouvertures segments d'étanchéité en bas à 120°).
Finalement, les pistons sont emmanchés dans leur cylindre respectif avec un compresseur de segments, et beaucoup d'huile.

Culasses
Beaucoup de travail sur les culasses que j'avais trouvées à Valence...Après un nettoyage en règle à l'essence F, je les ai microbillées pour y voir clair. Pas de mauvaises surprises, un micro-bout d'ailette cassé, rien de méchant ; et surtout, aucune fissure. Banco! ("je l'entends encore... Banco..." : un cookie pour celui qui capte la référence).
A propos : il vaut mieux boucher les guides de soupape pour le micro-billage : un bon plan pour ça, c'est les bouchons d'oreille jetables en mousse!

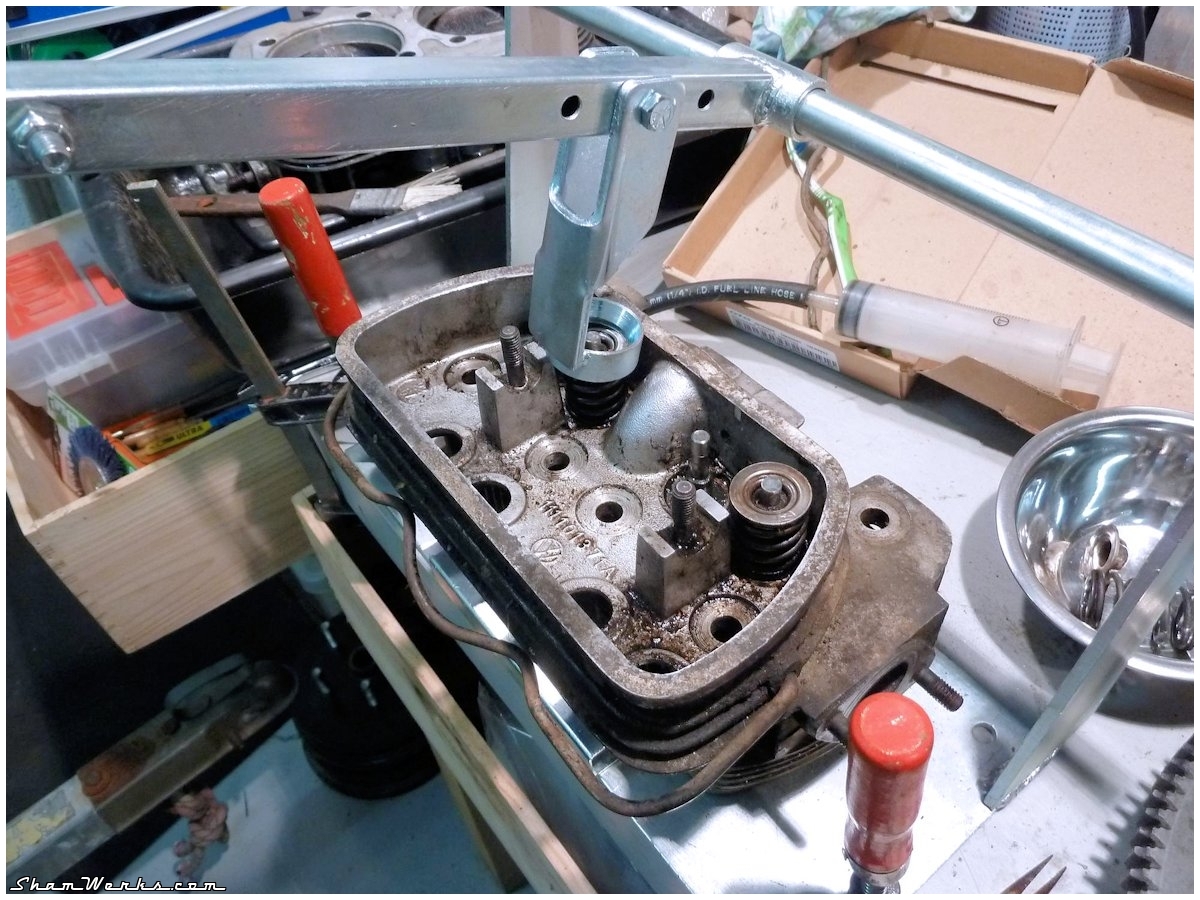


Alors on se retrousse les manches et on y va!
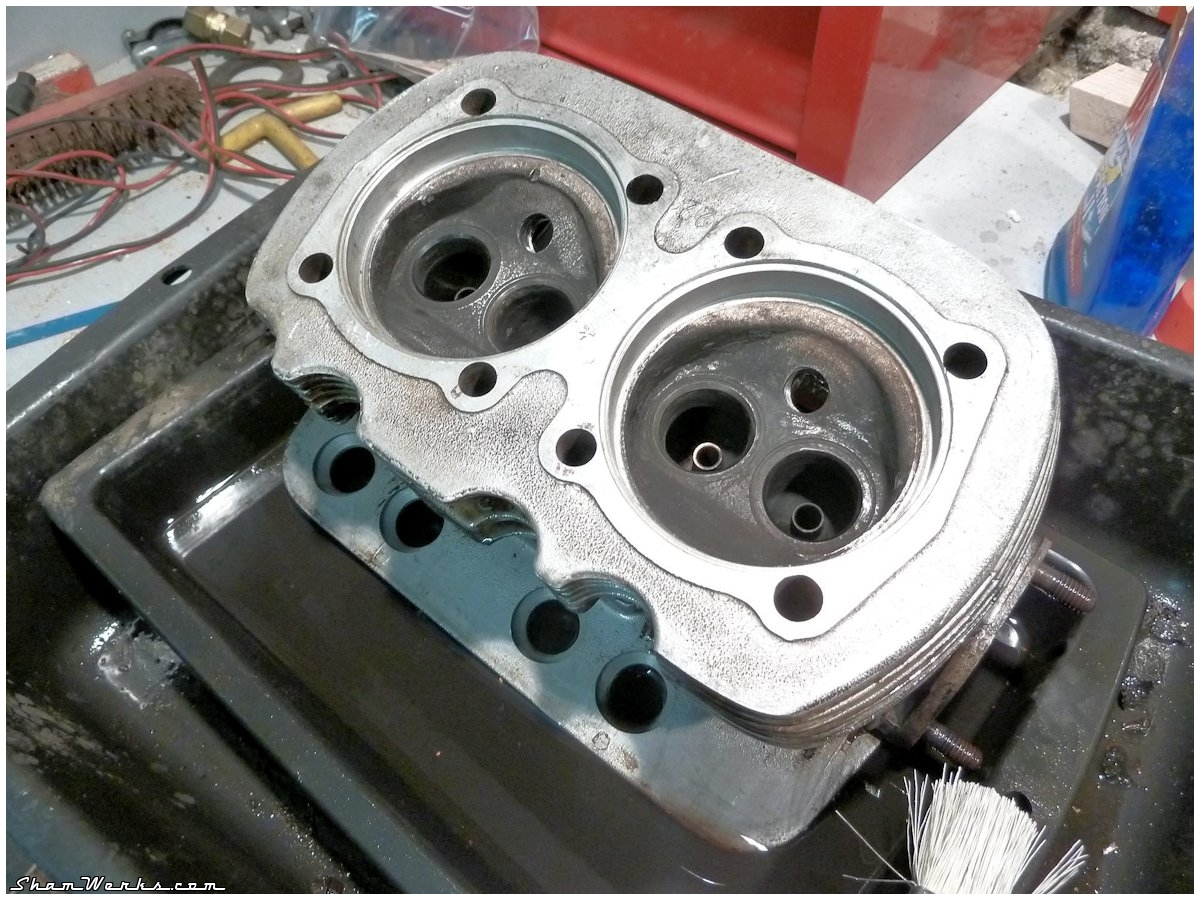
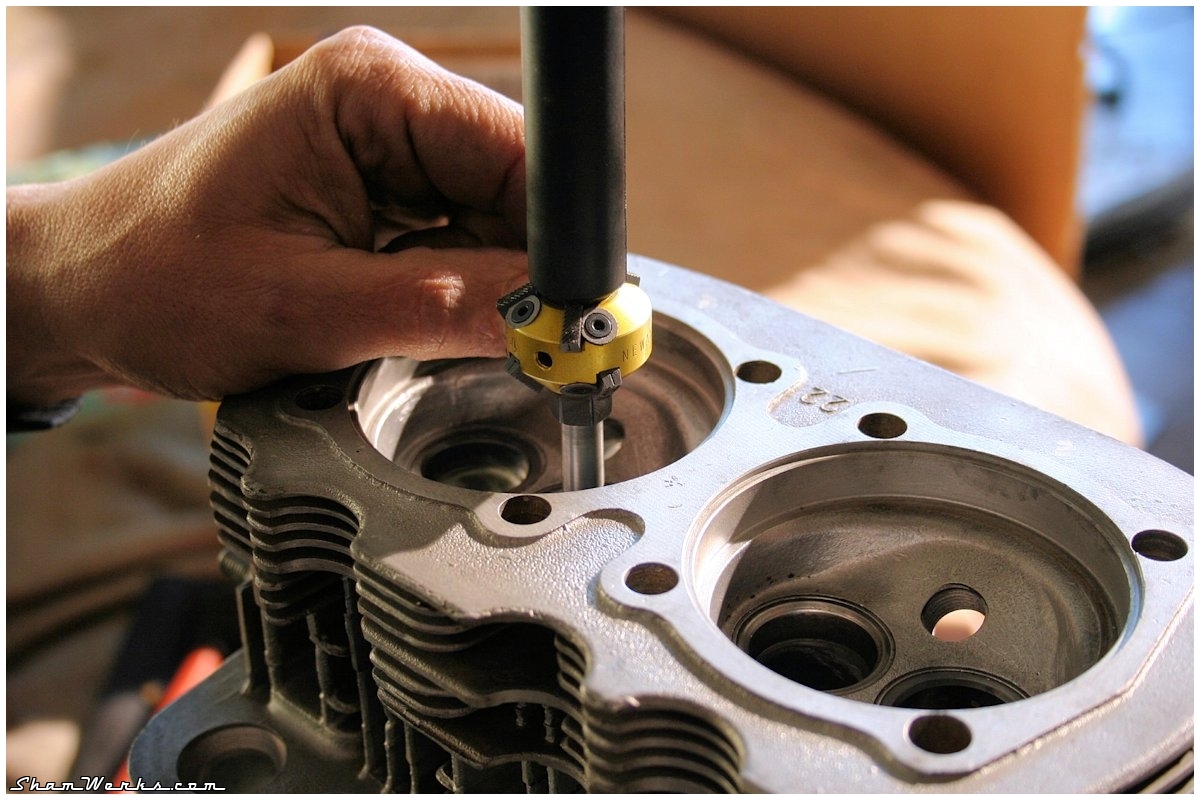
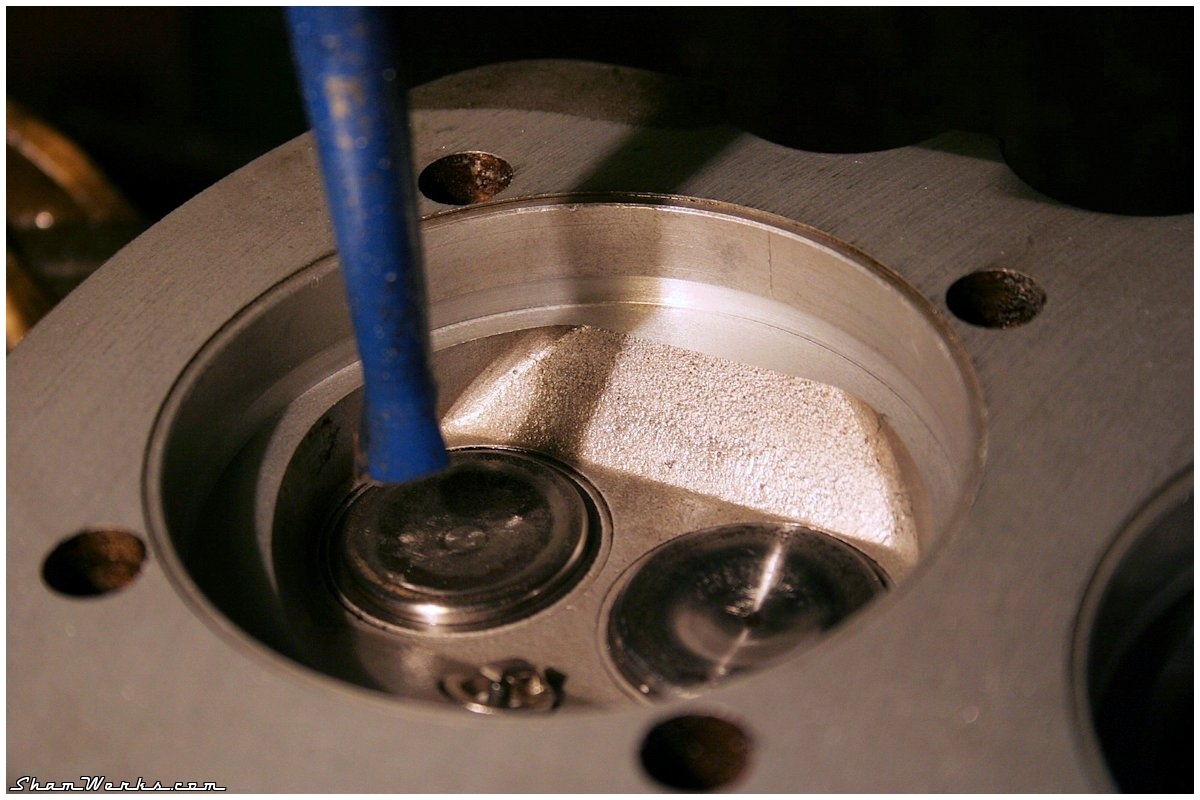
Pour commencer, les sièges de soupapes sont retouchés trois angles pour améliorer le flux (il y a une vilaine marche d'origine) : faut y aller tout doux, y'a pas beaucoup de viande pour travailler.
Ensuite, les soupapes sont nettoyées et légèrement modifiées : montées sur une perceuse à colonne, et retouchées à la lime électrique. Lissage, la tête un peu diminuée pour retirer le bossage... Le but est toujours d'améliorer le flux ; tout doux encore, y'a pas beaucoup de matière.
Les soupapes sont rodées sur leurs sièges, et les demi-clavettes de queues de soupapes réduites (au niveau du plan de contact, pour bien plaquer sur la soupape ; les clavettes se touchaient et du coup avaient du jeu sur la soupape).

Ensuite : d'origine, le rapport volumétrique était de 6.6 (d'après la RTA), ce qui était ok avec les carburants des années 60, mais franchement dépassé avec notre Super 98 : un 8.5 serait mieux, pas de risque de cliquetis, plus de watts et meilleur rendement.
Je mesure donc mon deck height (0.88mm) et le volume de chambre d'origine (48.75cm3) : je tombe sur un RV à 6.64, ce qui correspond bien à ce qu'annonce la RTA.

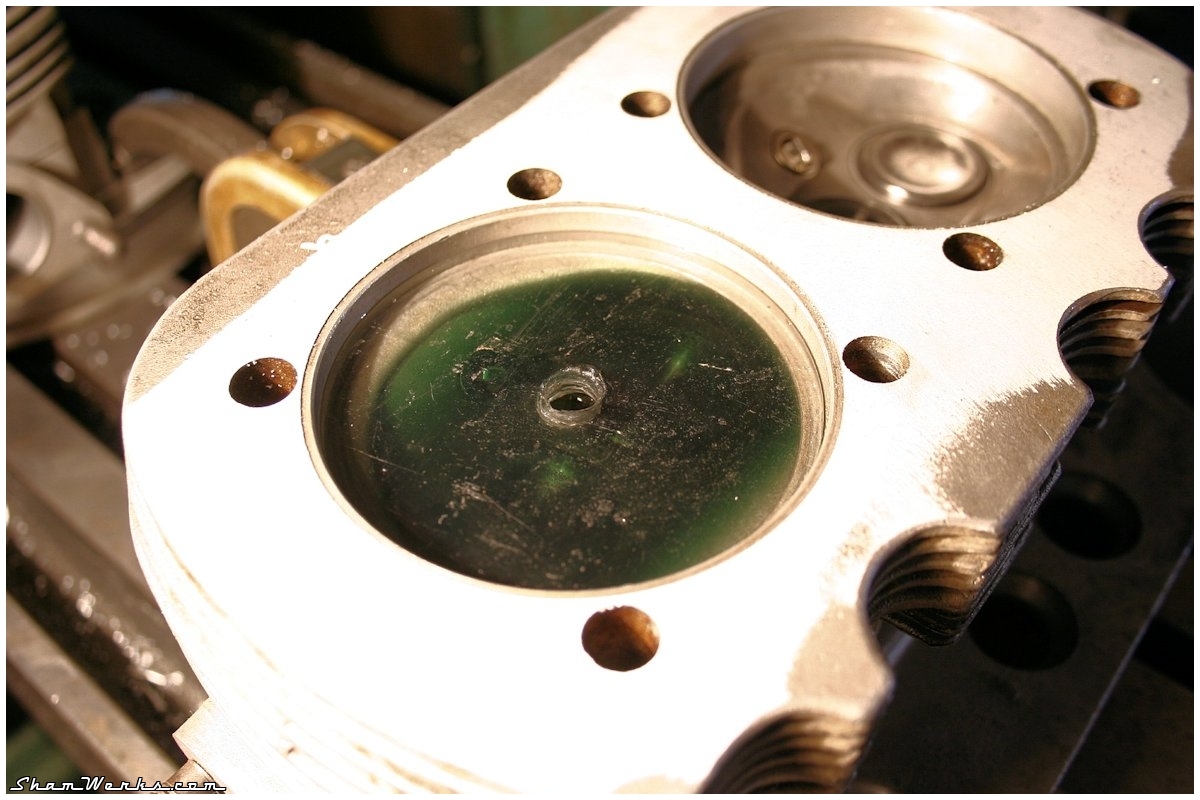


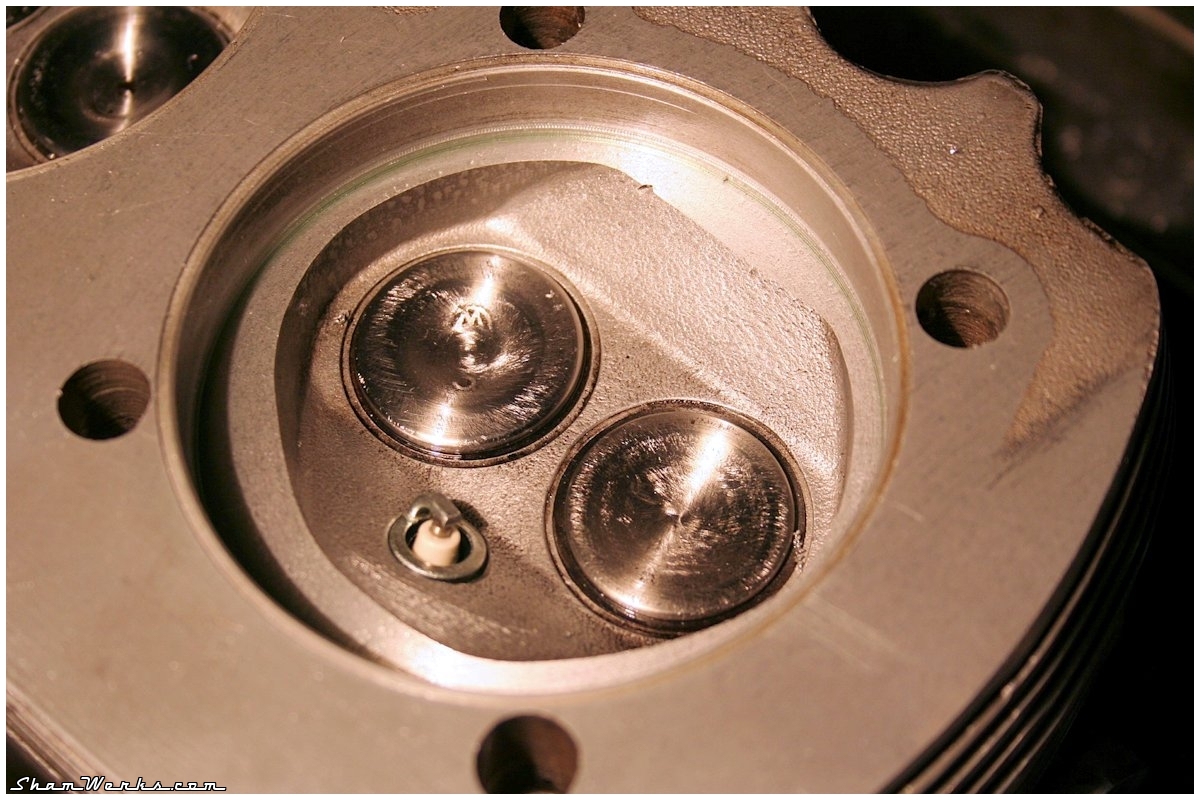


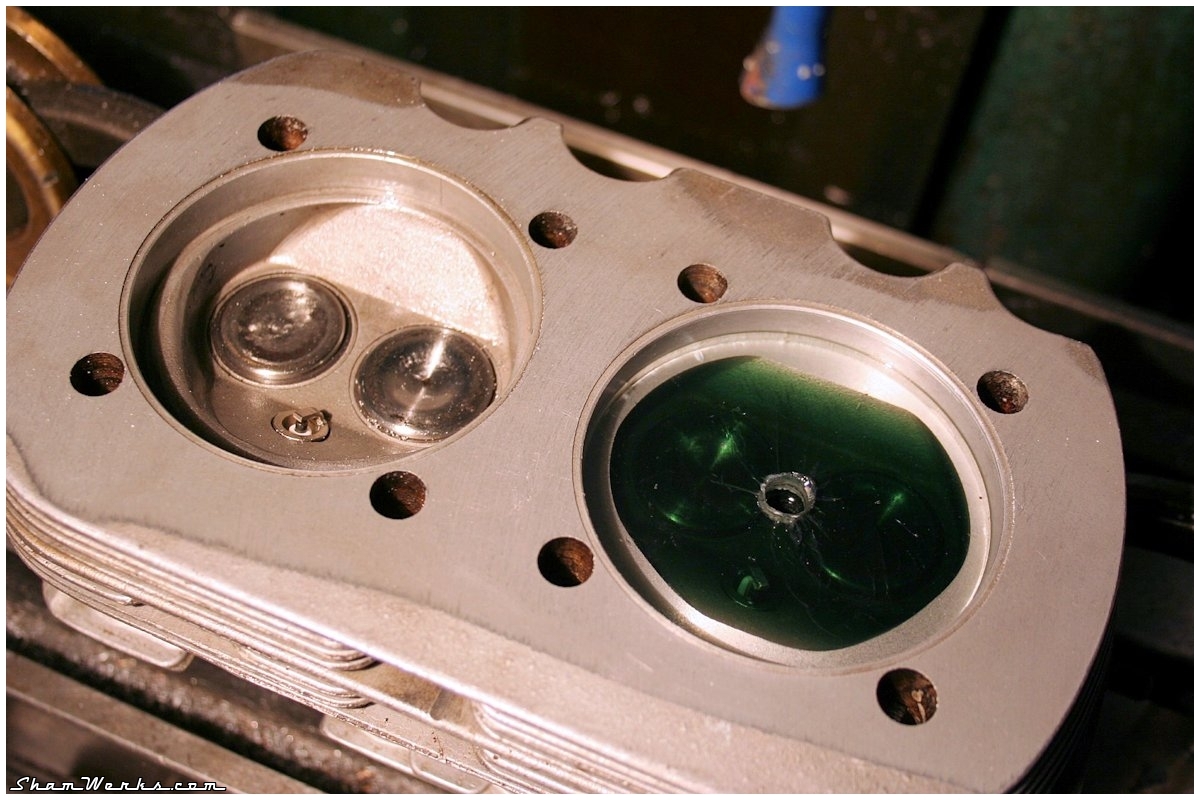
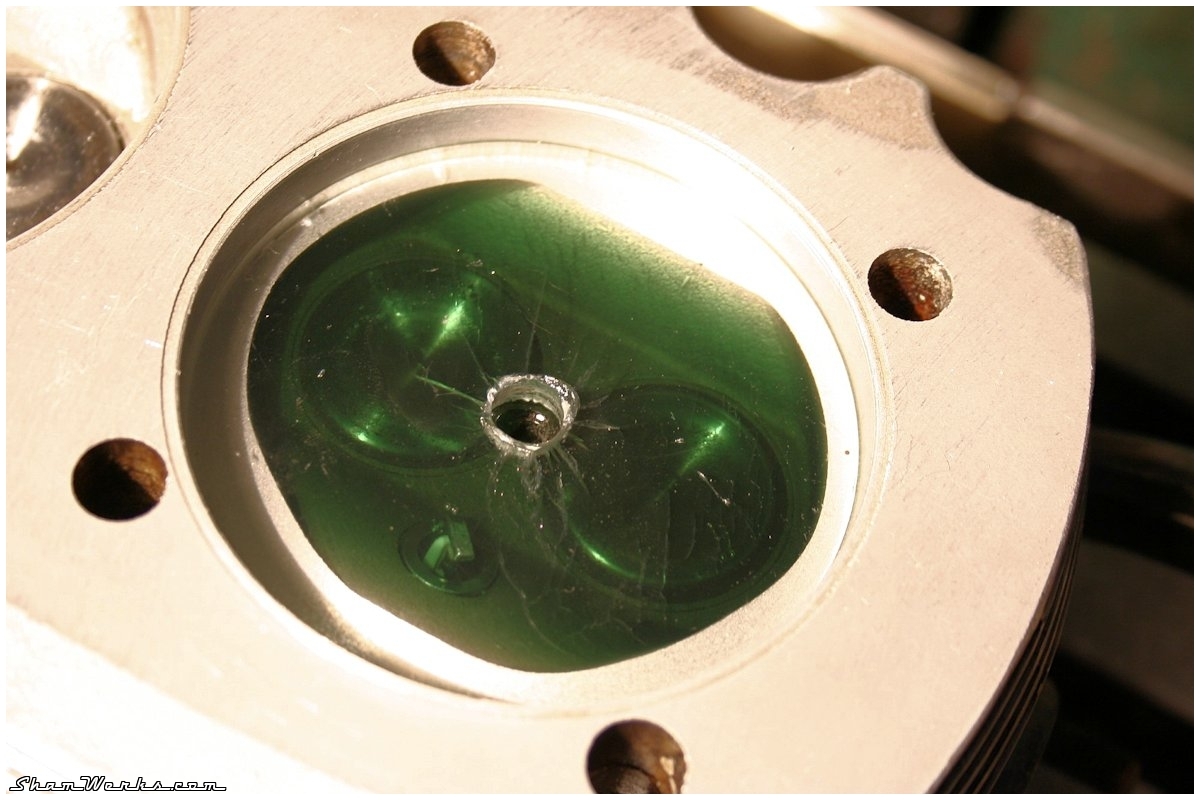
Au final, en descendant de 3.2mm, on est arrivés à 35.6cm3 de volume de chambre, et donc un RV de 8.51. Woohoo!
Même punition pour l'autre culasse, descendue de 3.15mm pour avoir les mêmes chambres.
Evidemment, avant de se lancer dans cette modif, il faut vérifier la levée des soupapes pour ne pas qu'elles touchent les pistons à pleine levée... Dans mon cas pas de soucis, il doit bien me rester 5mm, je suis large.
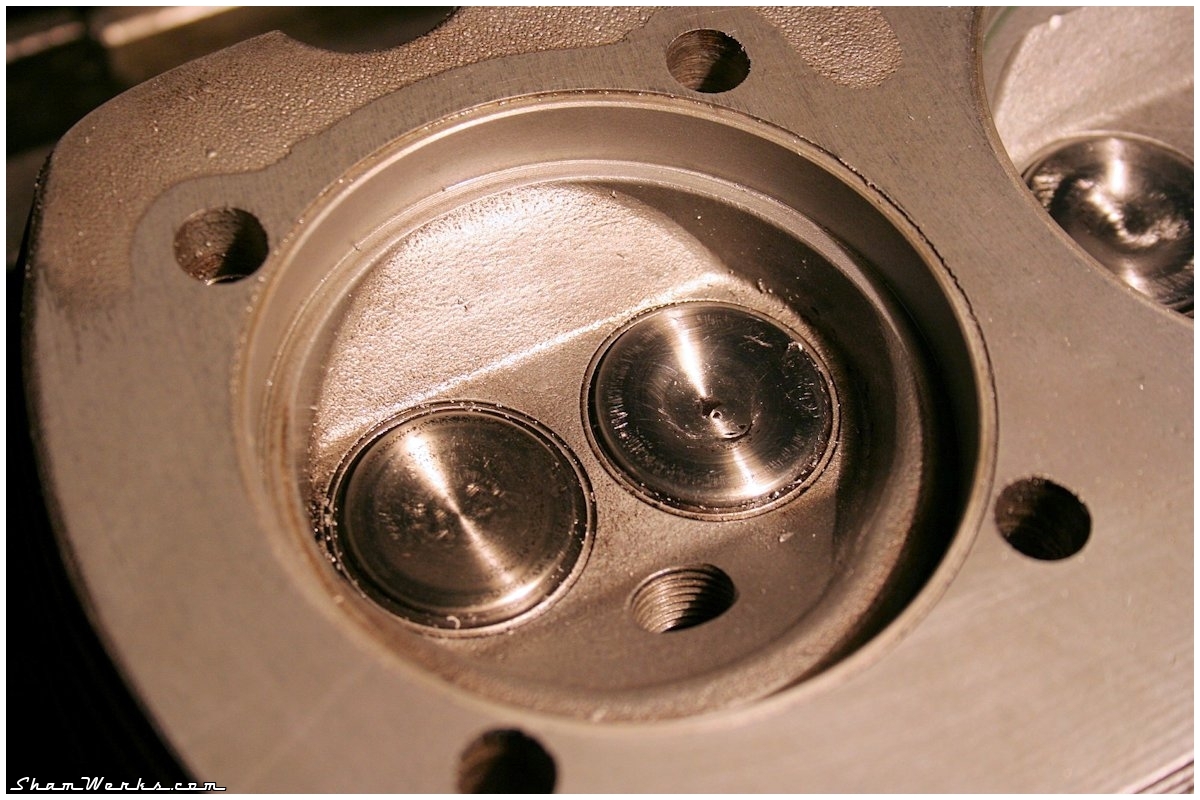
Sauf que maintenant, les fûts de cylindres ne touchent plus au fond de la chambre, mais en haut sur la première ailette de la culasse ; on sort donc la "bête à corne" et on rabote de 1.2mm, jusqu'à ce que les cylindres plaquent bien au fond des chambres (on vérifie avec un jeu de cale, 0.2mm de jeu entre cylindre et culasse, tout va bien!).


Finalement les chambres sont légèrement retouchées à la Dremel pour supprimer les angles vifs que l'usinage a créés (sources de points de chauffe et de cliquetis), et ça y est, elles sont prêtes à monter!
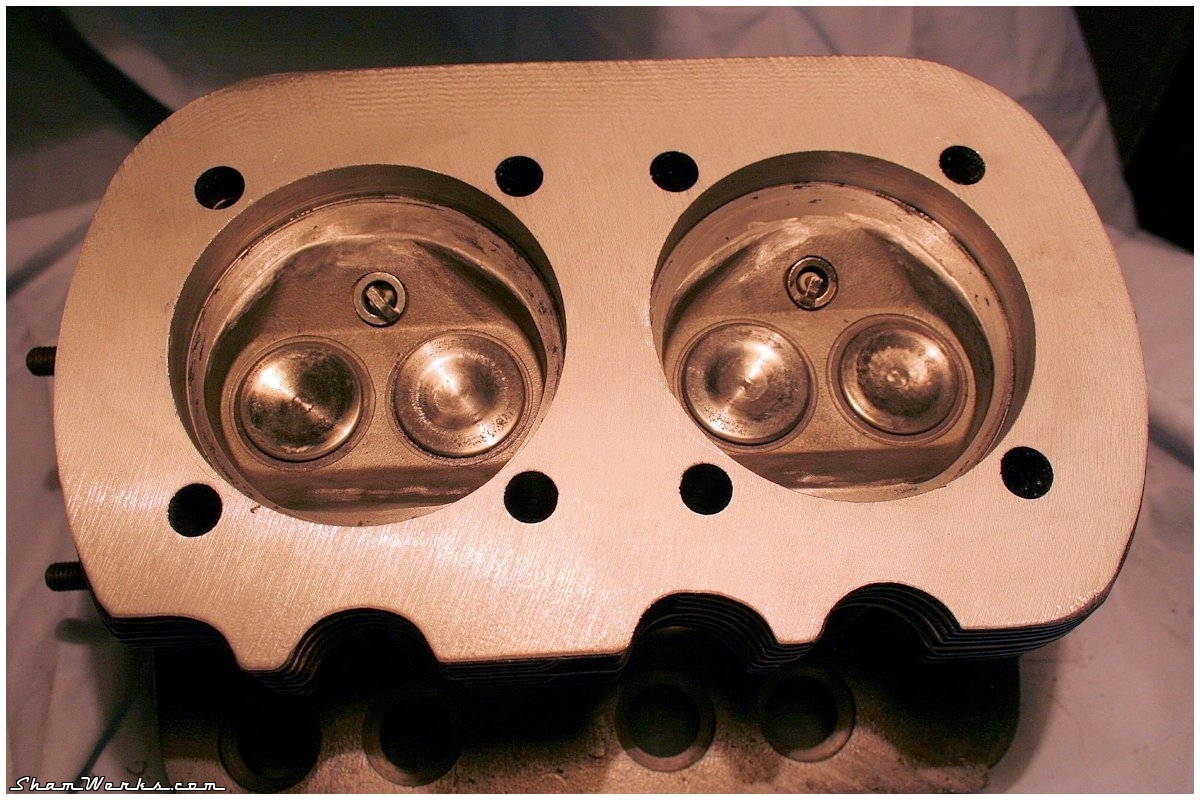

Sur ces photos, on voit un effet de "vaguelettes" sur la culasse après usinage : l'ailette commençait à devenir un peu fine et se mettait à vibrer sous l'outil se la fraiseuse.
C'est bien beau tout ça, mais du coup le moteur est plus court de 3.2mm de chaque coté! Il faudra donc retailler les tiges de poussoirs pour prendre en compte cette réduction, sinon la géométrie de la culbuterie sera dans le sac... Mais ça, ça peut attendre pour le moment, je reviendrai dessus plus tard.
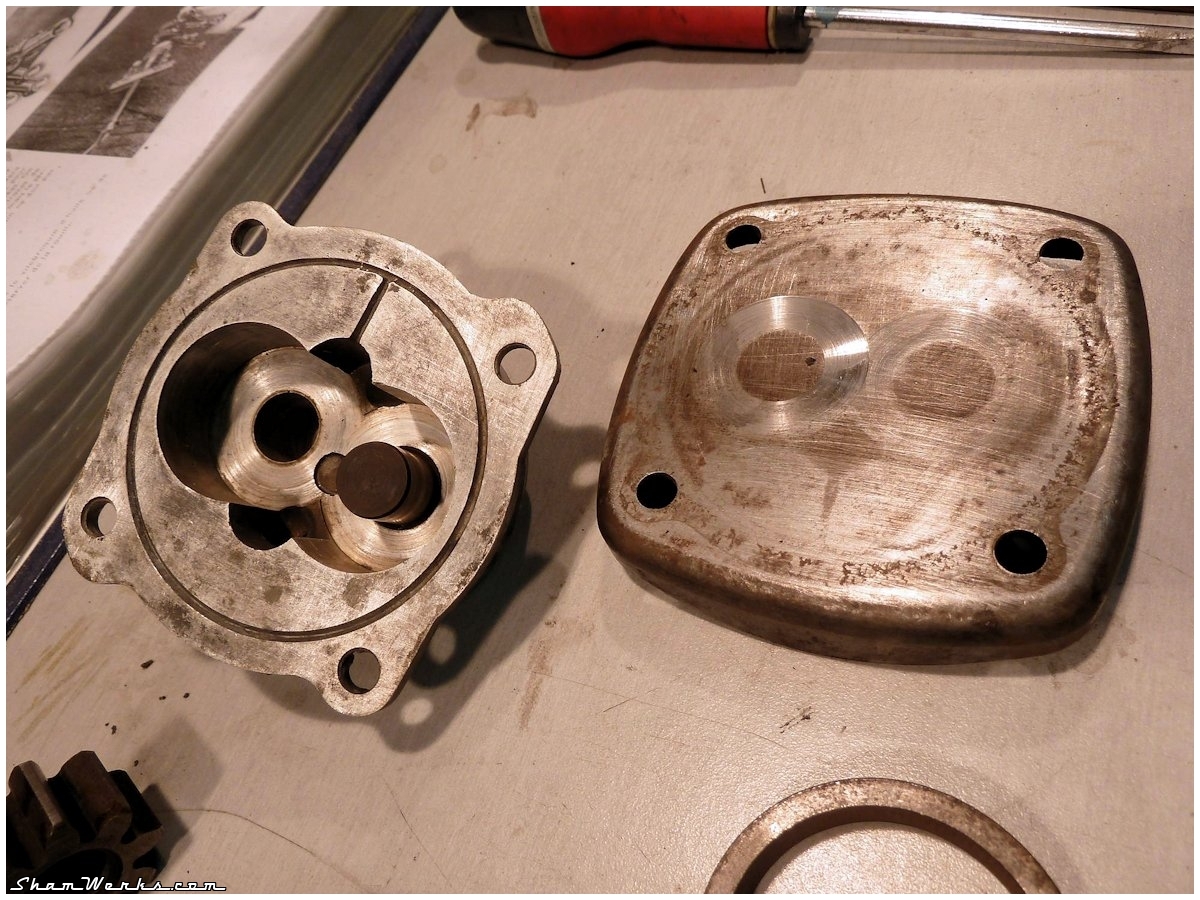
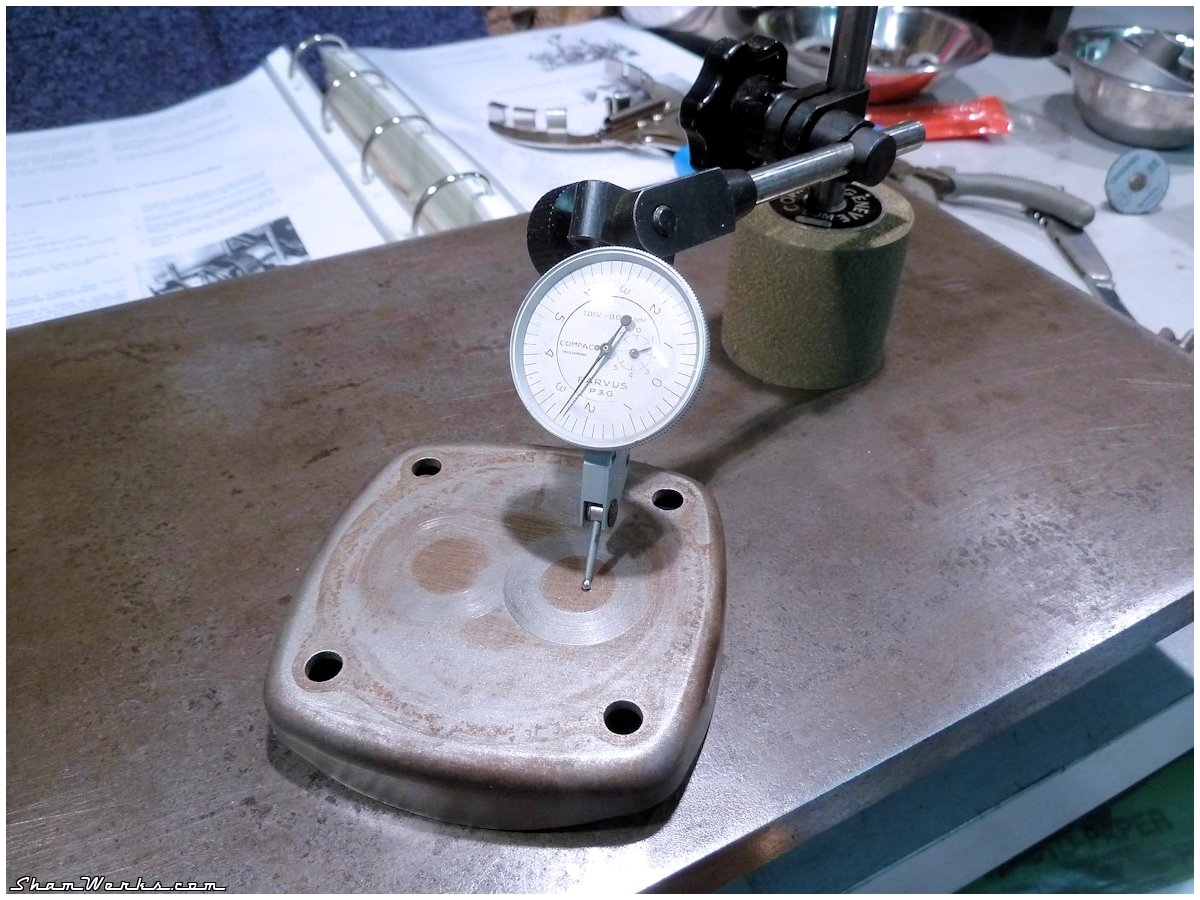
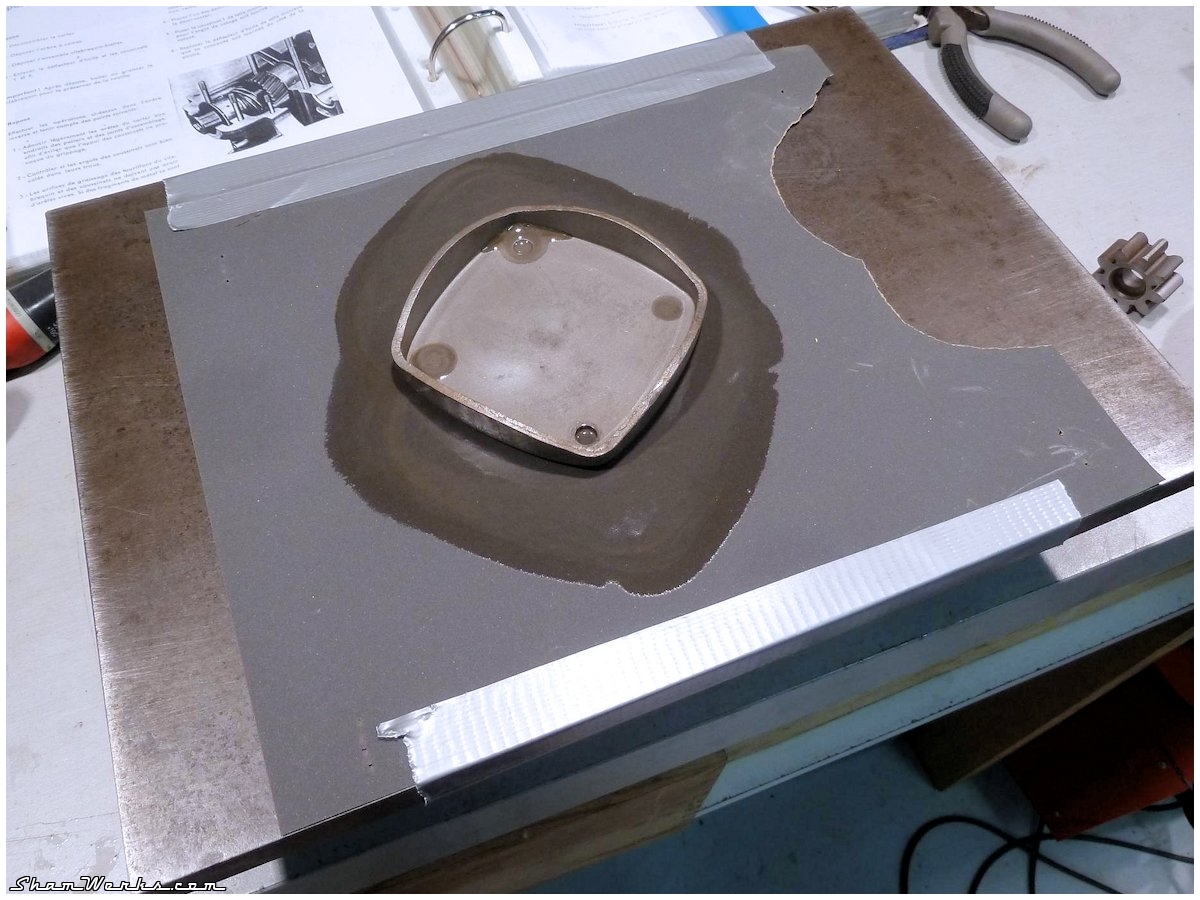
Pompe à huile
Le couvercle de pompe à huile était bien marqué... Je l'ai plané sur marbre au papier verre à l'huile pour lui virer ces marques vilaines d'usure.Le corps de la pompe à huile est microbillé, son tenon meulé pour éviter toute interaction avec l'AAC, et ses conduits alignés avec ceux du bloc. La face est légèrement planée aussi, juste pour virer les traces d'oxidation, elle était propre.
Bonne pour le service!


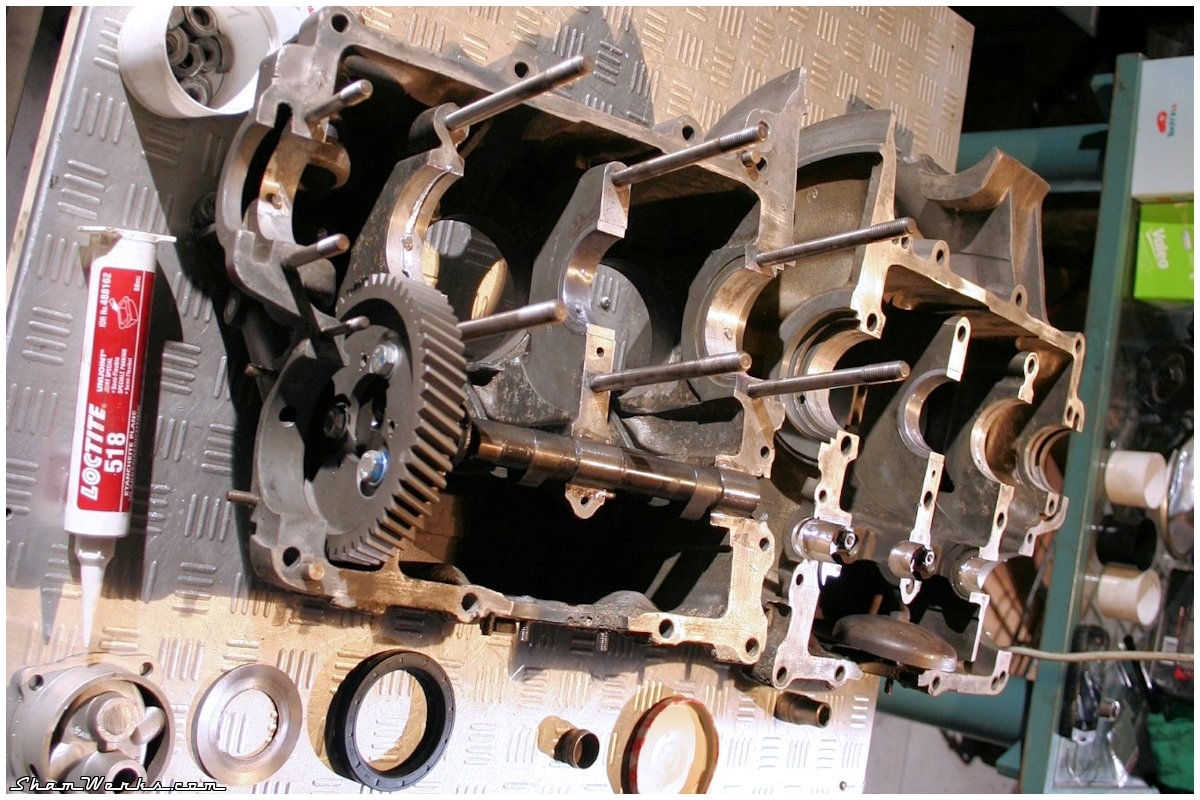
Fermeture du bloc
Pour bosser propre, j'avais déjà microbillé toute la visserie (ouais, je vais me faire un T-Shirt "I ? microbilleuz"), et j'ai passée tout ce p'tit monde au taraud/filière. Les goujons de culasses ont été décapés (au tour, ça va vite), passés à la filière, et peints pour éviter la rouille (dans la famille Overkill je voudrais le fils).





On prépare donc la fermeture :
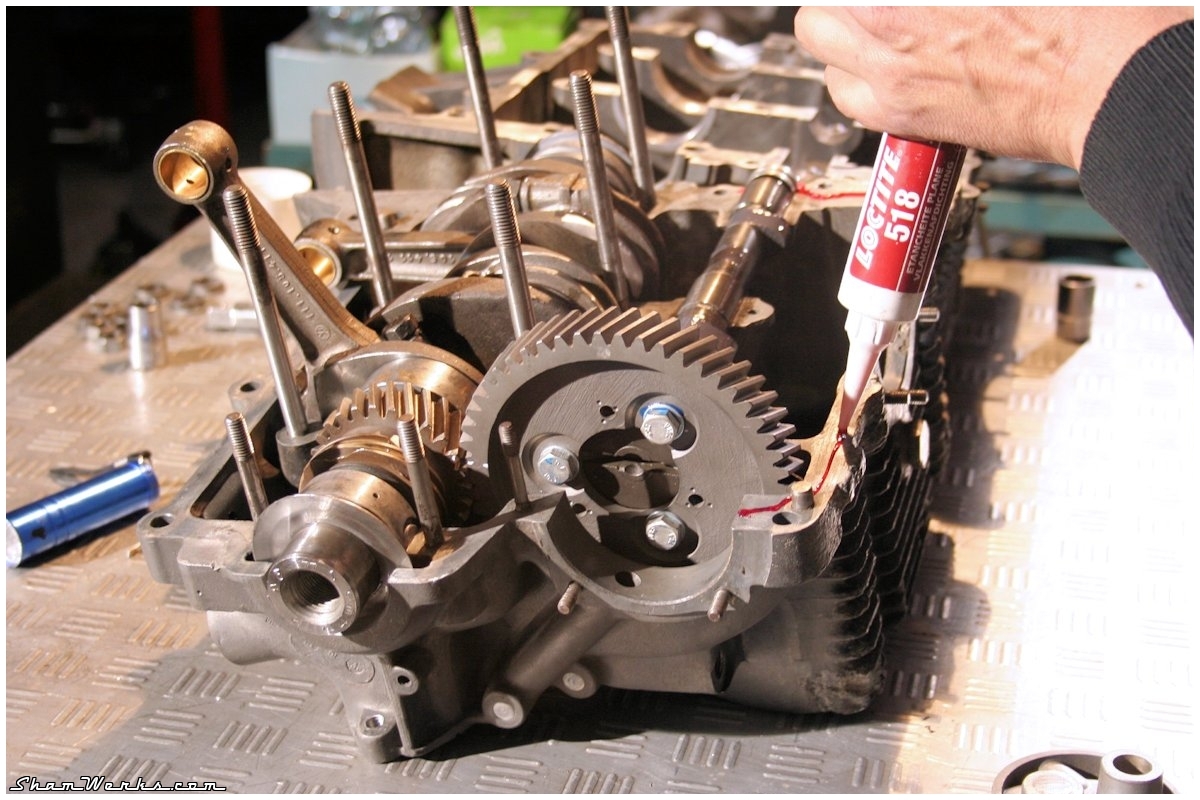
- Pour l'étanchéité, le plan de joint d'un demi-carter est enduit de pâte anaérobie Loctite 518. Super produit : on peut prendre son temps pour travailler (elle ne sèche pas à l'air), elle est miscible dans l'huile (pas de risques de bouchage de galeries comme avec les pâtes silicone)... et j'adore son odeur!
- Les coussinets vilo, et les paliers arbre à cames (pas de coussinets AAC sur pied-moulé) sont copieusement lubrifiés à la Wynn's Supercharge.
- Les cames de l'arbre à cames reçoivent une couche de ZDDP ; un peu overkill encore au vu des ressorts, mais bon, tant que j'y suis...
- Le bas des cylindres reçoit un petit congé de CAF ; idem pour les joints des tubes enveloppe.
- Les écrous et rondelles de culasse qui se trouvent sous le cache-culbuteurs reçoivent une couche de 518 aussi, pour éviter les fuites d'huile par les filetages.
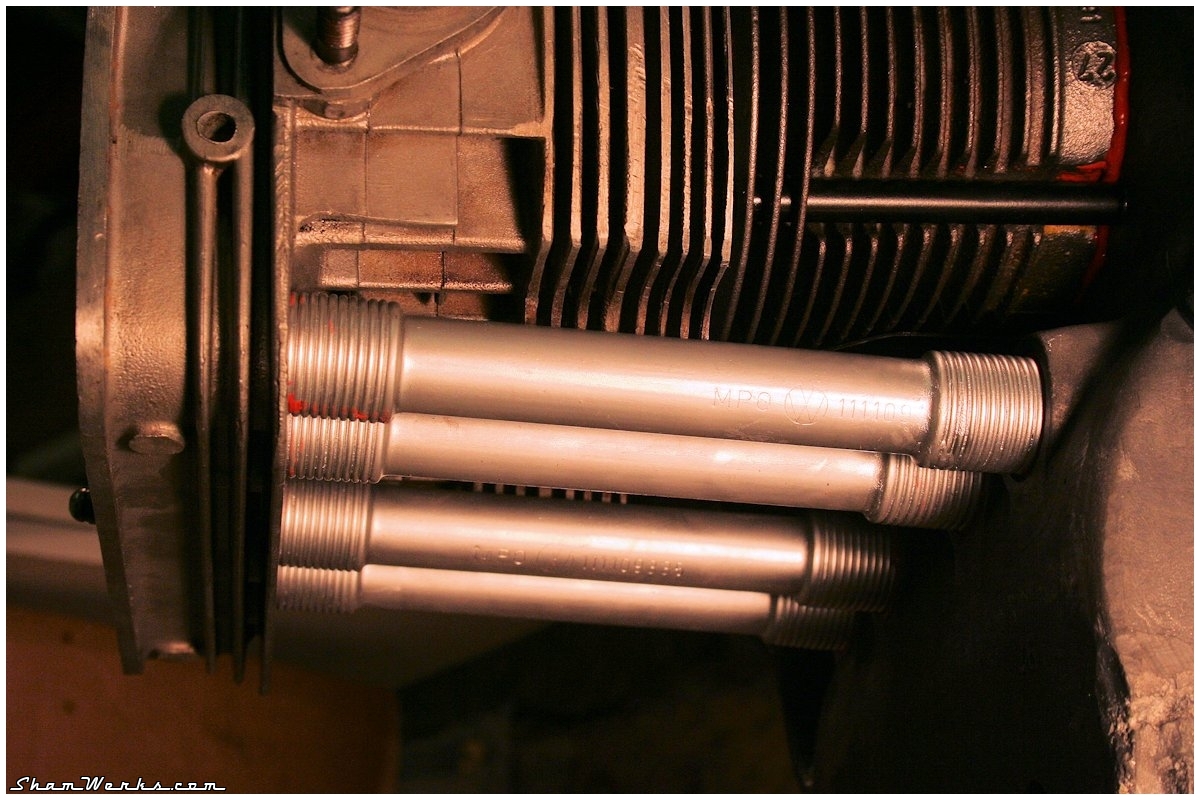
- Les tubes enveloppe NOS (merci VW Classic via Slide Perf/Classic Store : 8,30€ pièce, ça pique, mais belle came) sont dégraissés et prennent une fine couche de peinture haute température couleur alu, histoire qu'ils ne rouillent pas direct.
- Les tôles sous cylindres sont NOS aussi...
On vérifie une dernière fois, on inspire un grand coup, et y'a plus qu'à refermer :
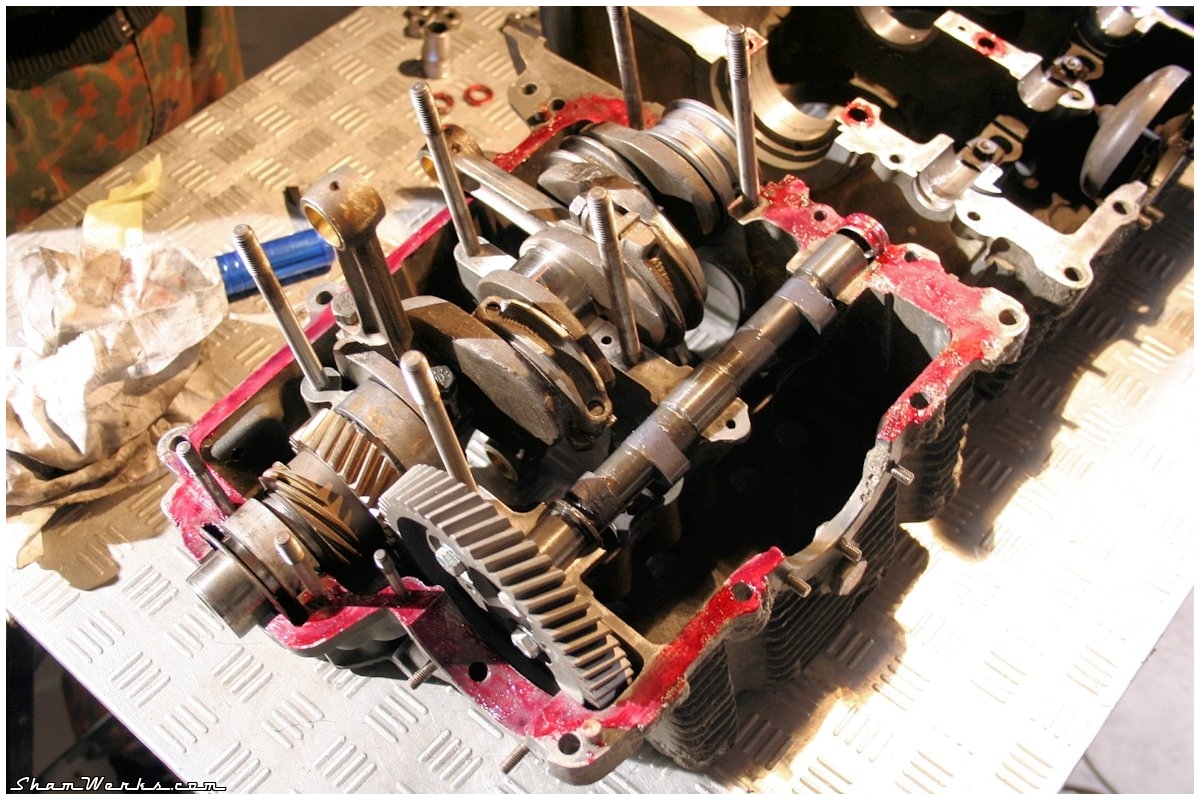
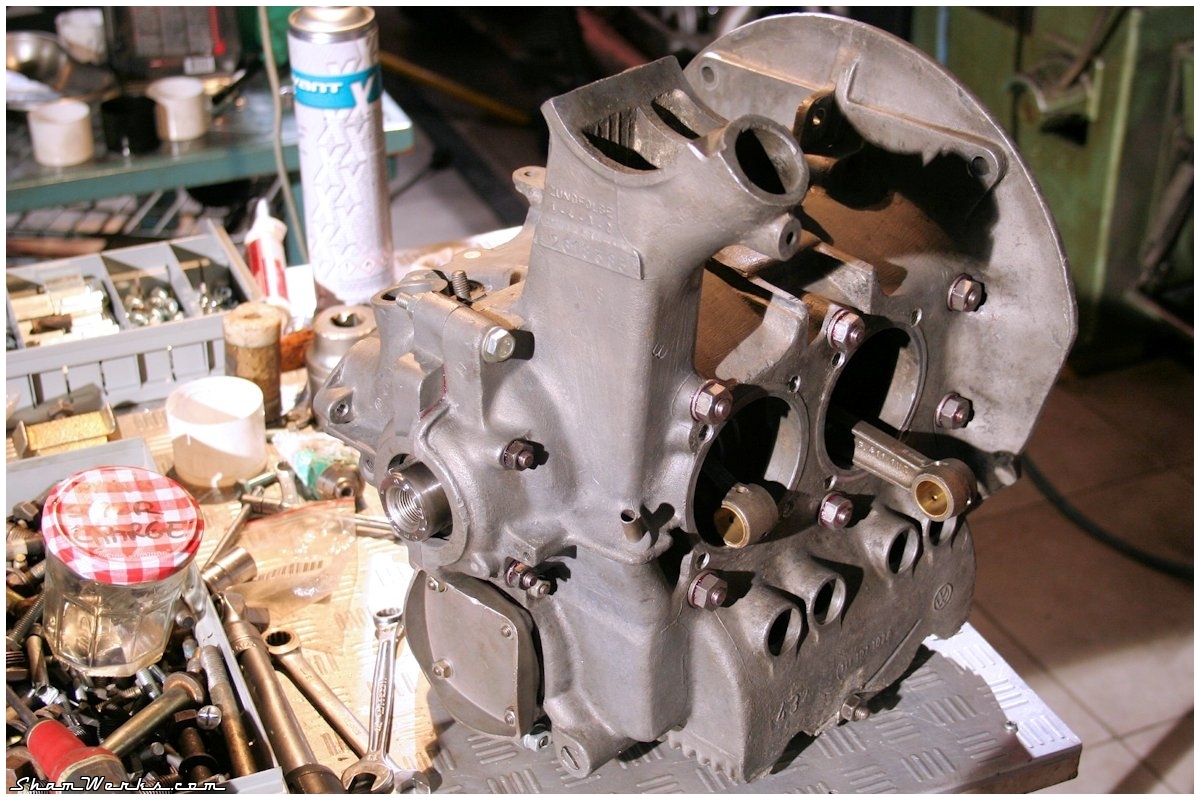
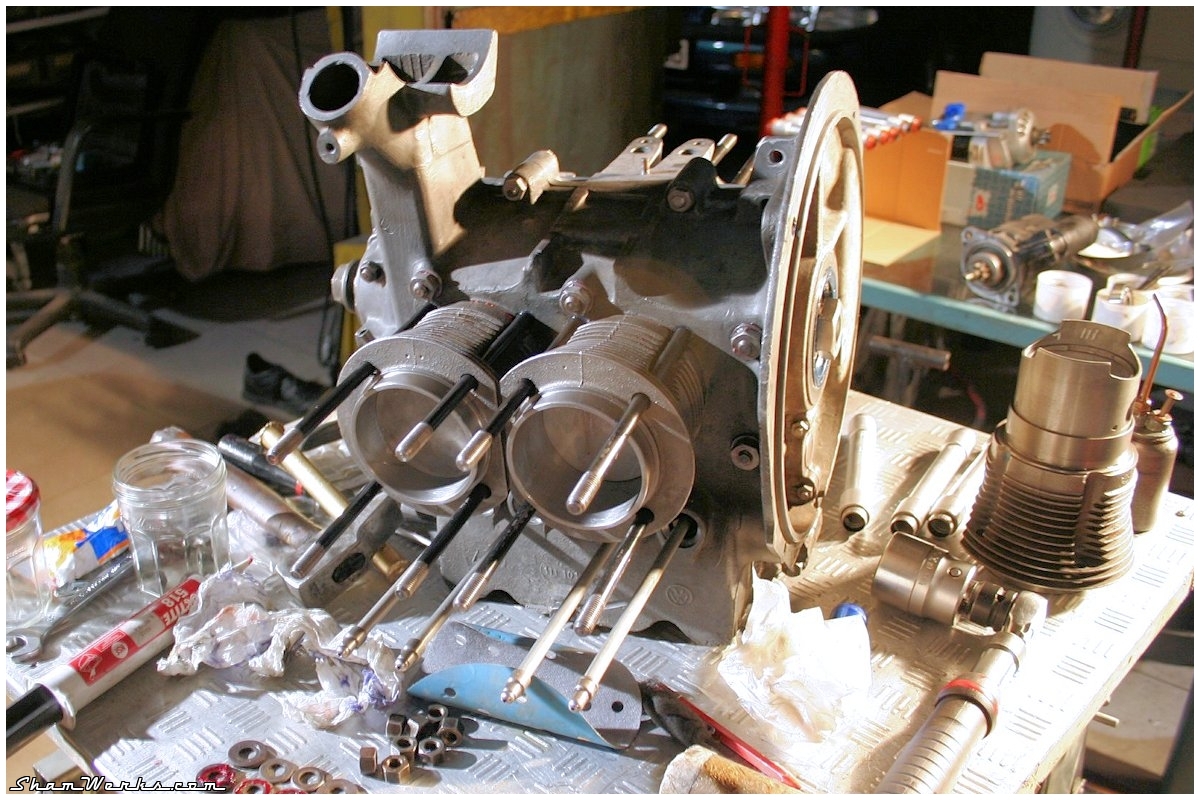

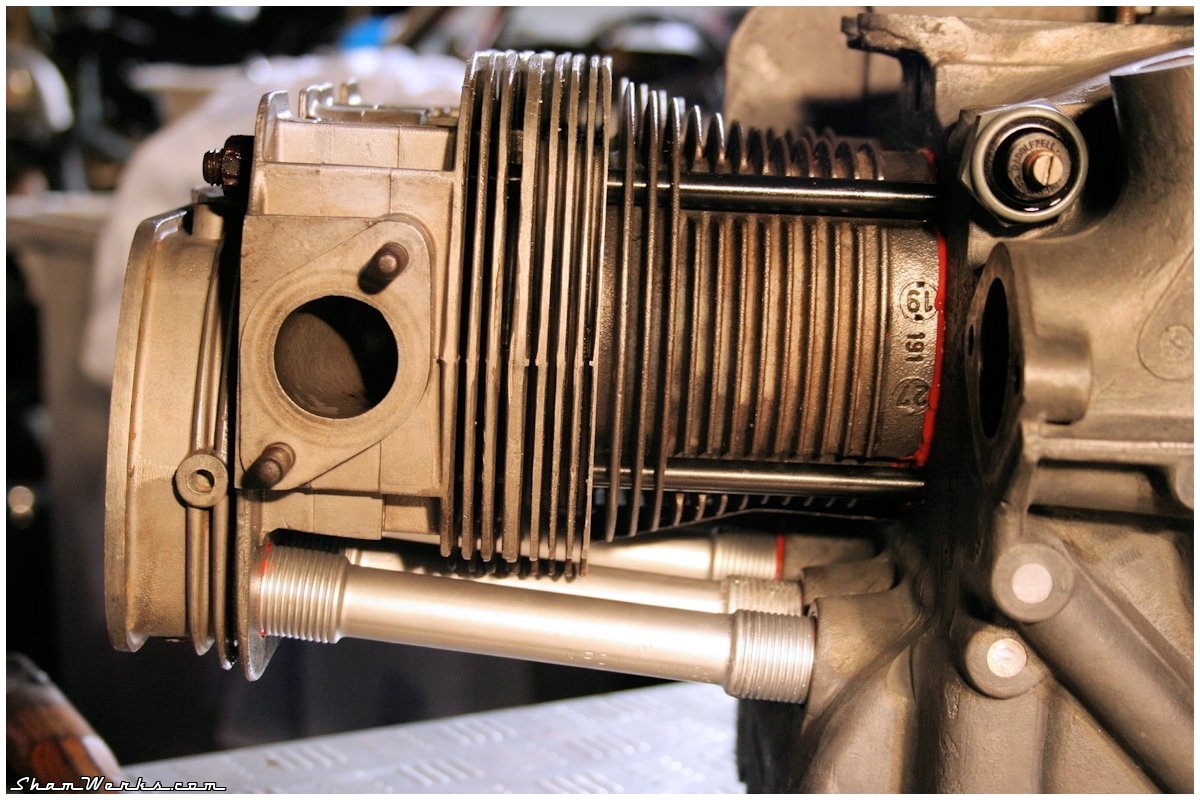
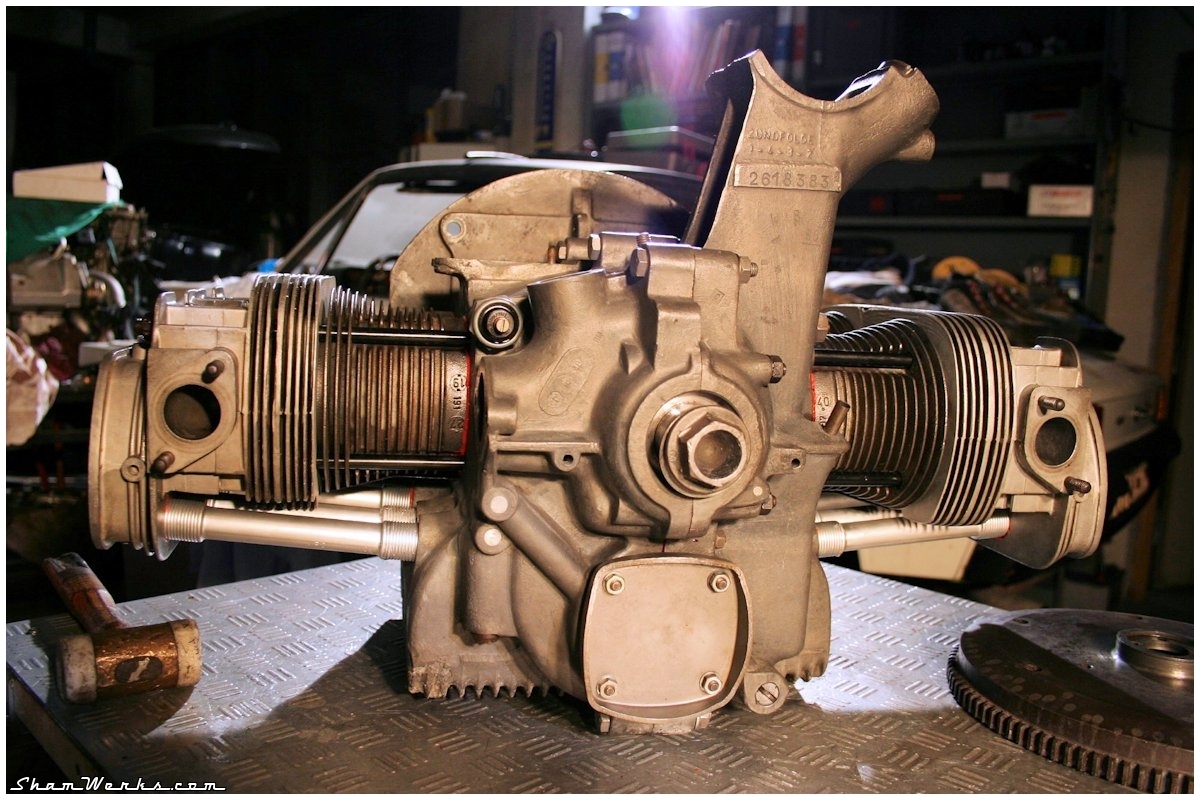
Bon, on n'est pas encore sur la route hein, mais c'est une bonne étape de franchie!
La suite bientôt!