

Posté le 23/06/2023 à 15:04
Küby : La re-remise en route

La Re-Remise en route!
KüBy
Je devais repasser le contrôle technique de KüBy, et je savais qu'il n'aurait pas son sésame du premier coup, mais au moins ça me donnait un point de départ. Son précédent CT (lors de l'achat) avait déjà été soumis à contre visite, entre autres choses parce que les essuies-glaces ne fonctionnaient pas...
Allez, direction le CT pour savoir où on en est... Refusé (sans surprises) pour :
- performances frein de service : déséquilibre notable : AR
- efficacité du frein de service : efficacité insuffisante
- essuie-glace : inopérant
- lave-glace : inopérant
- avertisseur sonore : inopérant
- état de la timonerie de direction : usure excessive des articulations : AVG
- orientation feux de croisement : pas dans les limites prescrites : AVG/AVD
On va pas se mentir hein, je savais qu'il y aurait un peu de taf pour faire ça propre. Bon, ben allez, on sort les chandelles et on reprend tout ça dans l'ordre...
Hey, un conseil mon copain : vas te chercher un café, c'est un article à rallonge.



Freins arrière
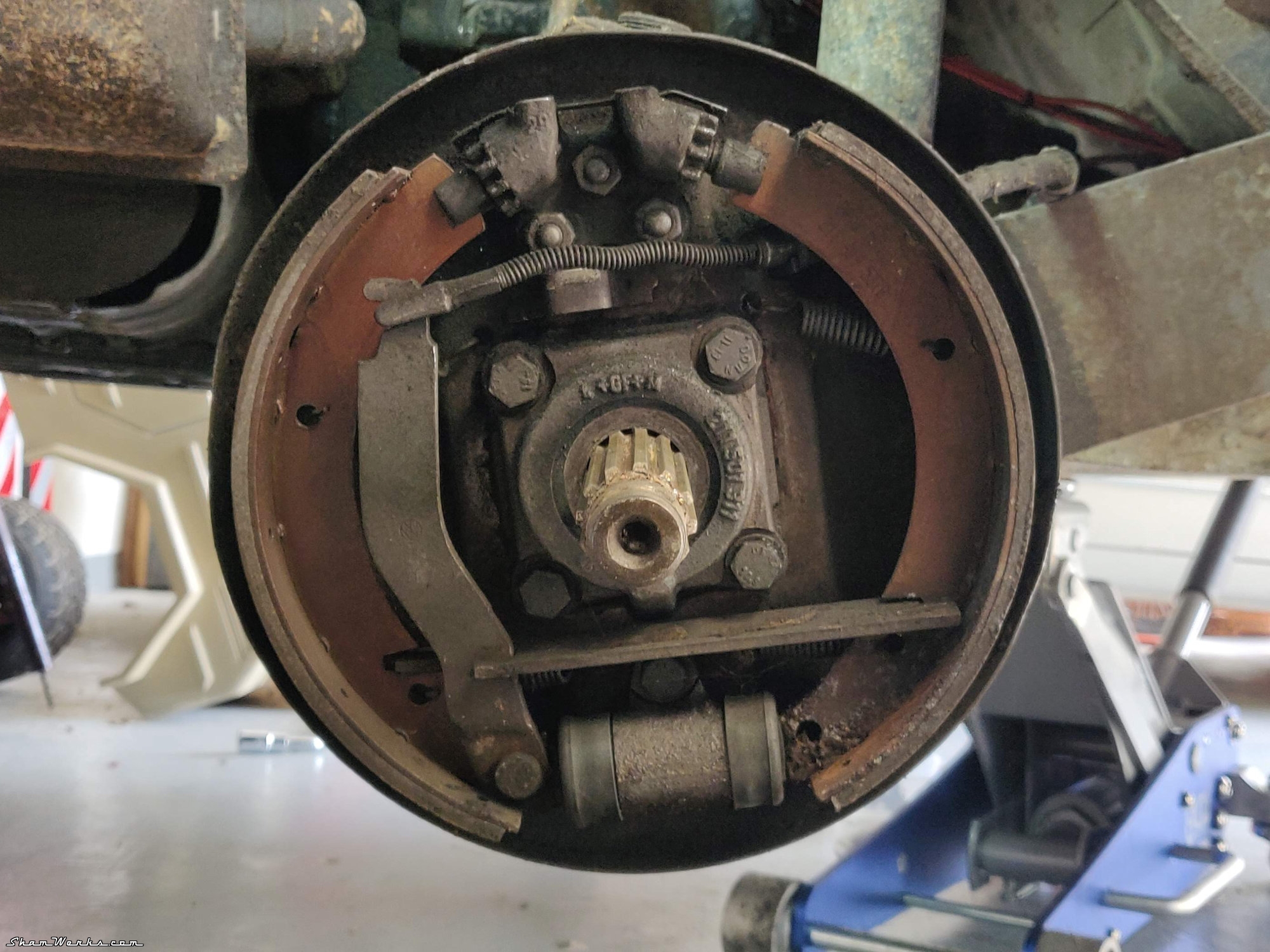
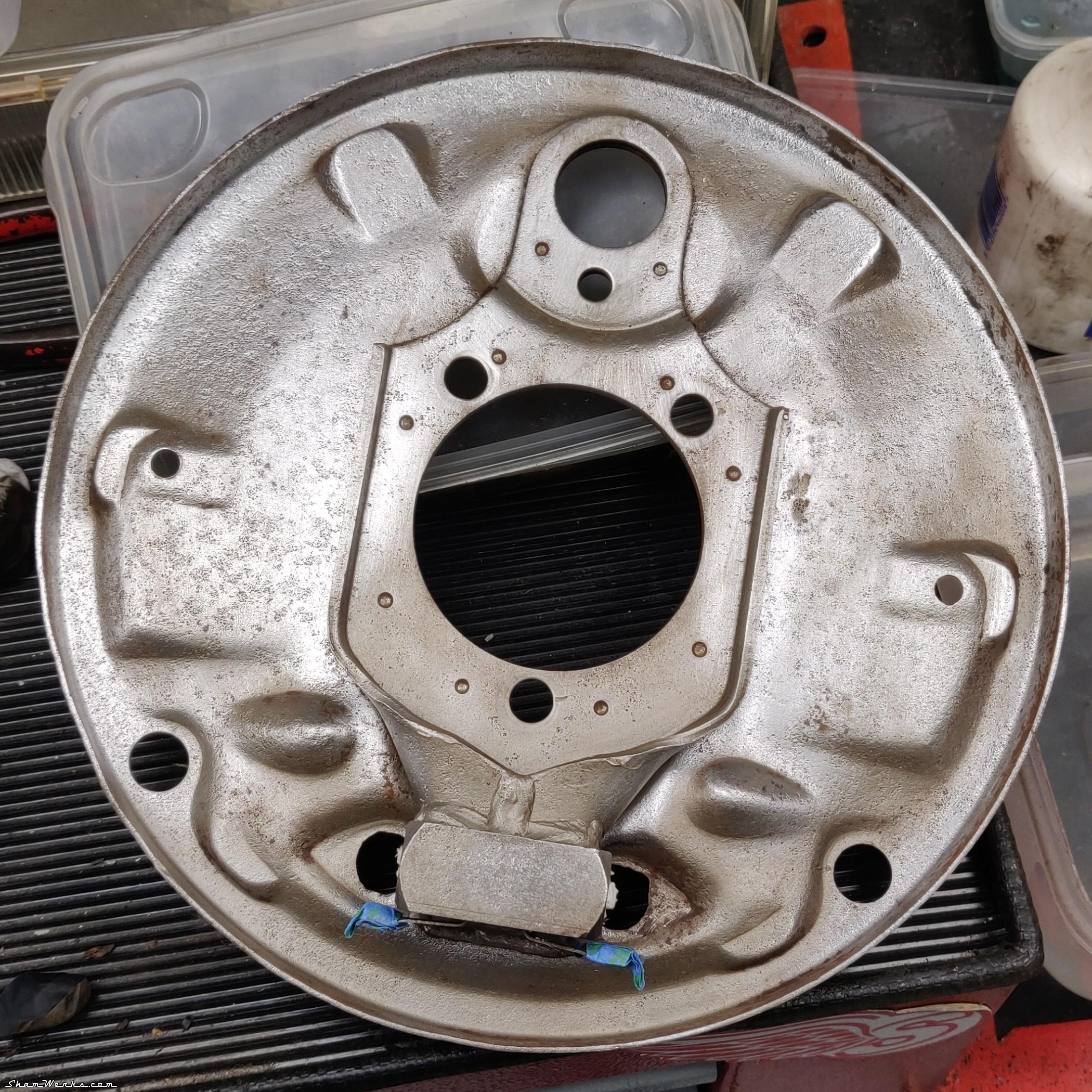
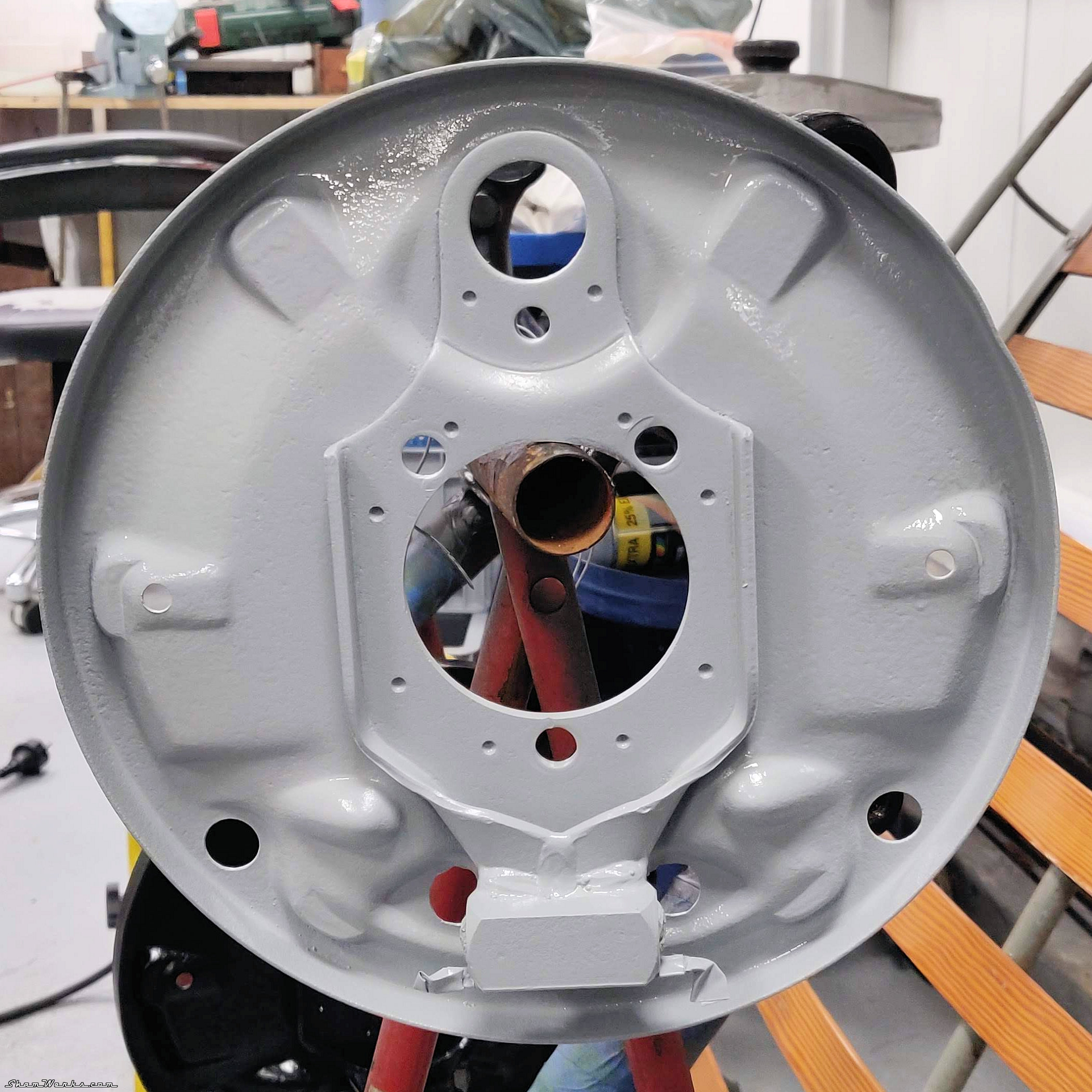
L'efficacité des freins à l'avant est bonne, je compte les refaire plus tard seulement, ne serait-ce que pour les peindre, parce que là avec la rouille c'est pas clean (SPOILER ALERT : finalement je vais les refaire maintenant aussi!)...Bref, à l'arrière, je refais tout à neuf (la première fois en 2006 je n'avais changé que cylindre récepteur et flexible, à la va-vite pour rouler).
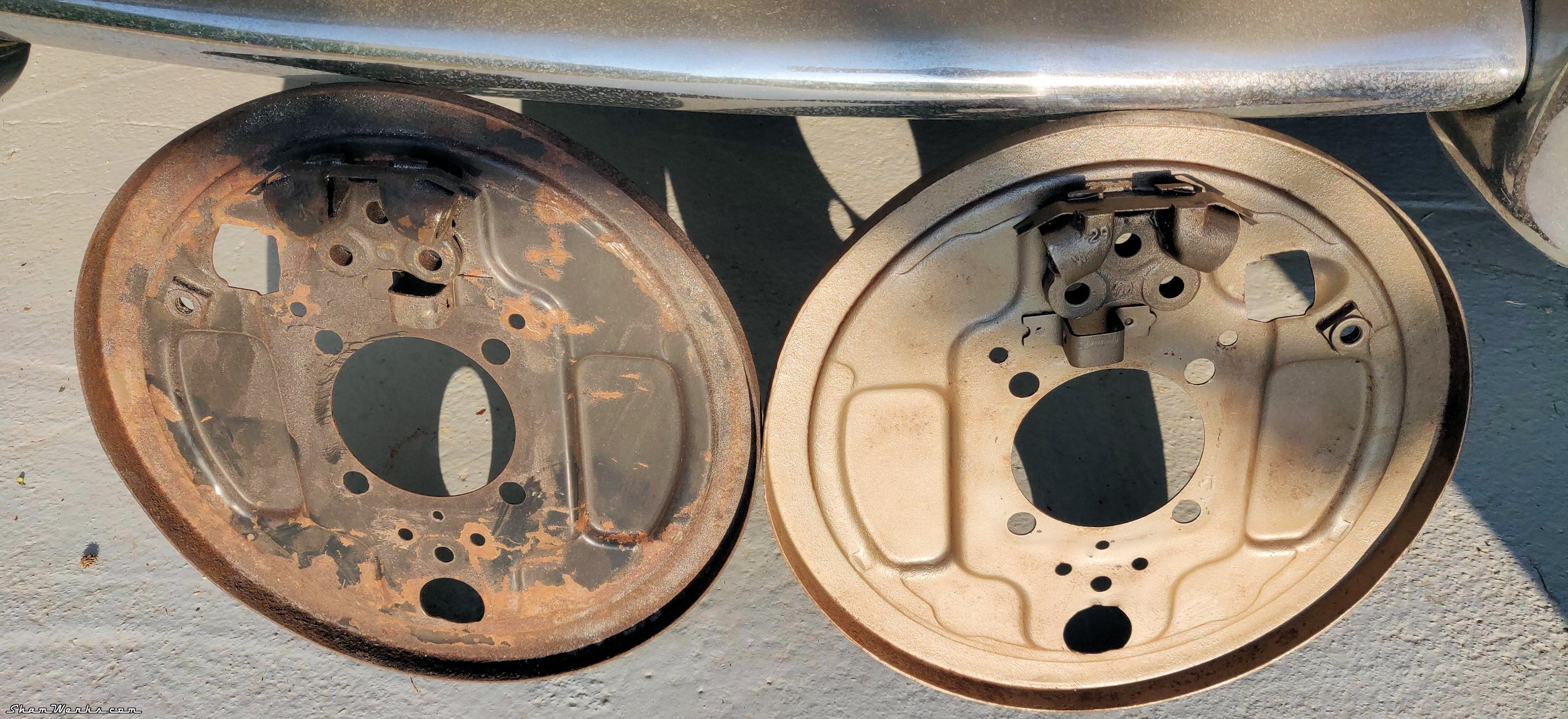
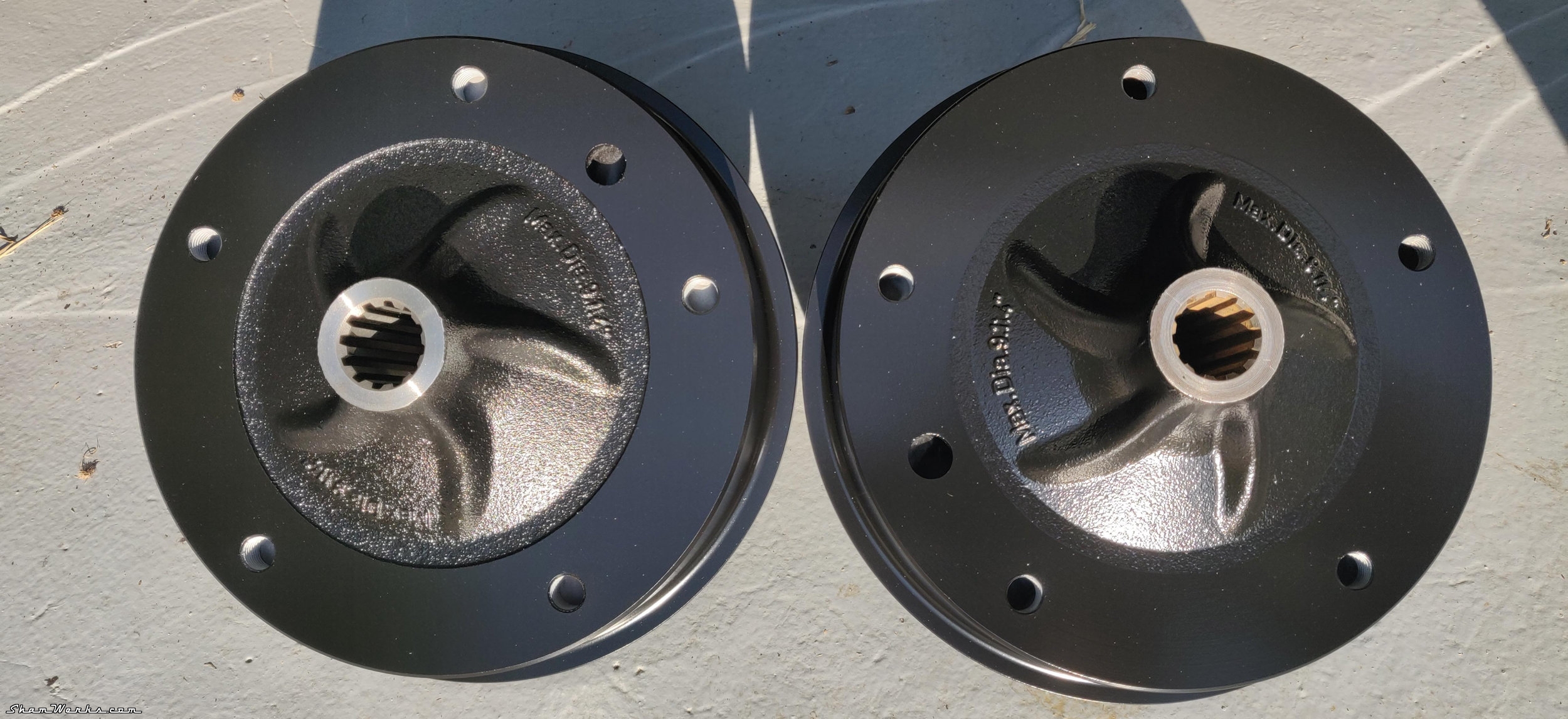
Je change donc toutes les pièces cylindre/tambour/garnitures/ressorts/flexibles/rigides (je ne garde qu'un des deux tambours, qui avait été changé récemment par l'ancien proprio et n'avait qu'un peu de rouille de surface sur l'extérieur), puis sablage/peinture des plateaux et des tambours (j'utilise un apprêt MOTIP et deux couches de noir de la même marque.), nettoyage des cylindres de roue au liquide de frein, et montage avec la touche de graisse cuivre qui va bien aux points de frottement... Je ne détaille pas tout, allez relire mes billets sur les freins de la cox et ceux du Karmann, c'est la même procédure.









Essuie glace
Mon moteur d'essuie glace ne tourne plus du tout... Les moteurs de 181 n'existent pas en reproduction, et étant spécifiques au modèle, ils sont hors de prix en occasion.Du coup réparation... Je n'ai malheureusement pas pris de photos parce que j'essayais d'aller vite, au final j'y ai quand même passé 3 heures : démontage, nettoyage complet (graisse durcie tout partout), polissage des axes qui étaient oxydés, passage au tour à métaux du rotor pour polir ses pistes et lui retirer 2/10mm au diamètre extérieur parce qu'il était légèrement oxydé, ce qui frottait sur le stator, et empêchait parfois son redémarrage selon la position où il s'arrêtait.
Le bobinage m'a l'air bien noirci quand même, le moteur a dû être bloqué et sous tension, et surchauffer à un moment...




Lave glace
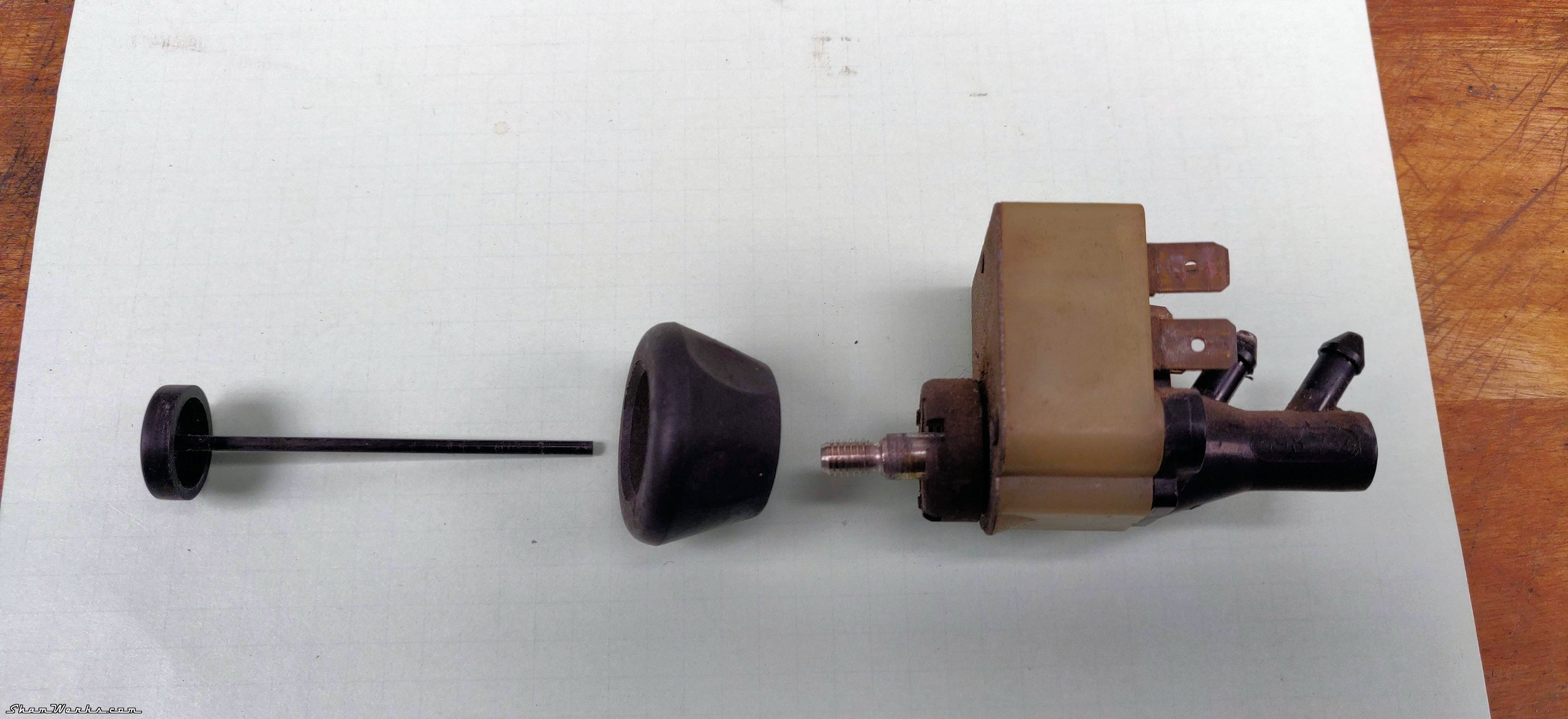
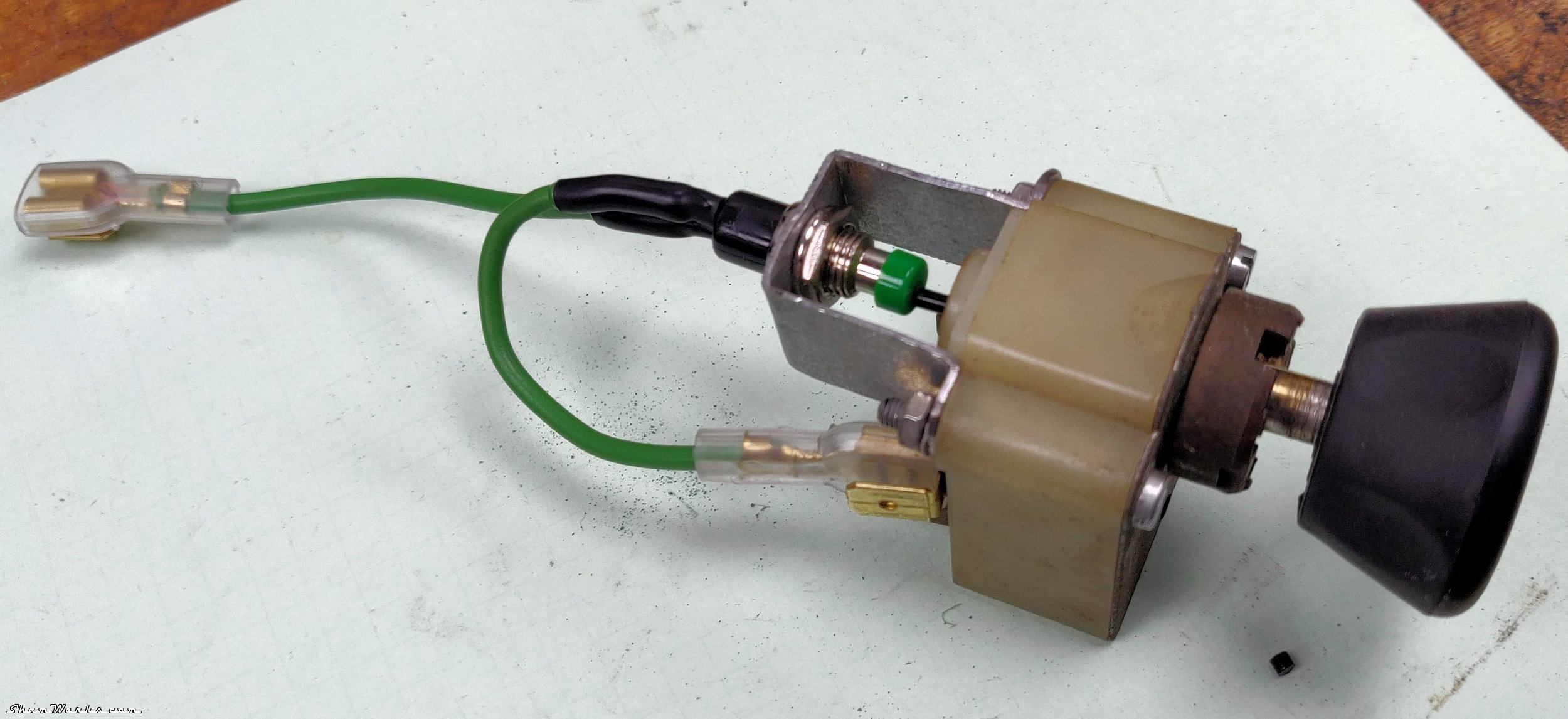
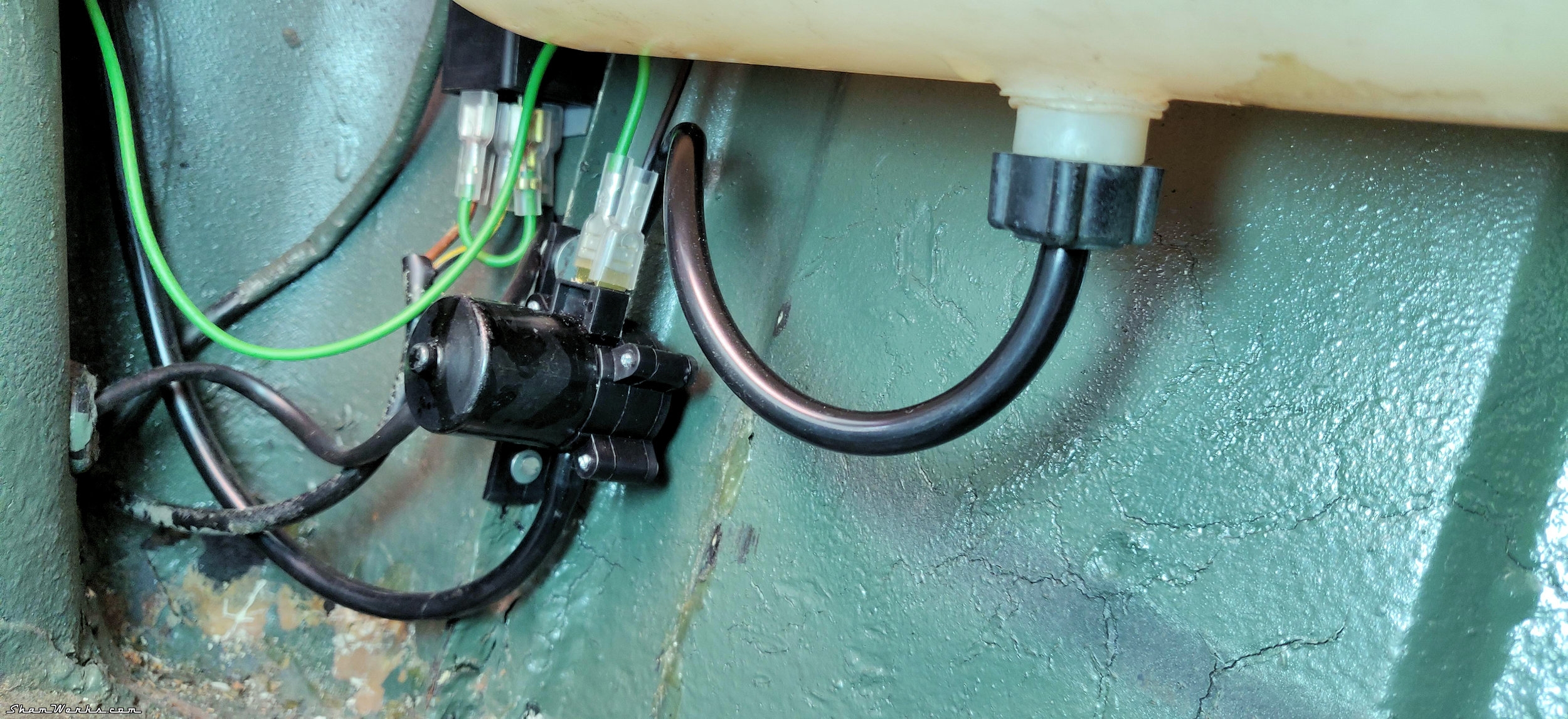
C'est une nouveauté au CT, on ne me l'avait jamais demandé avant... Ca devient de plus en plus difficile de garder nos anciennes sur la route.Exit le système d'origine actionné par la pression d'air de la roue de secours, j'adapte un switch derrière le commodo d'origine, qui actionne une pompe à eau électrique installée sous le réservoir de liquide lave glace.
Je change au passage le tuyau et le gicleur, et j'ajoute une valve anti-retour pour éviter que l'eau ne reparte dans le sens inverse quand on lâche le bouton... Et zou, next.
Avertisseur sonore
"Inopérant" disait le CT : ce n'était pas tout à fait correct, disons juste capricieux.Et puis, quand j'ai commencé à bosser sur la direction ça s'est empiré, le klaxon se déclenchant dès que je tourne à droite... Graaaaaahh!!
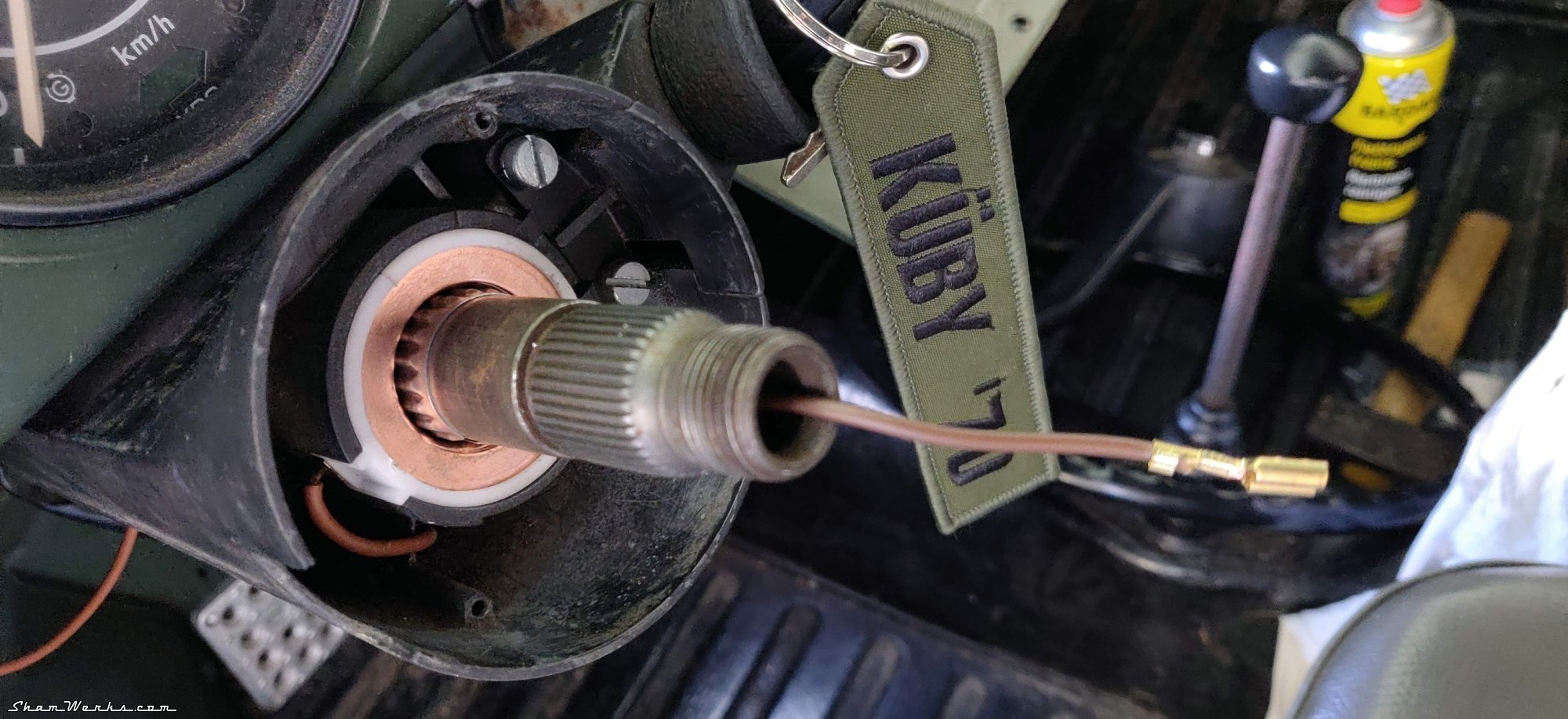
Bon, on va pas se mentir, c'est une maladie récurrente sur nos vieilles VW... Après avoir galéré un moment pour identifier la source du court-jus, je reprend finalement tout ça, le roulement en haut de la colonne avait un vilain jeu de toutes façons, c'est l'occasion de le changer, et de changer le fil qui passe dans la colonne au passage.
Je monte en même temps un klaxon neuf juste derrière le pare-chocs, l'ancien proprio en ayant collé un dans le compartiment avant avec un demi kilo de colle chaude (sérieusement, aSa???
En tous cas ça klaxonne nickel maintenant, mais pas tout seul quand je tourne à droite!



Timonerie de direction
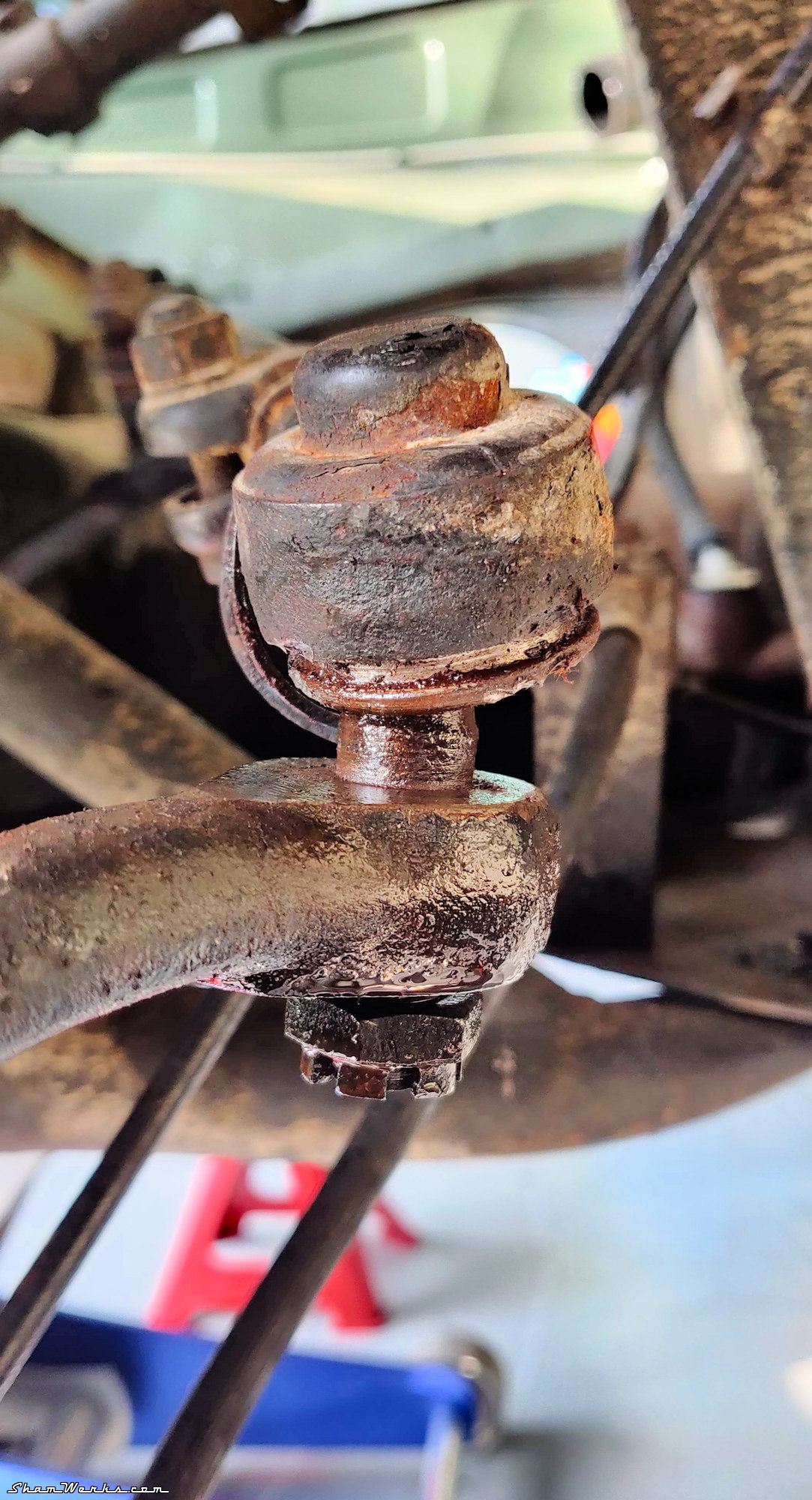
Alors oui, en effet, la rotule de direction gauche côté fusée est complètement flinguée, gros jeu, pas rassurant de me dire que j'ai fait 30 bornes avec pour ramener KüBy par la route...Du coup j'y vais confiant ("keteb généreux", un cookie à qui a la référence) avec mon extracteur Facom, en prévoyant de simplement changer les 4 rotules de direction pour partir sur du propre partout.
Sauf que la rotule est celle d'origine, complètement soudée par la rouille après plus de cinquante ans, et c'est l'extracteur qui casse (enfin son axe, qu'on trouve en pièce de rechange d'ailleurs)...
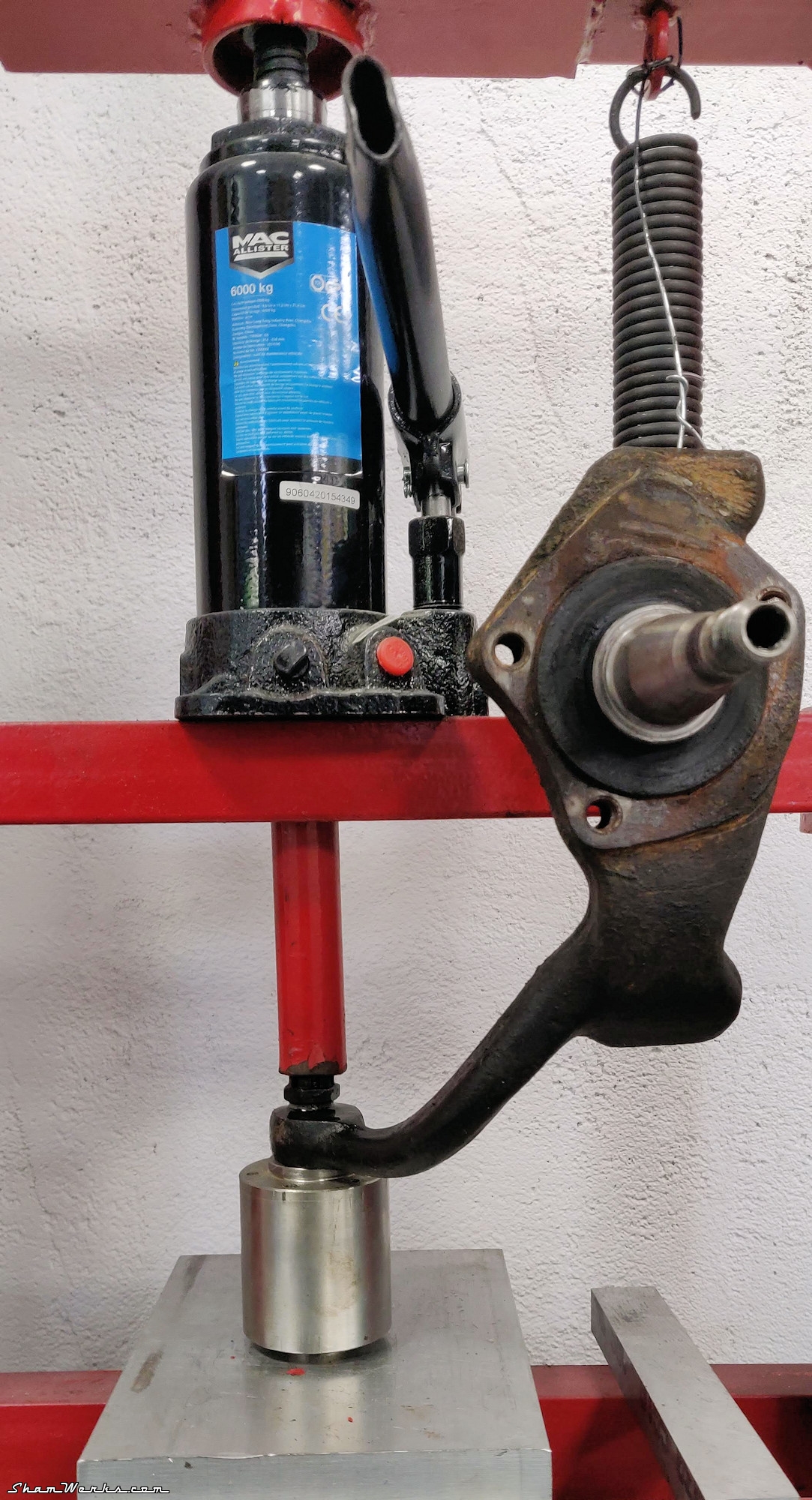
Je sors donc la fusée pour la passer à la presse hydraulique (#cestjamaissimple) : chalumeau oxy + WD40 + presse hydraulique 6 tonnes + masse et marteau en sandwich, et elle finit par sortir (avec un "bang" qui m'a fait siffler l'oreille pendant 10 minutes!).


Rotules de suspension (ça dérape)
Et... c'est à partir de là que ça a commencé à déraper et que je me suis un peu emballé.Quand j'ai tombé les biellettes, je me suis aperçu que les fusées étaient très dures à tourner à la main, ce qui explique la résistance au volant.
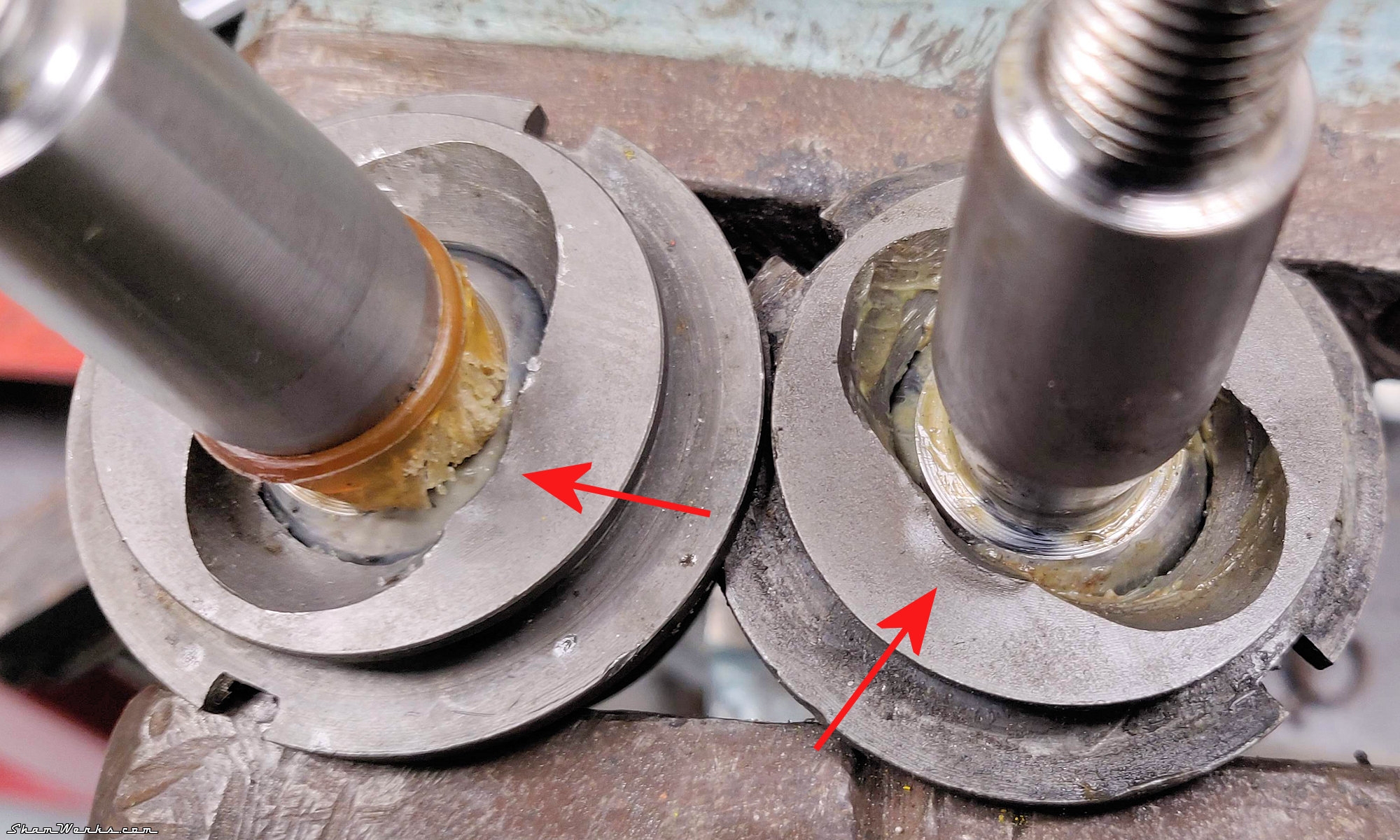
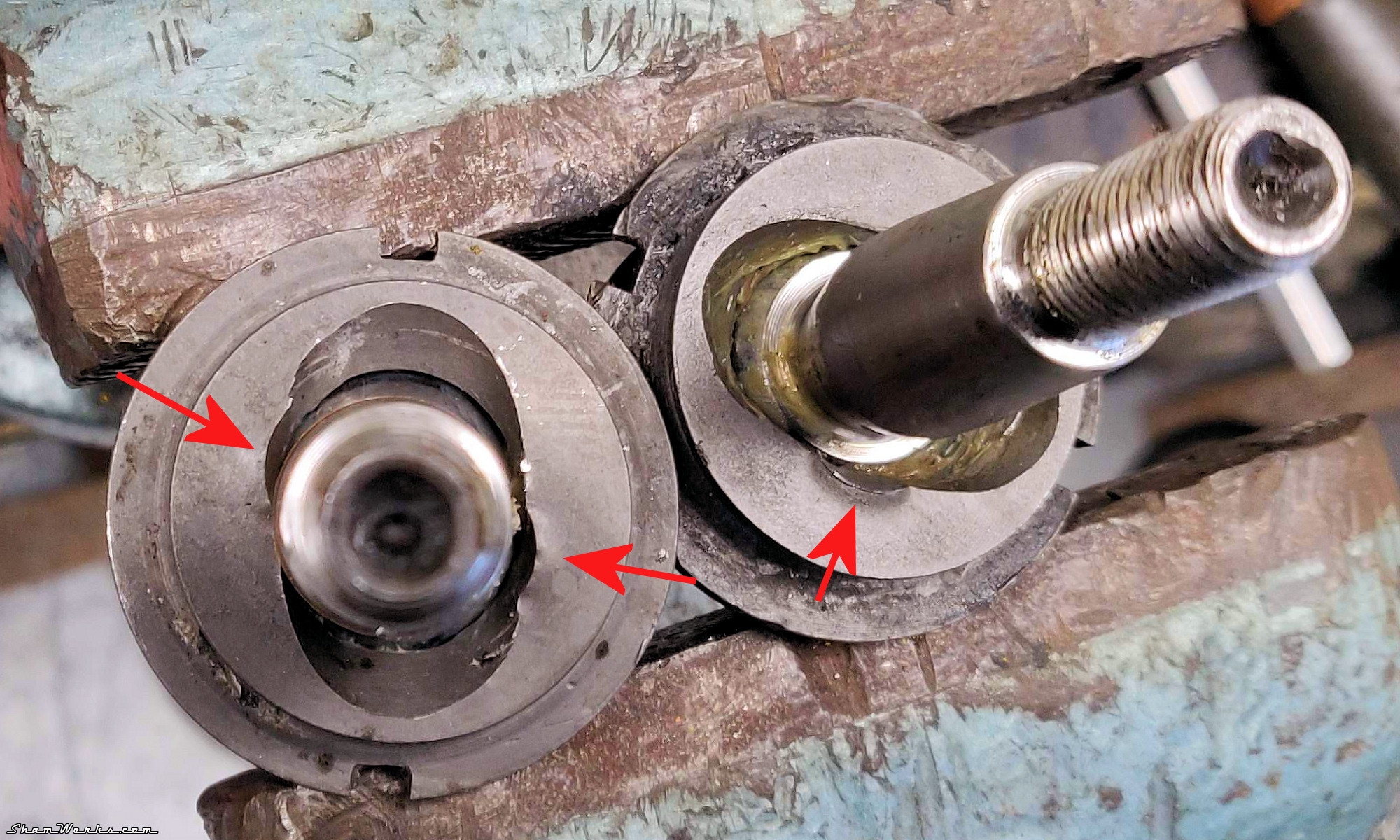
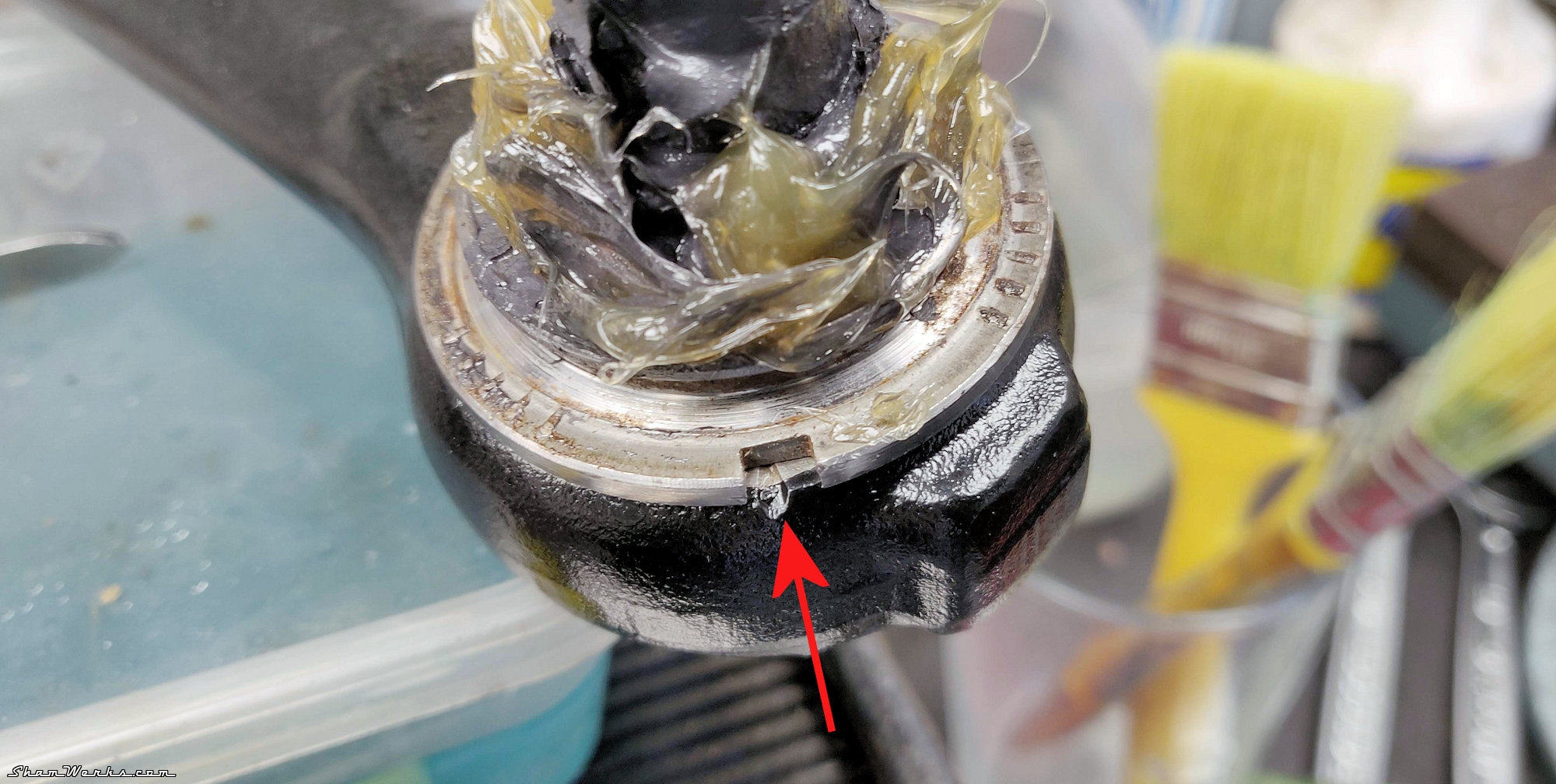
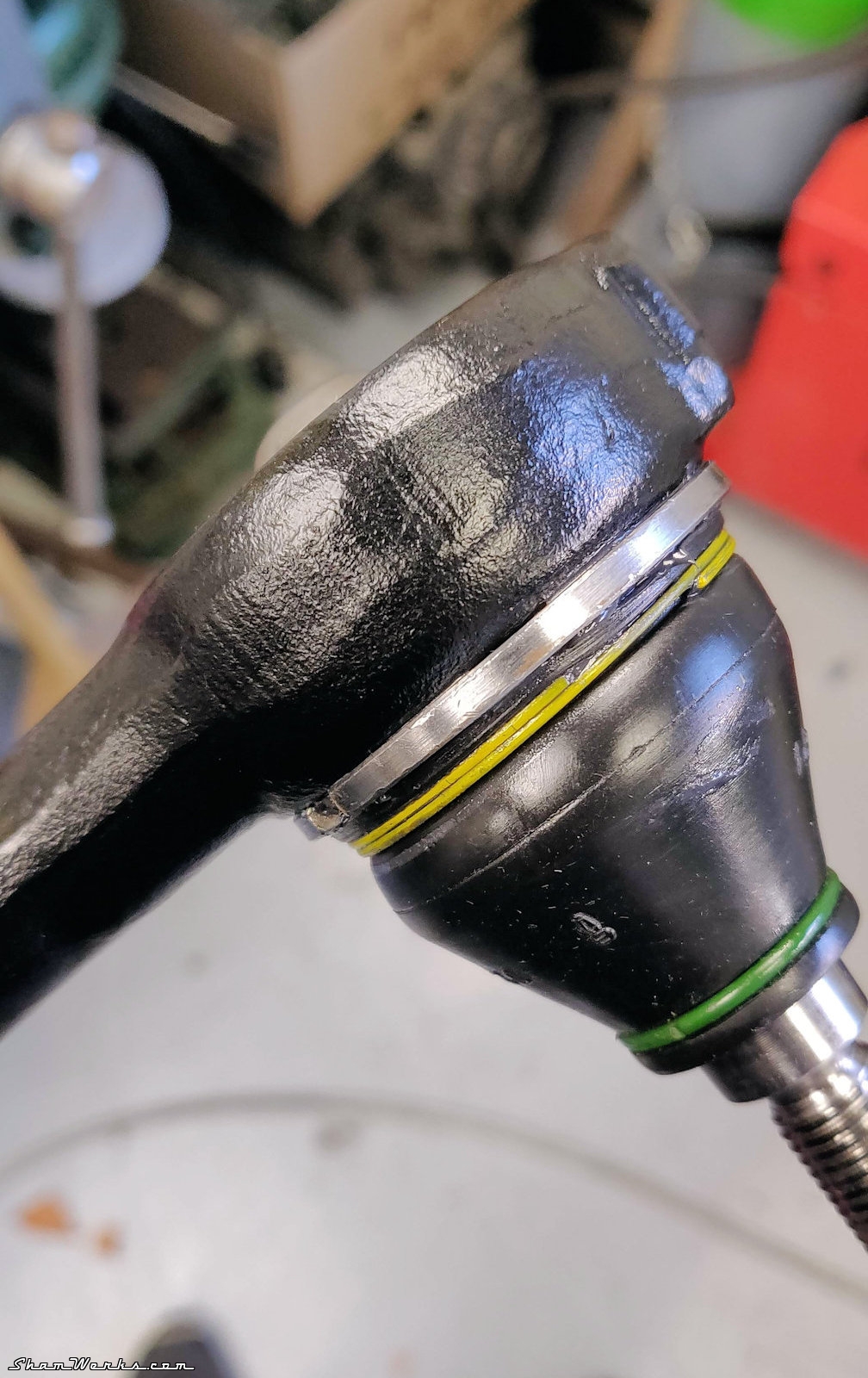
Les 4 rotules de suspension avaient été changées par le précédent proprio, mais le mécano ne les avait pas montées alignées correctement avec le marquage sur le bras ; du coup après avoir roulé un peu, elles ont été ressorties, puis re-pressées dans les bras (truc à ne surtout pas faire).
Elles n'ont pas apprécié le traitement (en particulier les supérieures, voir photo), et comme j'ai déjà sorti les fusées, je suis plus à ça prêt. Je descends donc les bras de suspension pour changer à nouveau les rotules (mais bien alignées du premier coup cette fois).
Et bien sûr tant que j'y suis, le désormais classique combo nettoyage-microbillage-dégraissage-apprêtage-peinture des bras. Tiens, je vais appeler ça "le combo" à partir de maintenant pour gagner du temps dans cet article...








Freins avant (ça dérape encore)
Comme j'ai dû démonter les freins pour accéder à la fusée, ben... Même si j'avais pas prévu de le faire maintenant, comme tout est par terre, c'est l'occasion de les restaurer aussi. Non? #çadérapeSur l'un des plateaux de frein, la languette-ressort frein de la molette de réglage était cassé... Hop, on vire celle qui est cassée et on en serti une nouvelle en place. Et puis ensuite, "Le Combo".











Visserie
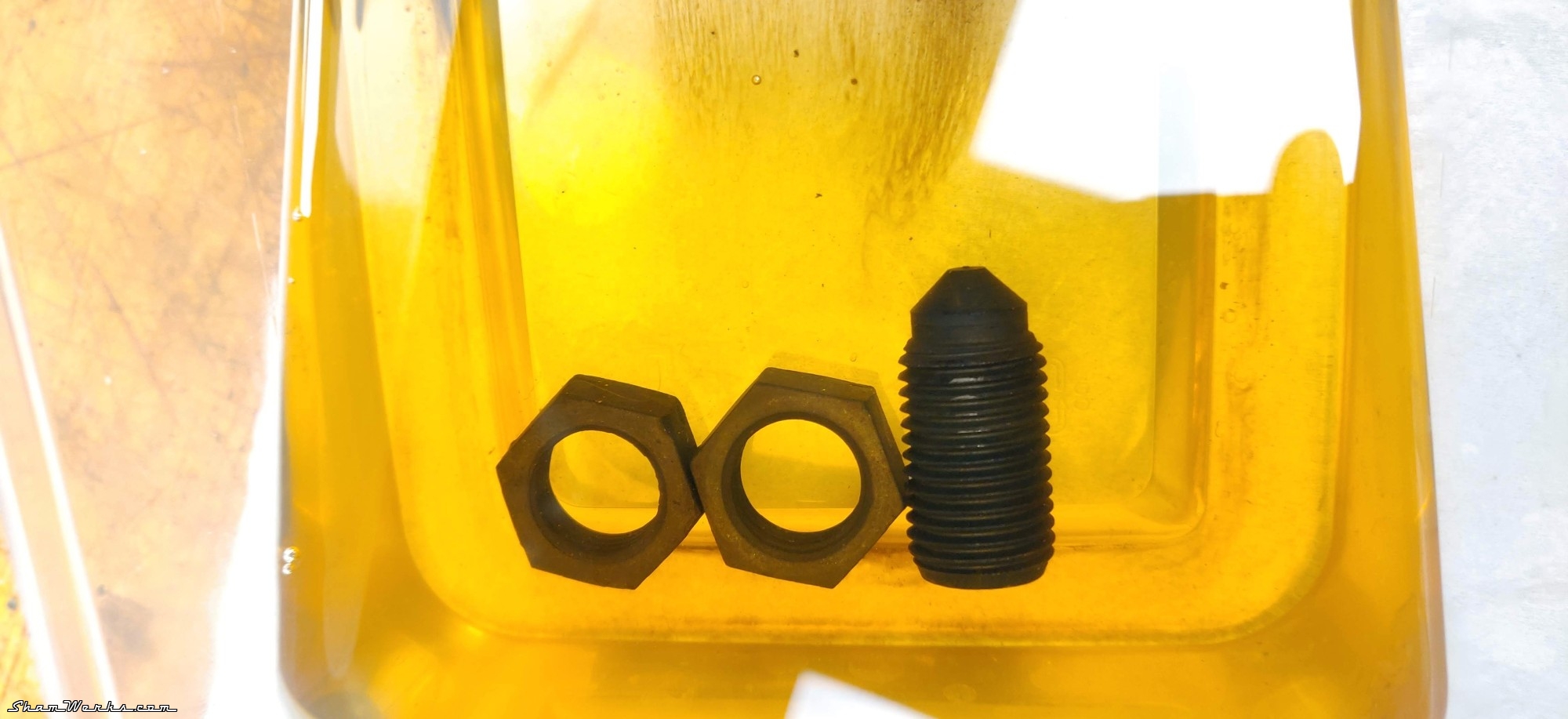
Toujours pour faire propre, la visserie est passée au Brunifast : c'est un brunissage à froid, un traitement de surface qui noircit l'acier (comme les canons de fusil) et offre une petite protection antirouille.Chaque vis/boulon/rondelle subit donc dans l'ordre :
- nettoyage (WD40 et brosse à dents powah, ou bac à ultrasons)
- microbillage (dans ma cabine de sablage - qui vient de fêter ses 10 ans!)
- dégraissage soigneux (acétone/nettoyant freins)
- séchage au décapeur thermique, sans toucher les pièces (au risque d'avoir la marque des empreintes digitales!)
- trempage dans le bain de Brunifast (2/3mn max, pas plus, sinon la couche noire ne tiendra pas!) , les pièces encore chaudes. Le bain doit être à 20°C minimum.
- rinçage à l'eau claire
- séchage au décapeur thermique le retour
- trempage dans un bain d'huile fine (j'utilise de la 3-en-1), les pièces encore chaudes. Deux heures minimum, je les laisse plutôt au moins une journée entière.
- essuyage soigneux de chaque pièce.


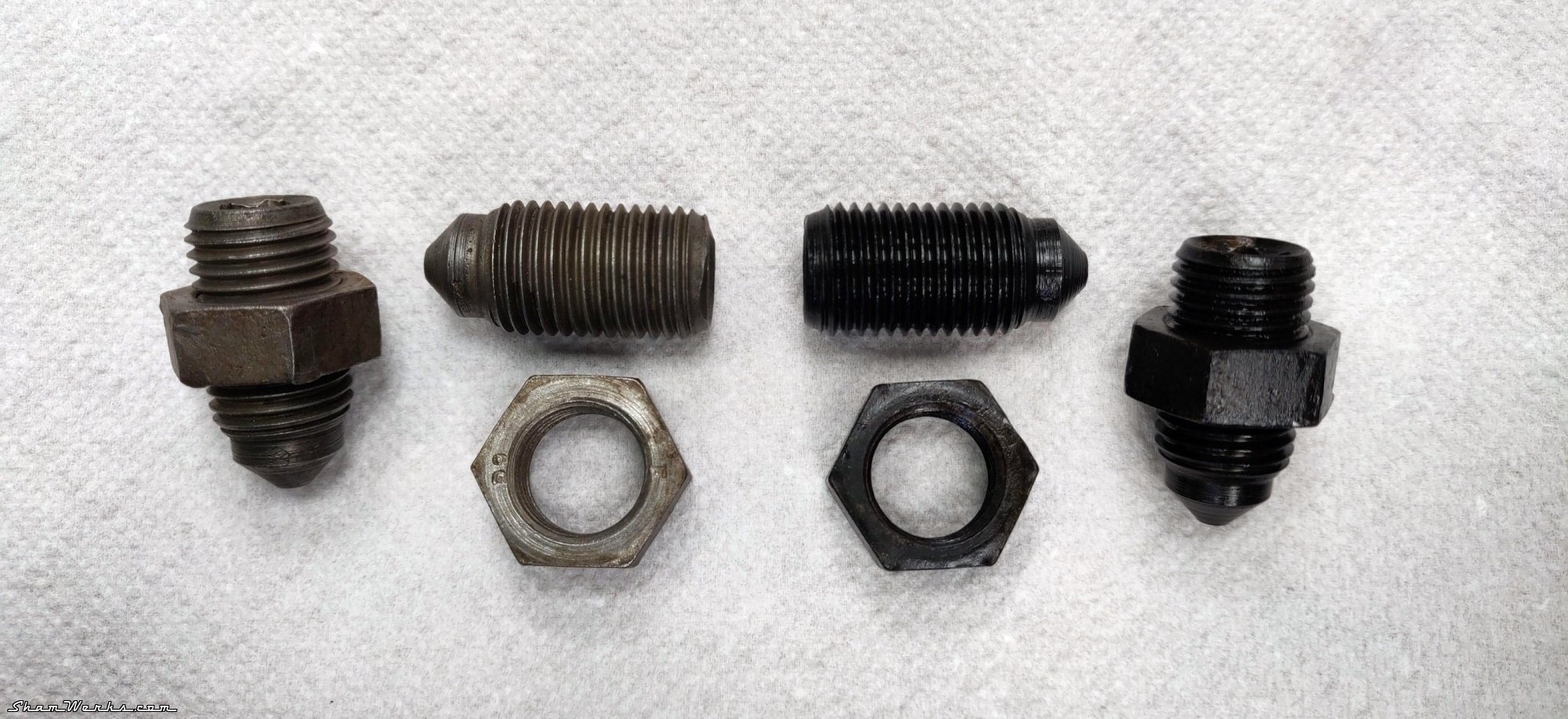

Ça prend évidemment beaucoup de temps, il faut soigner la préparation pour que ça marche bien, mais sans ça la quincaillerie juste microbillée serait piquée de rouille très rapidement... Et puis c'est un gros kif de remonter de la belle visserie comme ça après.
Boitier de direction
Tant que j'étais sur la direction, et que le train avant était levé, j'ai essayé de régler le boîtier de direction, qui m'a toujours posé des problèmes.Impossible de régler le jeu correctement, il "grippait" sur certains angles puis avait du jeu d'un coup... Bref, tant que j'y suis je le remplace par un neuf, avec son flector qui était d'origine et bien craquelé. #çadérapeencore
J'ai fait une autopsie post-mortem de l'ancien boîtier et... Pas de lubrification parce que vieille graisse durcie sur les parois du boîtier seulement, la vis sans fin était morte plusieurs fois, ce qui explique le "grippage" ressenti. Le galet lui n'avait pas l'air vilain par contre.





Remontage
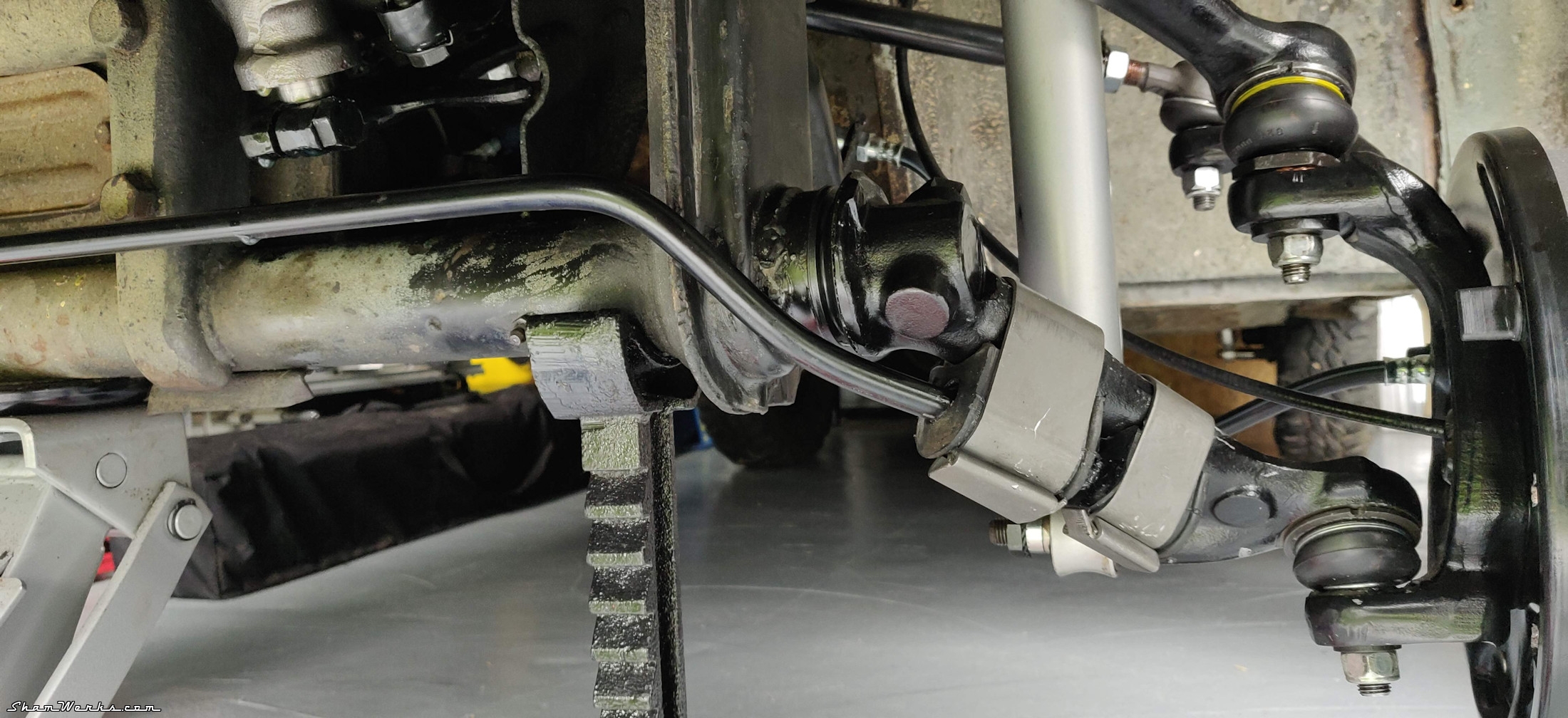
Bon, allez, enfin, on passe au remontage, avec un peu de graisse cuivre sur les points de réglage pour faciliter le travail à l'avenir... Tout le train avant a été nettoyé (WD40 en bidon de 5L + spray manuel) avant de tout remonter, histoire de bosser sur une base propre - on est pas des barbares.






Pourtant il avait été changé par l'ancien proprio. Une erreur de fonderie peut être?
J'ai pensé à différentes options :
- Poser un helicoil : pas très sérieux sur un organe de sécurité.
- Passer en goujons épaulés pressés : il faudrait usiner un peu coté intérieur parce qu'il n'y a pas la place pour la tête du goujon (ça frotte la coupelle de ressort de la garniture), mais il n'y a pas assez de viande dans le tambour pour le faire : 8mm d'épaisseur seulement.
J'ai aussi changé tuyaux bleus entre réservoir de liquide de frein et maitre-cylindre. Ils étaient déjà pas beaux y'a 15 ans, je les avais même achetés à l'époque pour les changer... Mais là, ils suintaient carrément et se sont mis à pisser dès que je les ai touchés. Mieux vaut tard que jamais tout ça tout ça.
Bon ben c'est quand même plus propre maintenant non?

Avant...

...Après!
Par contre mes rotules de suspension étaient très serrées après montage, rendant la direction très dure à tourner... C'est supposé s'améliorer au rodage en roulant, mais franchement je ne me voyais pas conduire dans ces conditions. Du coup j'ai suivi une méthode trouvée sur TheSamba, qui consiste à forcer un pré-rodage des rotules à la clé à chocs (voir en vidéo ici ou là).
Ça marche bien, il faut s'y reprendre à plusieurs fois pour ne pas faire surchauffer la rotule, et au moins j'ai un véhicule conduisible.
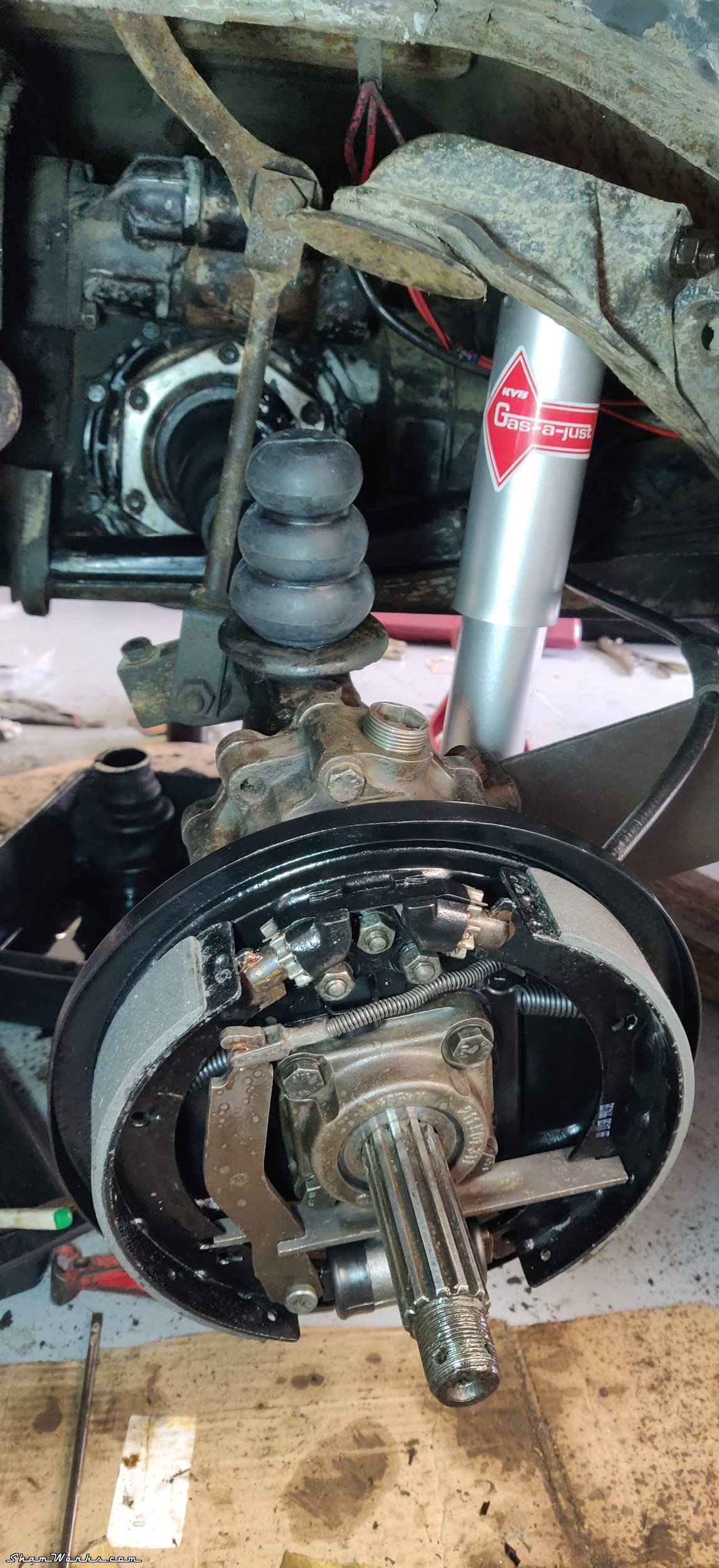
Amortisseurs
Je pose quatre amortisseurs KYB Gris Gaz-a-Just - il semble que Küby avait encore ses amortisseurs d'origine de 1970!A l'arrière gauche, l'entretoise d'origine avait été remplacée par un bout de tube, solution pas mécanique du tout qui a fini par tordre la vis. J'ai tourné une nouvelle entretoise (merci le Crouzet) dans un bout d'acier qui traînait, nouvelle visserie, et zou...




Avant...

...Après!
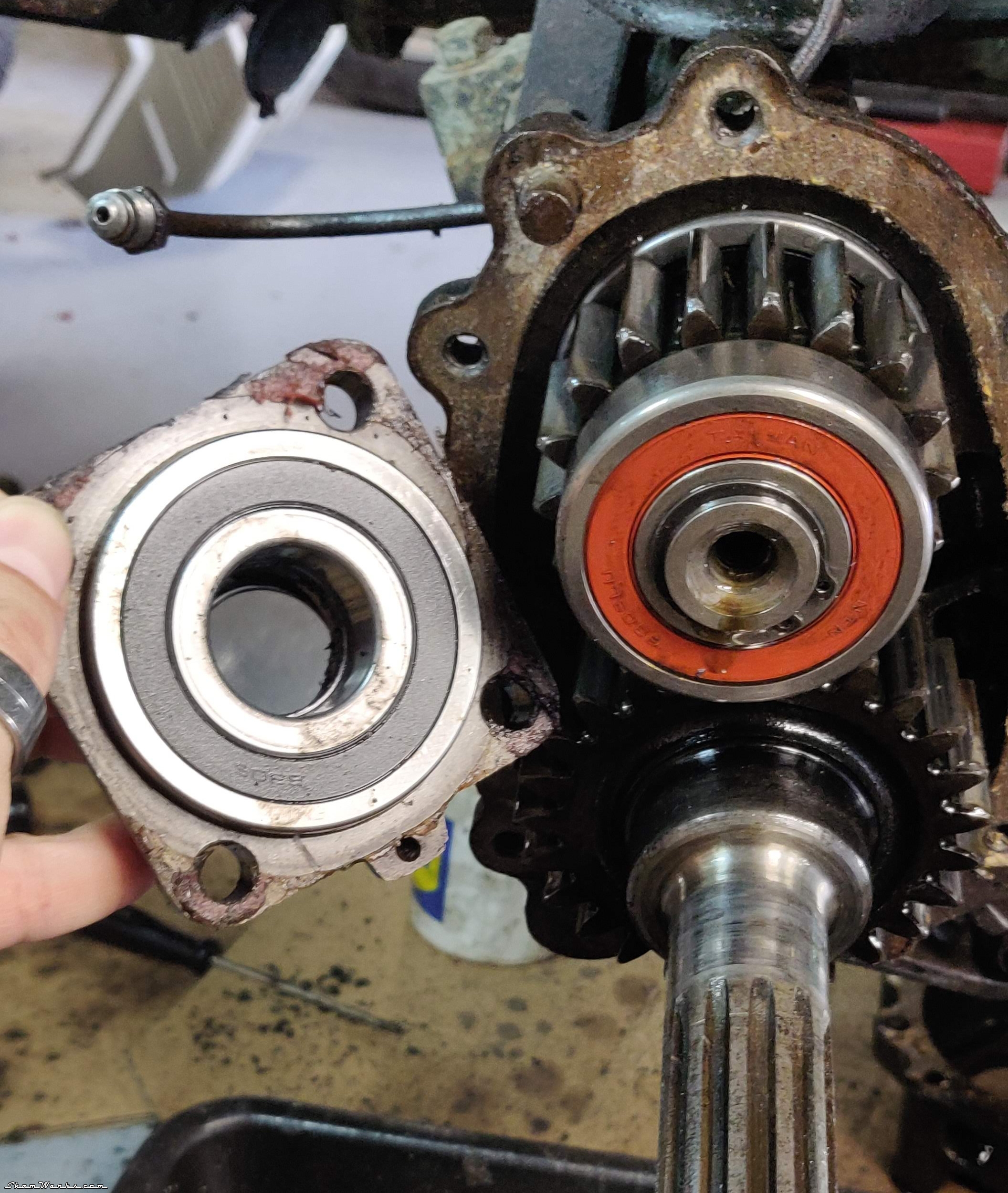
Train arrière
Contrôle des roulements des réducteurs : ils ont été remplacés par le précédent proprio, ils sont neufs, mais c'est des modèles étanches : j'aurais préféré la circulation d'huile d'origine, mais je décide de les garder quand même... Je remonte en refaisant toute l'étanchéité (joints papier + spi neufs, et Loctite 518 anaérobie)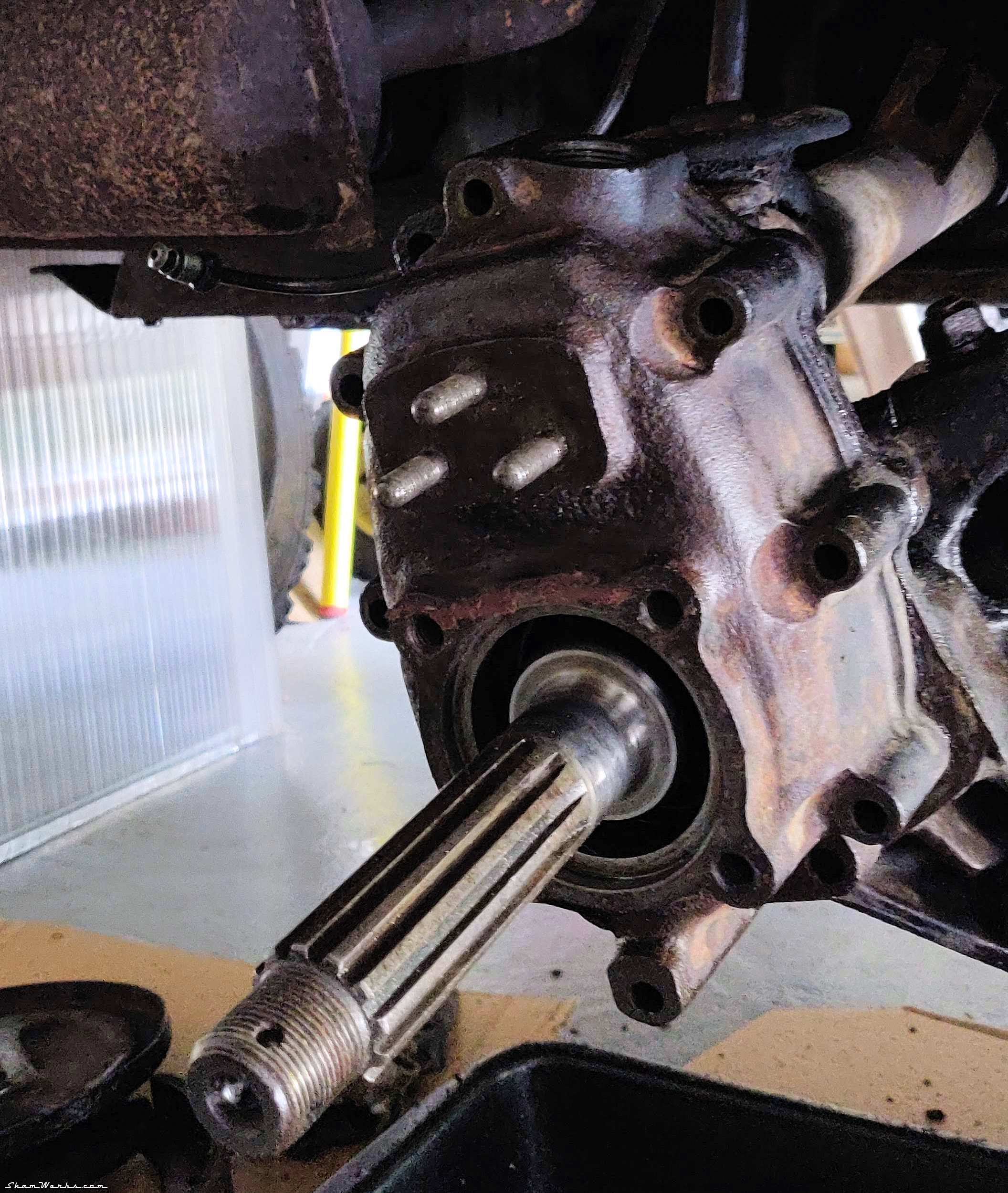
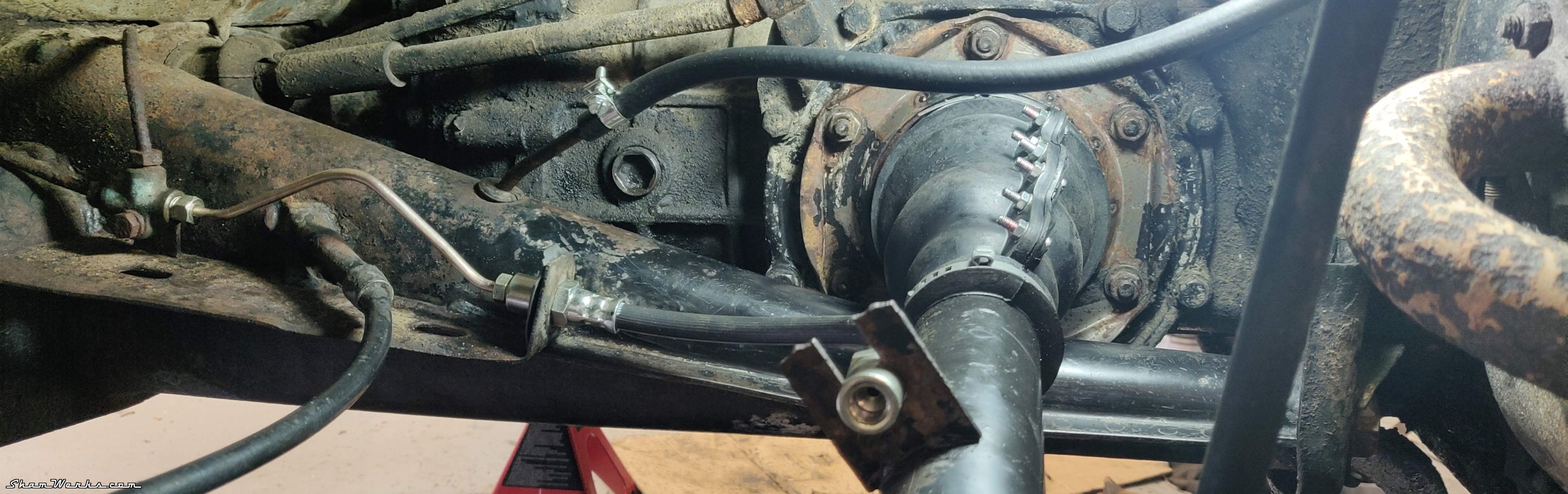
J'en profite aussi pour installer des butées de suspension arrières, qui brillent par leur absence (le support gauche est bouffé par la rouille, je dois en souder un neuf à la place)
...et "quelques" bricoles!
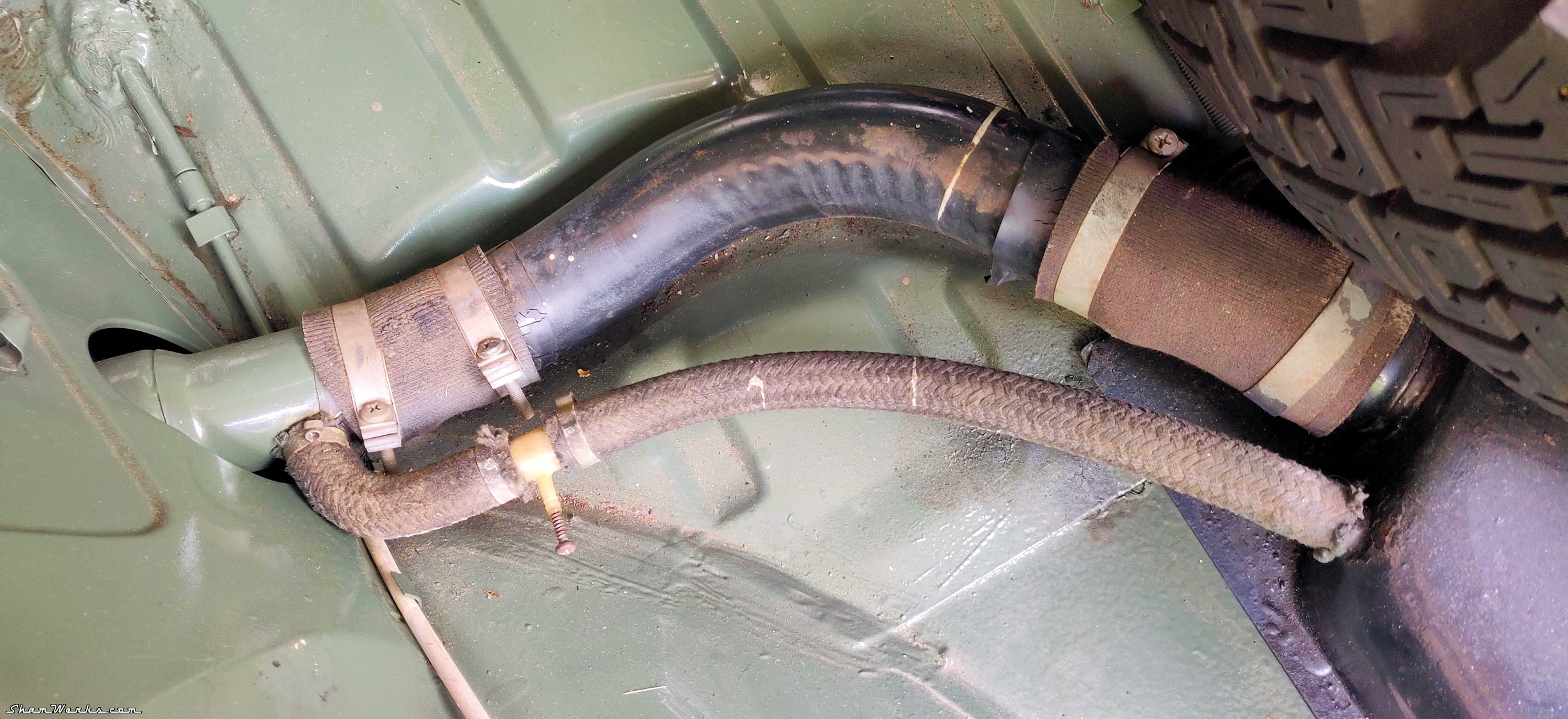
Le remplissage du réservoir a toujours eu tendance à fuir, ça sentait fort l'essence dans les virages à gauche. En même temps la mise à l'air avait été condamnée, fallait bien que ça sorte quelque part hein!Du coup je change toutes les durites et joints de remplissage et de mise à l'air du réservoir...
Avant...

...Pendant...

Après!
Je fais au passage plein de petites bricoles pour sécuriser/fiabiliser l'engin :
- Redressage de l'aile ARG (en partie pliée il y a 15 ans.... Roue qui s'était fait la malle!), et ajout des joints d'ailes qui ont toujours été aux abonnés absents, et des vis de fixation manquantes.
- Fixation de la batterie (j'ai retrouvé la patte de fixation d'origine dans un carton... évidemment, seulement après en avoir commandé une neuve aux US!)
- Ajout des joints de tour de portes (qui manquaient à l'appel depuis toujours)
- Ajout des joints supérieur et inférieur de pare-brise (idem, jamais été là)
- Réglage des phares - un des points soumis à contre visite
- Toujours sur les phares, l'interrupteur avait un faux contact et il fallait parfois secouer le sélecteur pour que ça s'allume... Démontage, nettoyage, polissage des pistes (laine de fer 000), spray désoxydant, ajustement des linguets qui avaient perdu de leur ressort, remontage, et ça marche nickel.
- Vidange moteur (Motul 300v 20w60)
- Vidange boite (Motul HD 80W90)
- Vidange des réducteurs (250ml d'huile de boite chacun)
- Installation d'un extincteur 2kg sous la banquette AR (je suis un peu parano de l'incendie sur mes vieilleries)
- Nouvelles sangles de fixation des supports de dossiers de sièges arrières
- Passage de toutes les ampoules en LED (avec centrale clignotante LED + un bip indicateur de clignotant de moto, parce qu'un fois décapoté on n'entend rien du tout et je pourrais rouler des kilomètres avec le cligno!)
- J'avais aussi un souci avec le démarreur (modèle guidé d'ailleurs), qui régulièrement faisait juste "clac" et ne tournait pas... J'ai d'abord pensé au solénoïde, mais en fait il allait bien, c'était les pistes du moteur qui étaient oxydées (dormir dehors sous une bâche pendant plusieurs années n'a pas dû aider). Nettoyage soigneux des pistes, polissage, dégraissage, et ça tourne nickel.
- Porte conducteur : le petit "taquet" de retenue de la porte avait disparu, j'ai tourné une vis CHC, taraudé le support, et hop.
Là, on commence à y voir plus clair déjà! Même si pour une "remise en route" j'ai un 'tit peu dérapé! T'en es à combien de cafés mon copain?



Il faudra que je lui prévoie 4 pneus à court terme... Et ça ne serait pas l'occasion de lui changer ses roulettes au passage?? La suite bientôt!

Posté le 14/02/2023 à 22:02
Mini 181 : Châssis, Moteur, Electricité, et premiers tours de roues!
Châssis, Moteur, Électricité,
et premiers tours de roues!
et premiers tours de roues!
Mini 181
Le projet était sur pause depuis que j'avais vendu le 181, j'avais alors un peu perdu la motivation pour en faire une mini-version... Mais j'ai récupéré mon 181 en Septembre 2020, 13 ans après l'avoir vendu!
Mais surtout, entre temps j'ai eu un fils (2017), et quand il a repéré il y a deux ans la coque du Mini 181 (faite en 2006!) qui traînait dans l'atelier, y'a eu un lobbying intensif et constant pour que je re-priorise le projet.

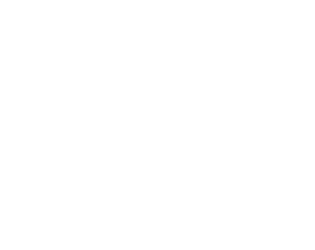
Chassis
En 2007 j'avais commencé un châssis en tube carré, mais ça se présentait mal, j'étais pas convaincu du résultat. Fait dans l'urgence parce que je m'étais mis en tête de faire rouler le bouzin 48h avant un meeting, évidemment ça n'a pas marché. Pour vous donner une idée de la qualité, n'ayant pas de tour à métaux à l'époque pour faire des adaptateurs, j'avais directement soudé le disque de frein et la couronne d'entraînement sur l'axe!Ajoutons à ça la grosse séance soudure dans un box en sous-sol jusqu'à 2h du mat' en débardeur, qui m'avait laissé un coup de soleil mémorable... Un désastre.
Bref, je suis reparti de zéro, en récupérant deux châssis de Karting pour servir de base. L'un acheté à vil prix (50€, merci Gus!), et l'autre trouvé jeté sur la voie publique à 100m de chez moi - le destin! Par contre, vous auriez dû voir la tête des 2 flics qui m'ont croisé dans la rue, alors que j'étais habillé costard-cravate à 5h30 du matin (je partais au taf), transportant une épave de kart sur l'épaule...
Après une étape Sketchup pour trouver comment optimiser mes découpes, je commence par le train arrière. J'ai coupé une section au milieu du châssis, puis ressoudé et retourné ce qui restait pour gagner en garde au sol. Un kart d'origine c'est genre à 2cm du sol, c'est pas le look que je vise ici.





Je fais des petits supports temporaires pour garder la géométrie du train d'origine pendant la découpe, pas que je compte rouler vite avec l'engin, mais pour garder le retour automatique du volant surtout. Petits supports qui viennent du premier essai de châssis de 2007, qui rouillait dans un coin, au moins il aura servi à ça! (au final d'ailleurs j'en ai recyclé une bonne partie





Devant et derrière, je fais des supports renforcés pour tenir la coque, et plus tard y fixer les pare-chocs. Ne jamais sous-estimer la capacité de destruction d'un petit de 5 ans.




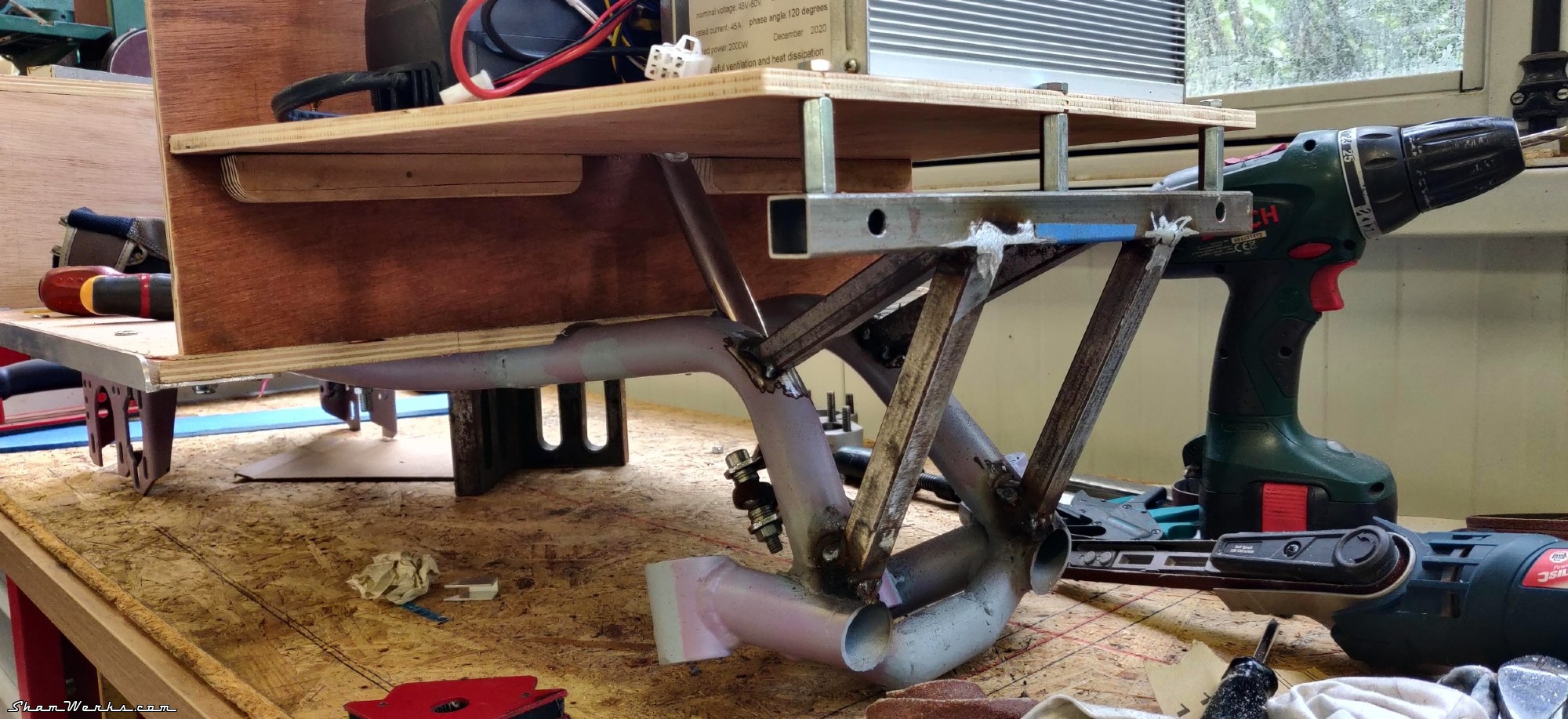
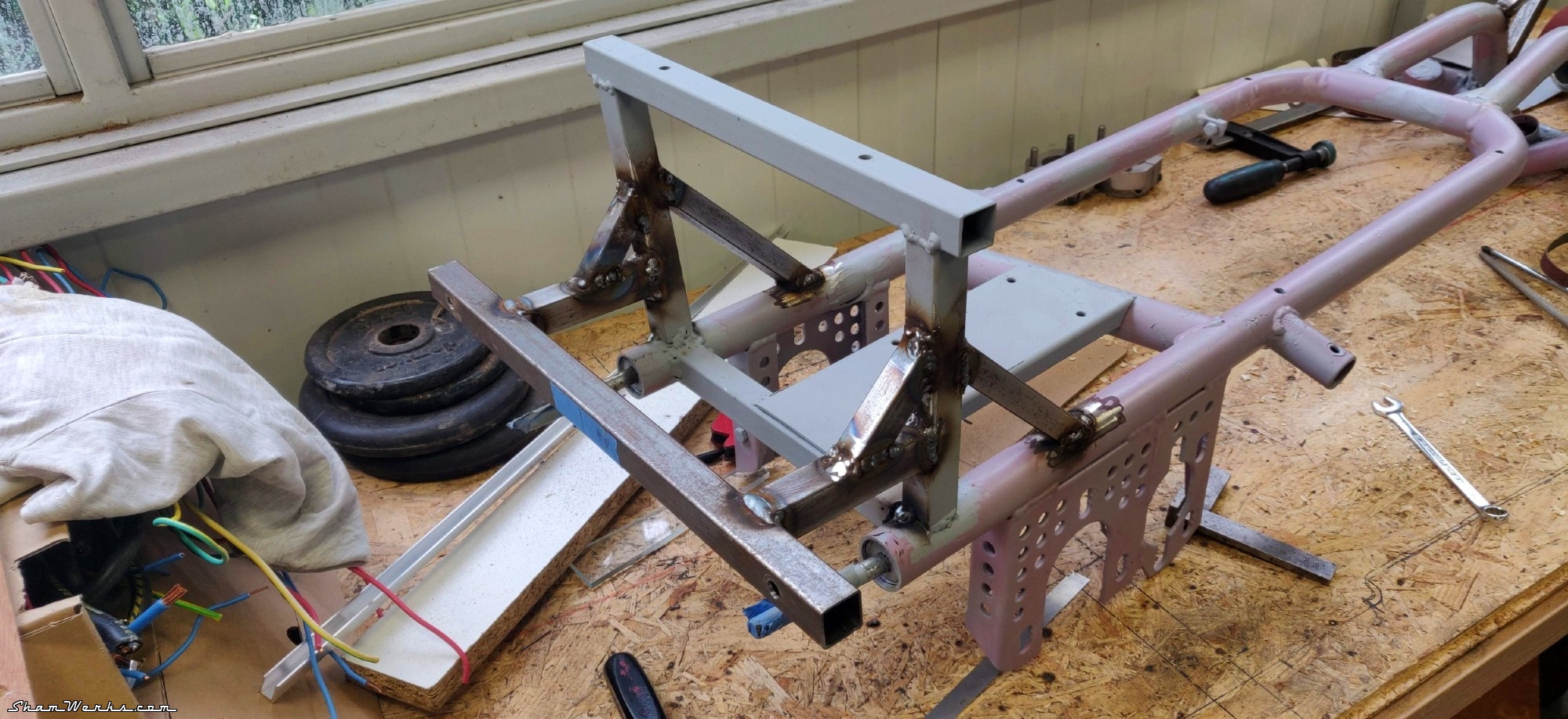



Pour la direction, je pioche dans le stock de pièces de karting que j'ai récupéré au fil des années. Je raccourcis au tour à métaux deux biellettes alu, en gardant le pas à gauche et en re-taraudant côté raccourci, pour garder le réglage de longueur comme d'origine. Je re-perce aussi les fusées pour augmenter l'angle de braquage.



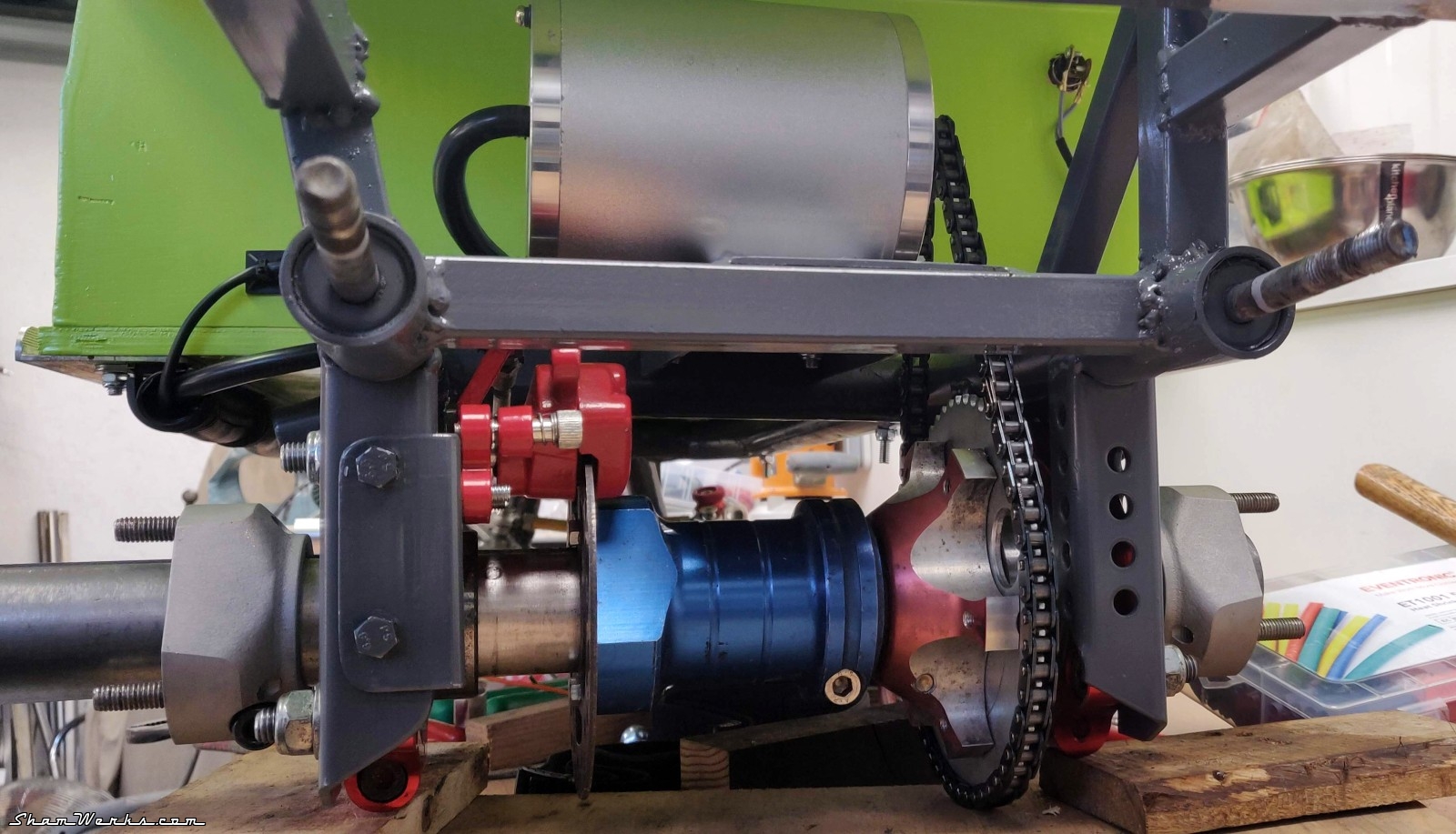
Moteur
J'ai abandonné le moteur à essence initialement prévu, pas adapté au petit, bruyant... J'ai basculé sur un moteur électrique brushless 2000W acheté sur AliExpress (159€).Le kit moteur est livré avec un boitier controlleur, une pédale d'accélérateur, un "neimann" avec sa clé, un sélecteur 3 positions pour limiter la vitesse (pas mal quand on veut pouvoir mettre l'engin dans les mains d'un petit garçon!), une couronne et sa chaine, bref, y'a plus qu'à.
Le contrôleur a une entrée pour activer le frein moteur, ce qui me donne la possibilité d'ajouter une télécommande par "bip" pour stopper l'engin à distance si le petit s'emballe au volant.
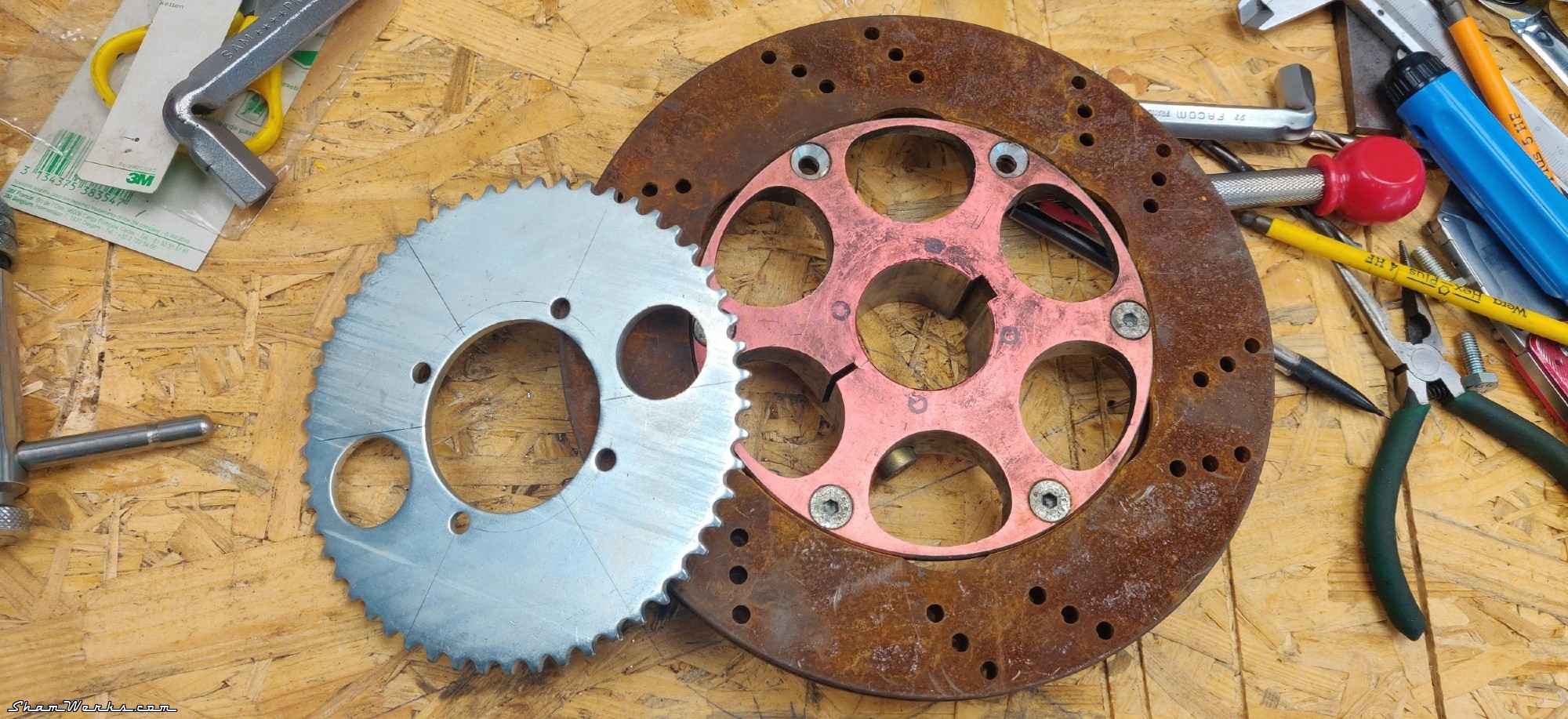
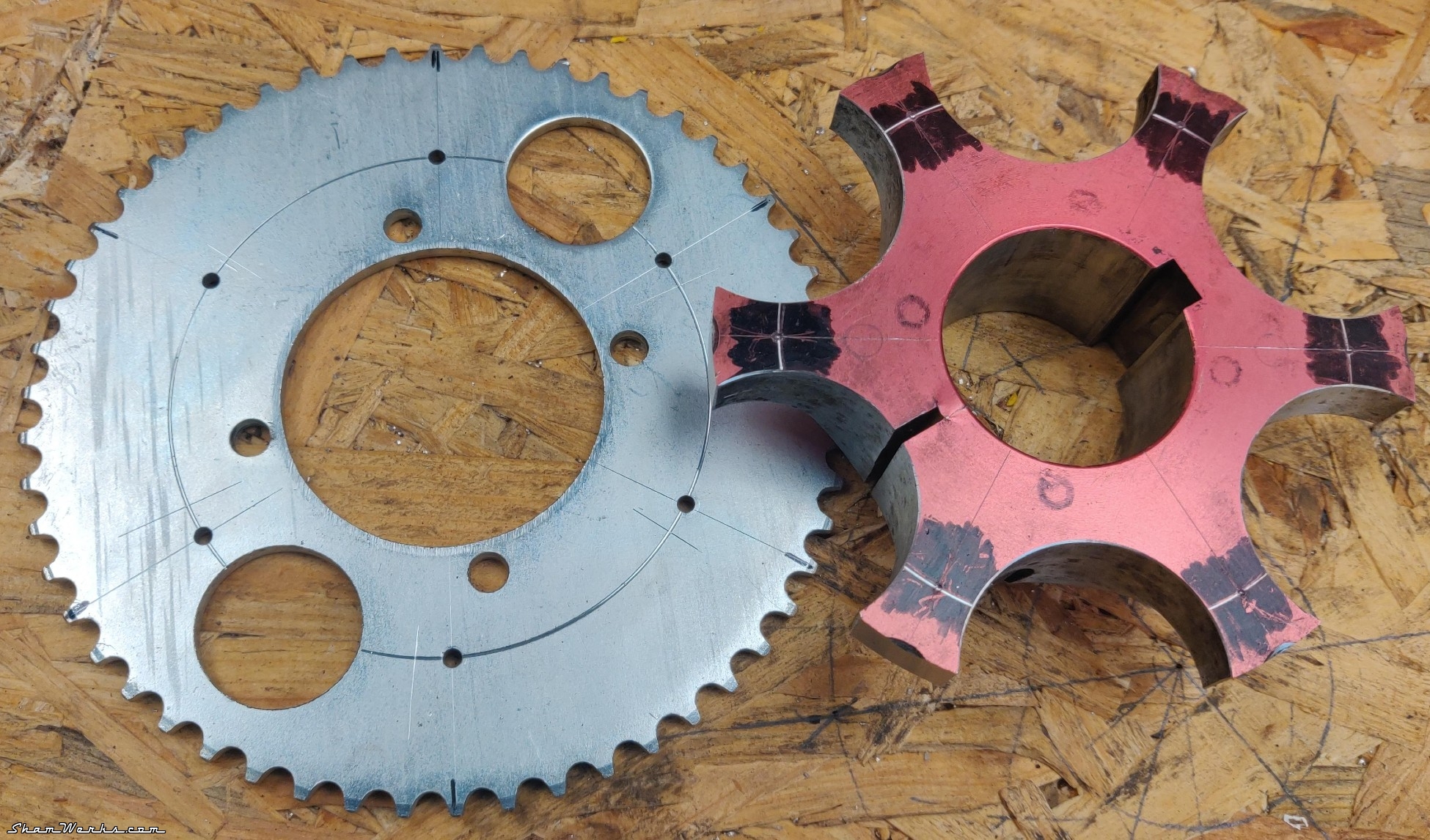
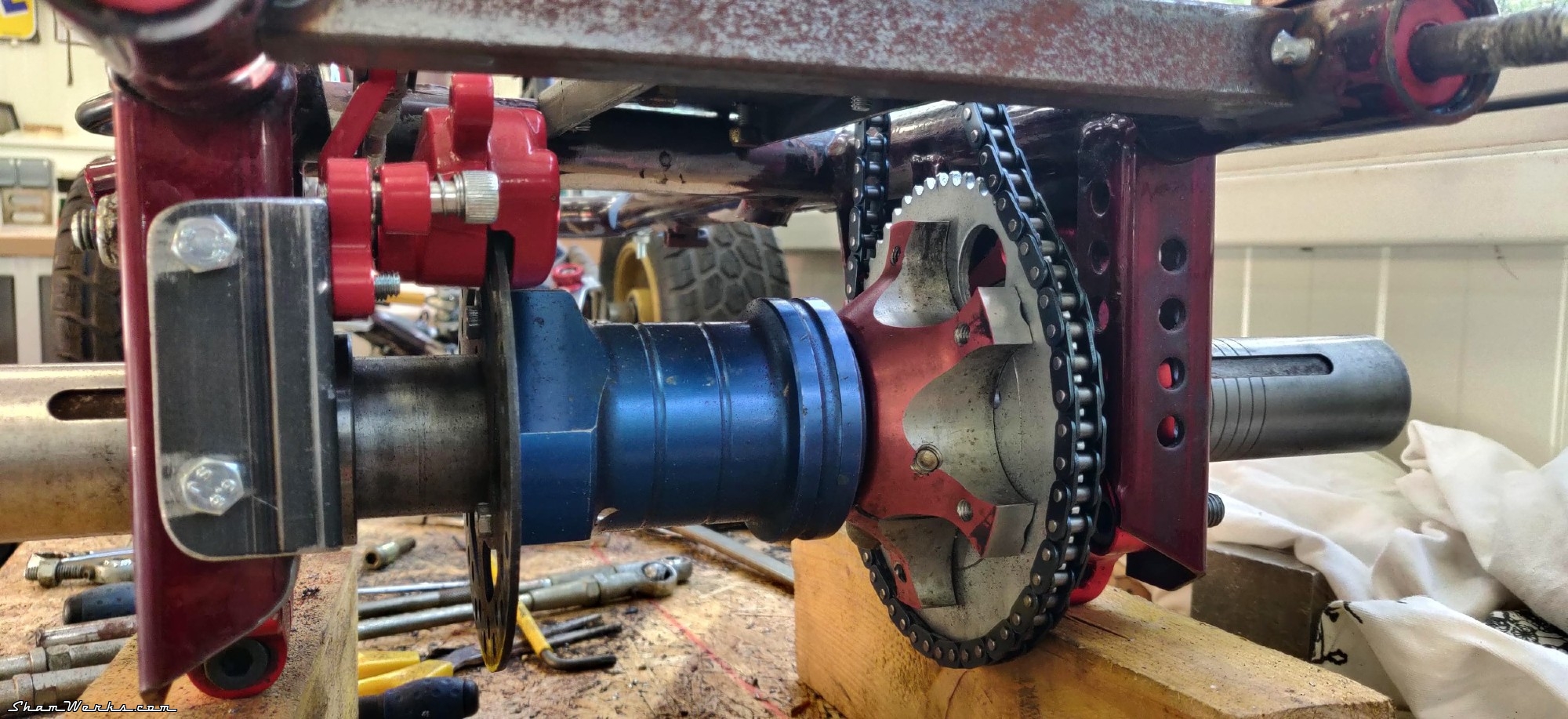
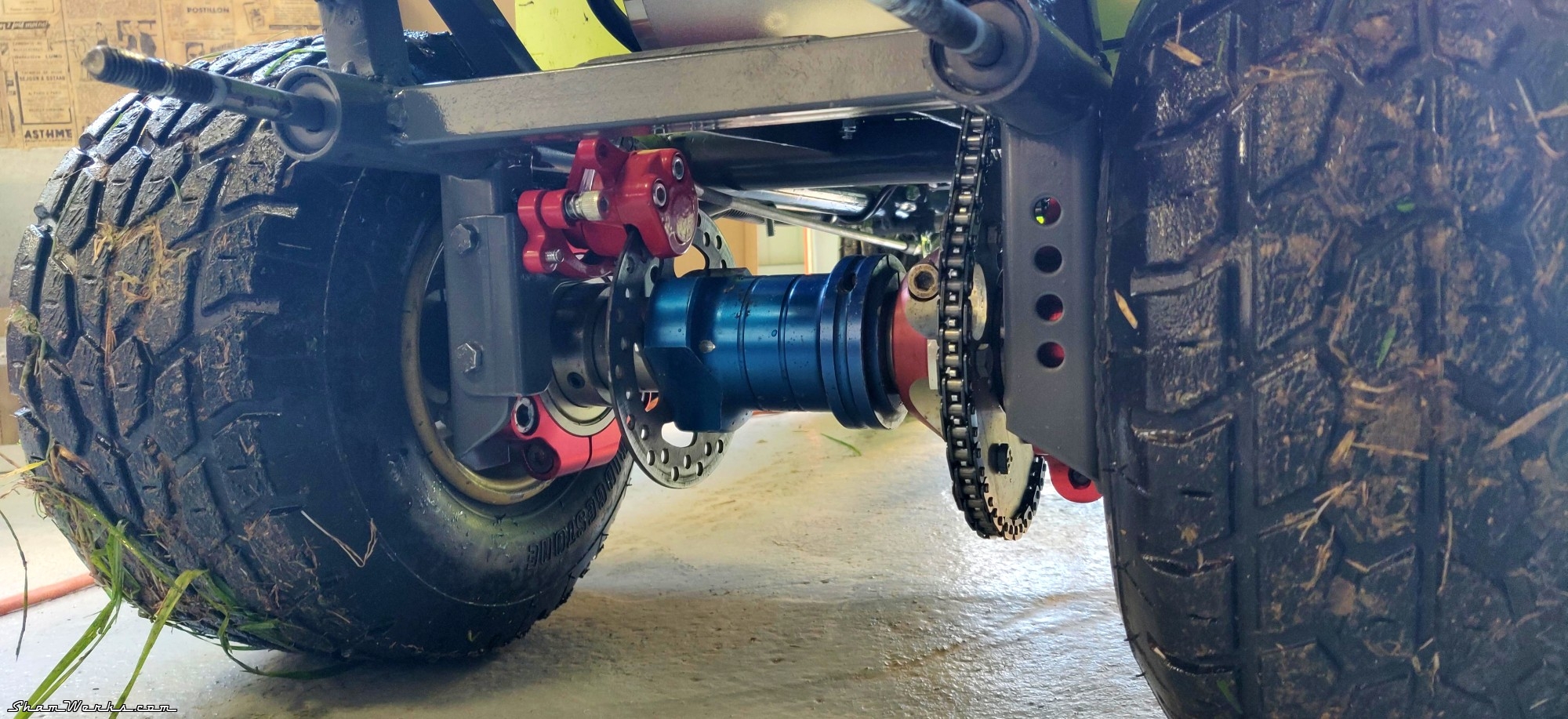
Pour adapter la couronne sur l'axe arrière, j'utilise un moyeux porte-couronne de disques que j'avais sur un de mes châssis. Réduction au tour à métaux pour l'adapter, 6 taraudages M6, et zou.



Freins
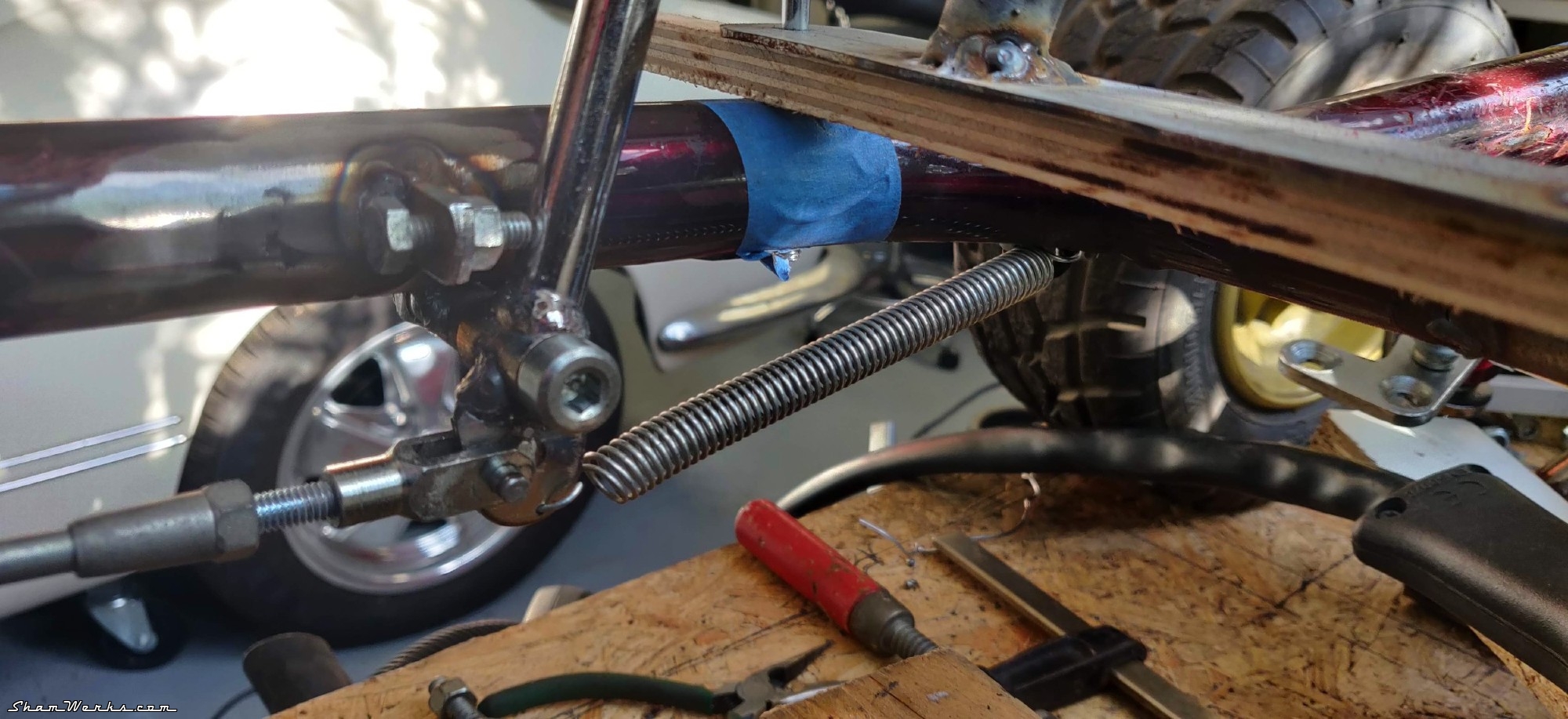
Je pars d'un kit frein à disque de VTT sur Amazon, 20€ - commande mécanique, pas hydraulique, d'une part parce qu'on est pas sur un kart de compétition, d'autre part pour limiter l'entretien et les risques de grippage des pistons, sans même parler du coût.Je modifie/déplace la pédale d'origine du Karting, avec une tringle sur rotule pour actionner le levier sur l'étrier, lui même modifié pour s'adapter à la cinématique du mouvement. Le disque est fixé sur l'axe arrière via un moyeu de roue modifié au tour à métaux.
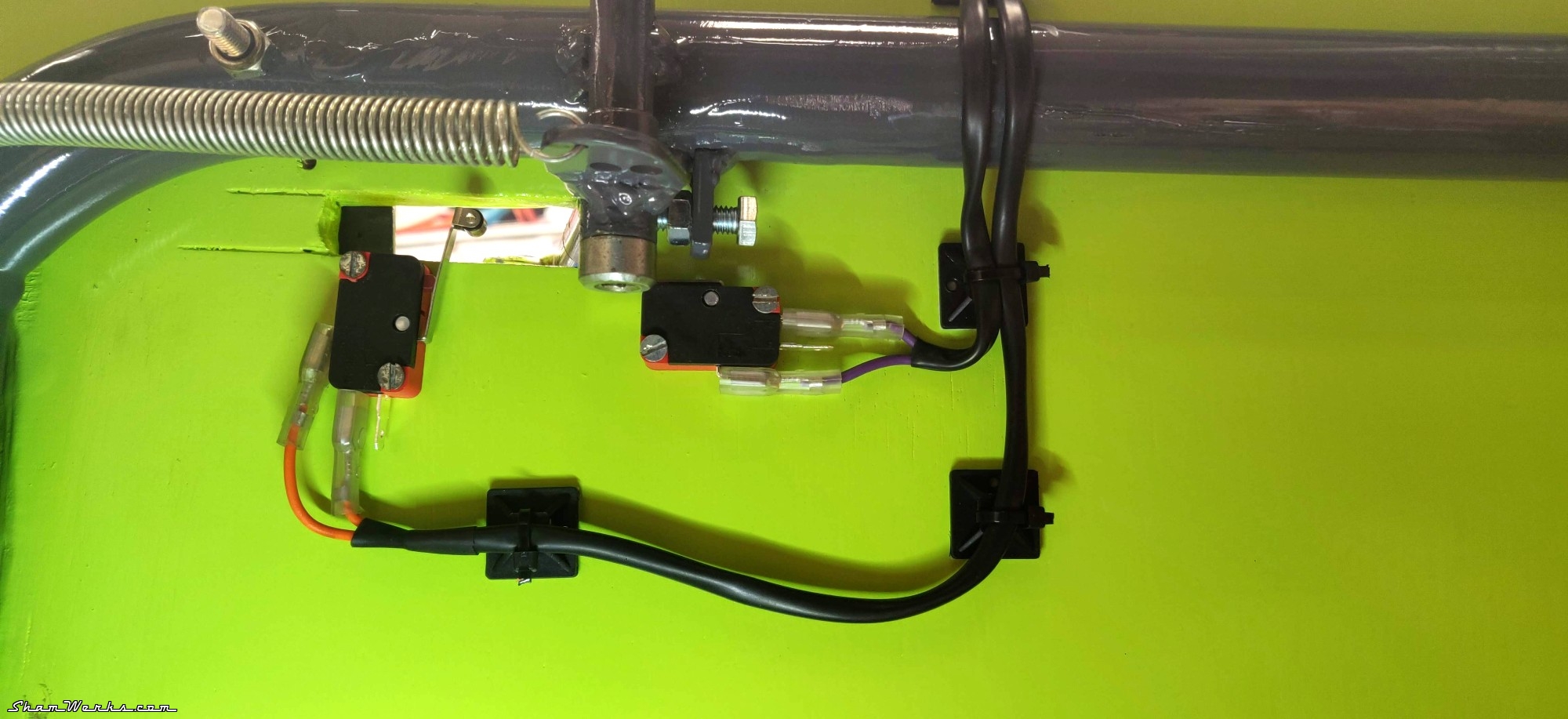
Le frein fonctionne, mais n'a pas le mordant que j'espérais, dû au fait de la commande par tige poussée, qui flambe sous l'effort et réduit la puissance de freinage.
Du coup pour compenser, j'ai ajouté un micro switch pour activer le frein électrique du moteur en fin de course (et ça recharge la batterie du coup!). En attendant de revoir ma copie, modifier le système pour tirer sur la tige à la place, ou passer en commande à câble... à améliorer.




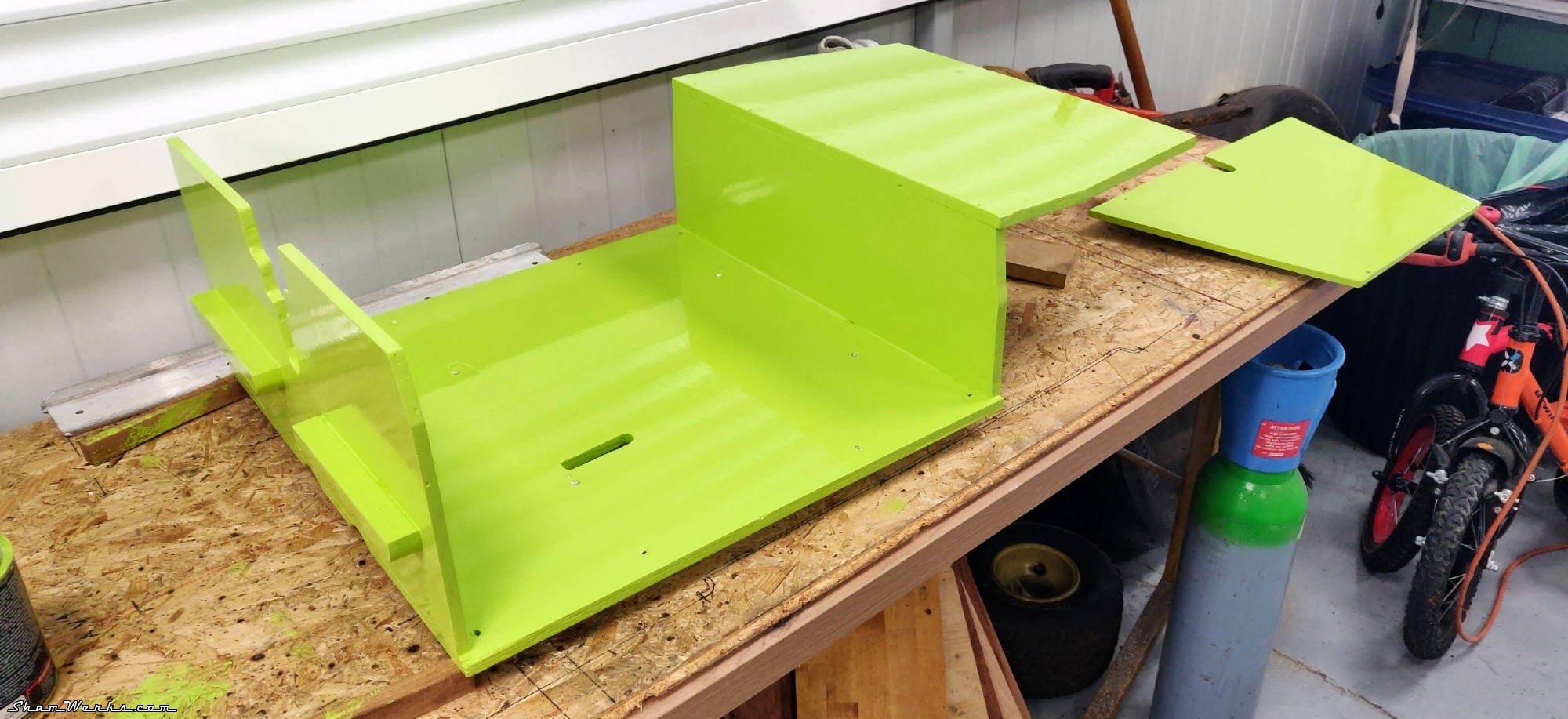
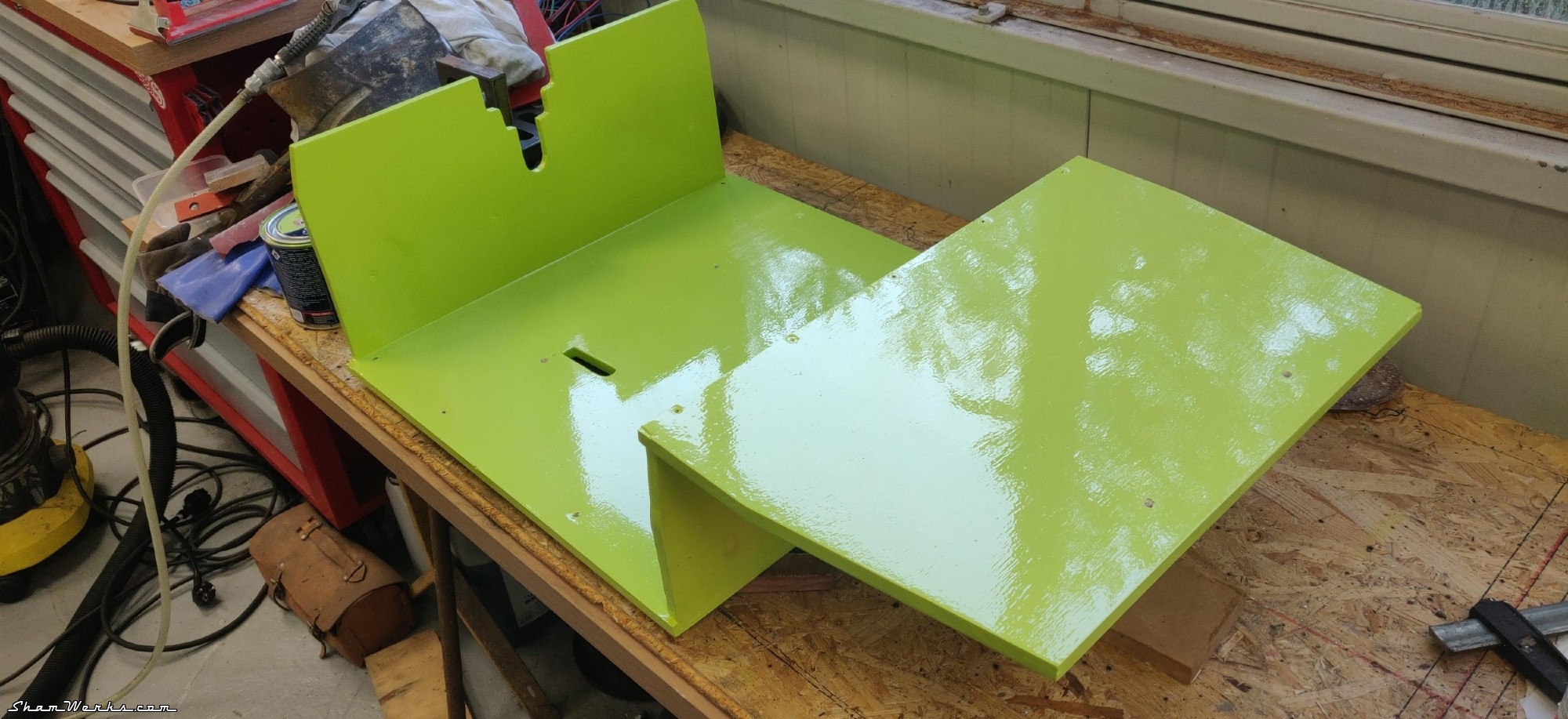
Habitacle
OK, "habitacle" est un bien grand mot ici, mais bref, je voulais un intérieur "child safe" pour mon fils.J'ai fait un plancher, une assise et un tableau de bord en contreplaqué de 10 et 12mm, ça évite que le petit aille mettre ses pieds dans la direction ou ses doigts dans la chaîne du moteur.
Ponçage, gesso, re-ponçage fin, et deux couches de glycéro au rouleau mousse (vert un peu flashy mais j'avais le pot qui traînait sur une étagère).
La planche à l'avant sous le capot, supportera batterie, contrôleur, et le reste du circuit électrique. Deux cornières en aluminium (récupération) sont fixées sur les côtés du plancher, la carrosserie vient se loger dedans.


Pare-brise
J'ai trouvé chez CastoMerlin 2 charnières qui ressemblent pas mal à celles du 181...Alors un bout de plexi, un peu de profilé alu en U, et hop, un petit pare-brise à l'échelle! J'avais même un rouleau de jonc caoutchouc (protection de portière) qui trainait et qui ira nickel tout autour une fois passé en peinture. Je garderai l'adhésif de protection bleu sur la vitre jusqu'à ce que ce soit peint aussi.




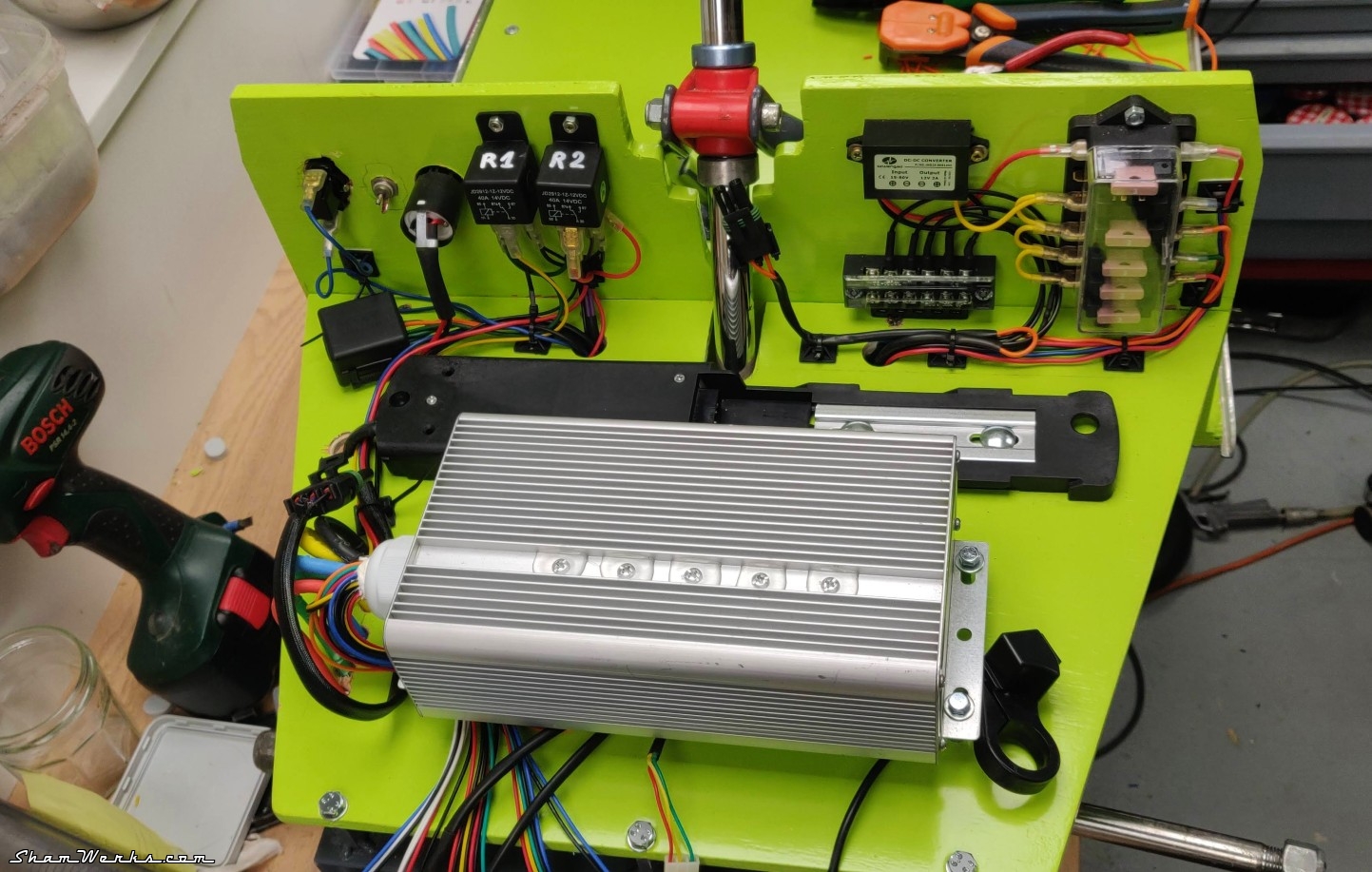
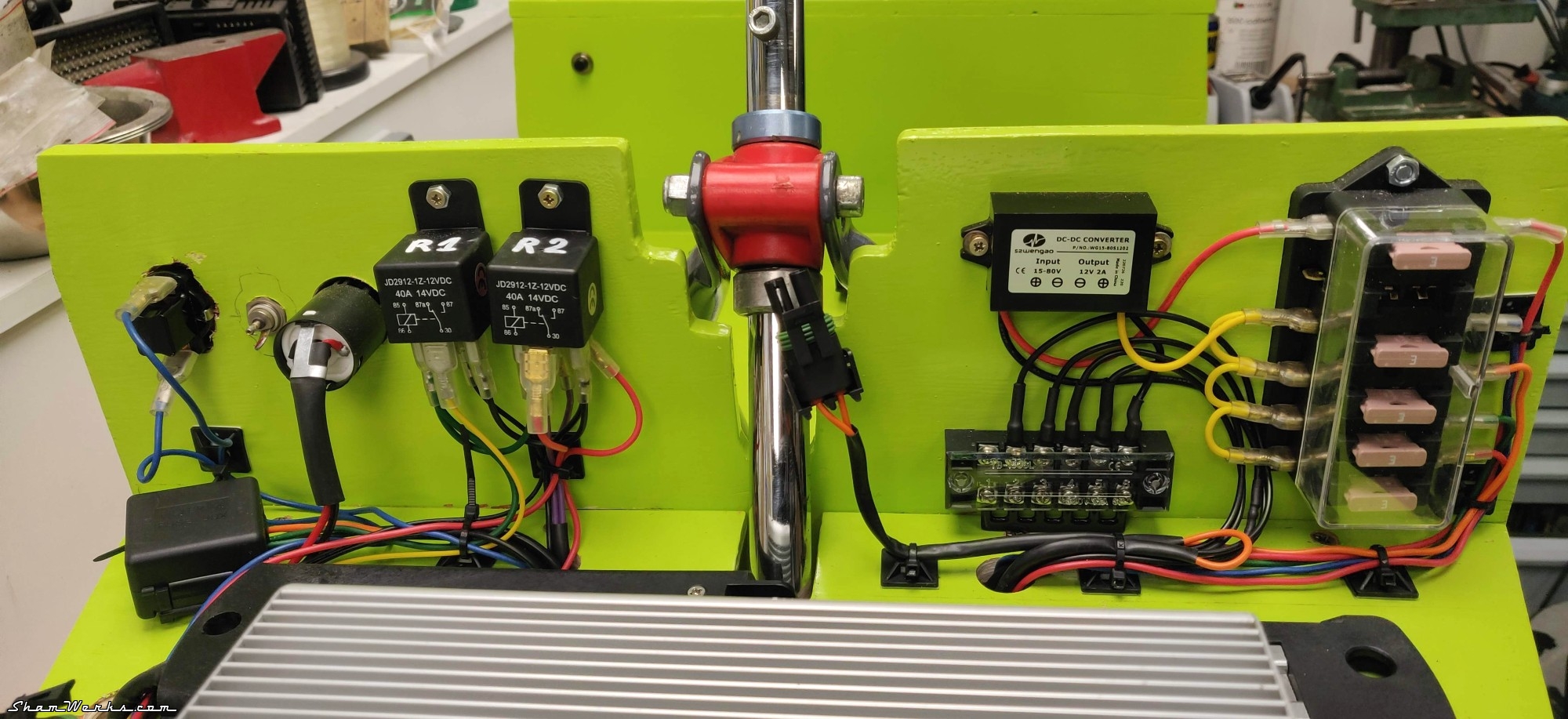
Assemblage et circuit électrique
Allez, on remonte tout ce petit monde ensemble!

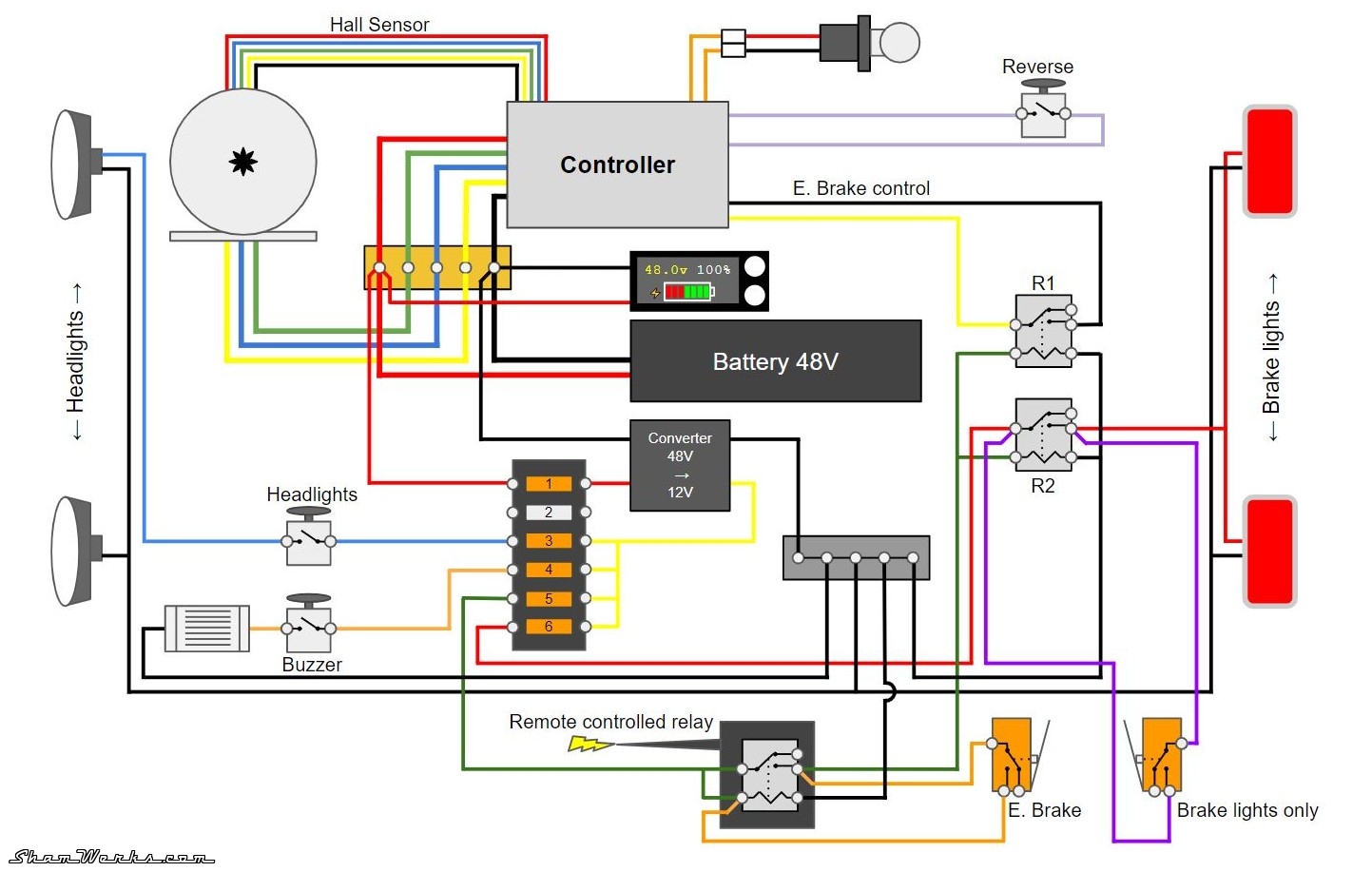
J'utilise un convertisseur/abaisseur de tension pour avoir du 12V depuis les 48V de la batterie, et par sécurité je pose une boite à fusible avant d'alimenter les différents éléments :
- un buzzer pour klaxon (actionné depuis un bouton au volant)
- les phares à LED à l'avant (ampoules LED T10)
- les feux arrières (platines 48 LEDs smd), actionnés par un microswitch en début de course de la pédale de frein
- un relais télécommandé, pour actionner le frein electrique à distance (sécurité pour quand je mets mon gamin au volant) - avec deux relais derrière pour que les feux de frein s'allument en même temps.



Premiers tours de roues
Le projet est finalement sur roues, 16 ans après avoir commencé! Ouais, je sais, je suis pas rapide hein...




- 2000W ça envoie fort! Cale en bois sous l'accélérateur impérative pour le petit, et bien content d'avoir un sélecteur de vitesses!
- En pleine accélération le train avant déleste et la direction ne devient plus qu'une vague recommandation...
 L'absence de différentiel n'aide pas évidemment.
L'absence de différentiel n'aide pas évidemment. - Je suis bien content d'avoir prévu la télécommande pour arrêter l'engin à distance, ça a évité bien des accidents à mon fils ; pour sa défense, sa conduite s'est vite améliorée et il continue de battre son propre chrono du tour du Nürbur-Green (le jardin quoi )
- Haut sur pattes + voie réduite + haute vitesse = si on tourne sec on a les roues côté intérieur qui se soulèvent facilement... Et oui, j'ai réussi à me mettre sur le flanc!
- Il faut que je raccourcisse de quelques millimètres mes biellettes de direction, pour l'instant même réglées au minimum j'ai un gros pincement sur les roues avant, ce qui donne une direction aléatoire sur terrain où le grip change.
- J'aurais dû réduire la chasse sur les fusées, la direction est un peu lourde pour le petit.
- J'aurais dû m'appliquer à faire un marbre plus sérieux, la géométrie du châssis est dans les choux... J'ai pû rattrapper un peu avec les réglages, mais ça aurait pû être beaucoup mieux.
- Les pneus ont plus de 15 ans, sont archi secs, à l'avant ils ne tiennent plus la pression ; à changer rapidement.

Il reste encore pas mal de choses à faire avant de considérer le Mini 181 terminé : peinture, pare-chocs, phares, feux de freins, assise, jauge pour la batterie... Mais le petit a pu faire ses premiers tours de jardin pour Noël, c'était le plus important!
La suite bientôt pour les finitions!
