

Posté le 15/01/2006 à 18:30
Ca vient, ca vient...

J'peux pas être partout! Un peu de patience, plus d'infos sur mon KG d'ici très peu de temps...

Posté le 21/11/2006 à 11:44
Première visite
J'avais l'envie d'un Karmann Ghia depuis un certain temps... Un peu par dépit quelque part, mes rêves de 356 s'envolant avec leur côte.
Mon seul impératif était un modèle "à petits feux", n'étant pas fan des gros feux des KG dernière génération. Je regardais donc les petites annonces depuis des mois, les bases à tarif correct se faisant rares, j'envisageais même d'en faire venir un de Californie... Jusqu'au jour de Janvier 2006 ou je tombe sur une annonce sur Flat4Ever!

 Un KG '68, ayant l'air plutôt sain, proposé à 8000 euros ; et en plus, à seulement quelques kilomètres de chez moi! Je prends contact avec le propriétaire (Mike, si tu lis cette page : many thanks!), qui m'envoie quelques photos de la bête... Rendez vous est pris rapidement pour voir l'engin de près.
Un KG '68, ayant l'air plutôt sain, proposé à 8000 euros ; et en plus, à seulement quelques kilomètres de chez moi! Je prends contact avec le propriétaire (Mike, si tu lis cette page : many thanks!), qui m'envoie quelques photos de la bête... Rendez vous est pris rapidement pour voir l'engin de près.

 Le KG est originaire Afrique du Sud (Johannesburg) : ça explique sont état de conservation plutôt au dessus de ce que l'on voit généralement. Il est d'ailleurs encore plaqué là-bas...
Le KG est originaire Afrique du Sud (Johannesburg) : ça explique sont état de conservation plutôt au dessus de ce que l'on voit généralement. Il est d'ailleurs encore plaqué là-bas...
Moteur et boite changés (boite longue + 1600 DA), véhicule entretenu chez Technifun, un shop VW du coin dont je connais bien le boss : très bien, je vais pouvoir en savoir plus sur son entretien...
 Le proprio sympa, ouvert, il m'a expliqué qu'il a ramené 3 KG d'Afrique du Sud (ou il vivait), pensant qu'en en revendant 2 ici ça lui payerait le 3ème qu'il garderait pour lui... (les 2 autres sont conduite à droite). Au final ça n'a pas franchement marché, il a eu pas mal de réparations à faire sur les voitures (j'ai les factures) + frais de douane en France plus élevés qu'il avait prévu.
Le proprio sympa, ouvert, il m'a expliqué qu'il a ramené 3 KG d'Afrique du Sud (ou il vivait), pensant qu'en en revendant 2 ici ça lui payerait le 3ème qu'il garderait pour lui... (les 2 autres sont conduite à droite). Au final ça n'a pas franchement marché, il a eu pas mal de réparations à faire sur les voitures (j'ai les factures) + frais de douane en France plus élevés qu'il avait prévu.
La peinture a été refaite (teinte d'origine, travail correct mais pas parfait) il y a quelques années.
Pas de corrosion dans les passages de roue, les longerons sont propres (juste quelques cloques d'un coté), l'aimant n'a décelé aucun mastique. Pas de rouille sur la baie de pare-brise, un ou deux points sur la lèvre inférieure du capot arrière.
Intérieur du nez propre, ferrures de pare-chocs irréprochables, aucun jeu dans les charnières de portes (surprenant!)
Joints pour la plupart en état très correct, intérieur d'origine nickel : il n'y a que le tableau de bord en "ronce de vinyl" qui fait un peu trop too much seventies à mon gout...

 Conduite : jeu important dans le boitier de direction ; le proprio m'a dit que le réglage était au max., il faudra remplacer le boitier.
Conduite : jeu important dans le boitier de direction ; le proprio m'a dit que le réglage était au max., il faudra remplacer le boitier.
Amortisseurs pas en très grande forme...
Bruit dans le compteur de vitesse : l'aiguille fonctionne, mais le totalisateur ne tourne plus ; l'horloge est présente mais non fonctionnelle. Retour automatique du commodo des clignotants défaillant. Le 1600 "en veut", très souple à conduire, pas très bruyant dans l'habitacle, mais un peu sous-alimenté, une paire de Kadrons l'aiderait surement à mieux respirer. Pas de jeu perceptible à la poulie vilebrequin.
 Bruit de câble qui claque dans la poutre centrale quand on débraye ; le chauffage a été "supprimé" en Afrique du Sud : il m'a expliqué qu'ils ne l'utilisent pas là bas... En fait, seuls les tubes cartons reliant la turbine aux boite de chauffage on été retirés : boites, manchons, tout est là pour remettre le chauffage. L'arrière semble affaissé par rapport à l'avant : barres de torsion fatiguées?
Bruit de câble qui claque dans la poutre centrale quand on débraye ; le chauffage a été "supprimé" en Afrique du Sud : il m'a expliqué qu'ils ne l'utilisent pas là bas... En fait, seuls les tubes cartons reliant la turbine aux boite de chauffage on été retirés : boites, manchons, tout est là pour remettre le chauffage. L'arrière semble affaissé par rapport à l'avant : barres de torsion fatiguées?
Dixit le proprio, il y a eu 2 chocs sur la caisse dans le passé : un sur l'aile arrière gauche, un sur le cuvelage de phare gauche. Ce dernier n'a pas été très bien réparé, un peu de mastic (l'aimant colle quand même, il doit pas y en avoir de trop) et la peinture fendille. Les planchers sont corrects mais pas nickels sous les moquettes...
Bref! L'engin n'est pas parfait, mais me semble plutôt sain par rapport à ce que l'on voit habituellement. Le tableau de bord façon bois n'est vraiment pas très chouette, je préférerais un modèle plus ancien avec les 2 gros compteurs... Mais bon, là au moins, il est complet, et train avant à rotules + disques, j'ai un engin capable de rouler l'esprit serein.
Quelques discussions et 7500 euros plus tard, j'en deviens donc propriétaire!
Mon seul impératif était un modèle "à petits feux", n'étant pas fan des gros feux des KG dernière génération. Je regardais donc les petites annonces depuis des mois, les bases à tarif correct se faisant rares, j'envisageais même d'en faire venir un de Californie... Jusqu'au jour de Janvier 2006 ou je tombe sur une annonce sur Flat4Ever!




Moteur et boite changés (boite longue + 1600 DA), véhicule entretenu chez Technifun, un shop VW du coin dont je connais bien le boss : très bien, je vais pouvoir en savoir plus sur son entretien...


La peinture a été refaite (teinte d'origine, travail correct mais pas parfait) il y a quelques années.
Pas de corrosion dans les passages de roue, les longerons sont propres (juste quelques cloques d'un coté), l'aimant n'a décelé aucun mastique. Pas de rouille sur la baie de pare-brise, un ou deux points sur la lèvre inférieure du capot arrière.
Intérieur du nez propre, ferrures de pare-chocs irréprochables, aucun jeu dans les charnières de portes (surprenant!)
Joints pour la plupart en état très correct, intérieur d'origine nickel : il n'y a que le tableau de bord en "ronce de vinyl" qui fait un peu trop too much seventies à mon gout...


Amortisseurs pas en très grande forme...
Bruit dans le compteur de vitesse : l'aiguille fonctionne, mais le totalisateur ne tourne plus ; l'horloge est présente mais non fonctionnelle. Retour automatique du commodo des clignotants défaillant. Le 1600 "en veut", très souple à conduire, pas très bruyant dans l'habitacle, mais un peu sous-alimenté, une paire de Kadrons l'aiderait surement à mieux respirer. Pas de jeu perceptible à la poulie vilebrequin.

Dixit le proprio, il y a eu 2 chocs sur la caisse dans le passé : un sur l'aile arrière gauche, un sur le cuvelage de phare gauche. Ce dernier n'a pas été très bien réparé, un peu de mastic (l'aimant colle quand même, il doit pas y en avoir de trop) et la peinture fendille. Les planchers sont corrects mais pas nickels sous les moquettes...
Bref! L'engin n'est pas parfait, mais me semble plutôt sain par rapport à ce que l'on voit habituellement. Le tableau de bord façon bois n'est vraiment pas très chouette, je préférerais un modèle plus ancien avec les 2 gros compteurs... Mais bon, là au moins, il est complet, et train avant à rotules + disques, j'ai un engin capable de rouler l'esprit serein.
Quelques discussions et 7500 euros plus tard, j'en deviens donc propriétaire!
Posté le 23/04/2007 à 17:54
Accessoire d'époque...
|
En attendant de pouvoir demander à La Guèpe de me faire des baquets de rêve (cf. le KG en cours de resto de Soldeli), le Karmann vient de recevoir une paire d'appuis-tête... Ce sont des accessoires d'époque, qui se pincent autour du dossier du siège. Moi ça me rassure un peu, je pense toujours au "coup du lapin" dans le KG (mais pas dans la '59 ni le 181, bizarrement!)... Et puis ça leur donne un petit coté 911 à mes sièges, non?
|
 |


Posté le 03/07/2007 à 01:17
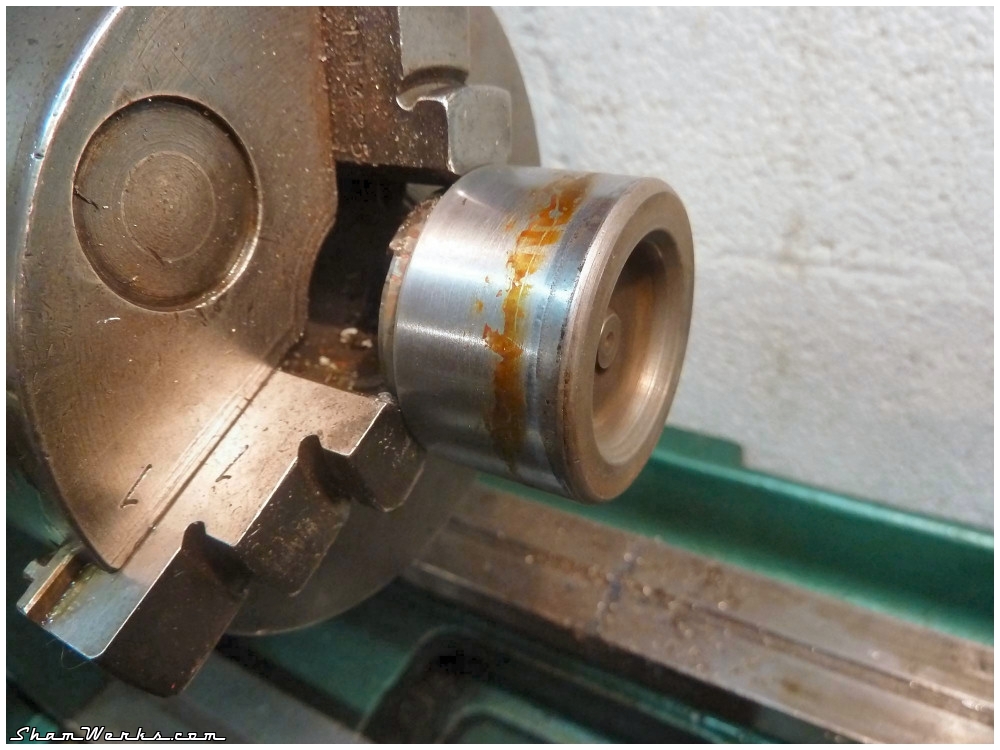
Quizz
|
Et hop, un petit quizz... Va falloir être rapide, ça va être facile pour les connaisseurs...
Le joli coeur sur la droite est une photo de détail d'une pièce, longtemps recherchée, et qui va bientôt rejoindre le Karmann... Non sans avoir d'abord subit une petite "remise en forme"... Alors, quelle est cette pièce? A vous de jouer! (attention, seule une réponse précise sera valide... Faut pas que ce soit trop simple non plus...) |
 |
 |
>> Edit 2007-07-05 : La réponse a été trouvée par Nico... Cliquez pour voir la réponse en photo!


Posté le 11/07/2007 à 16:02
Tests de polissage...



Je cherche à valider ma méthode de polissage avant de l'appliquer à mes jantes... Je fais mes tests sur mes cabochons, en attendant...
Le résultat est plutôt pas mal, mais pas aussi profond que je le veux : il y a trop de micro-rayures, visibles en lumière rasante. C'est que je me suis arrêté au papier abrasif 1000...
Prochain test en reponçant au 1200, 1500 puis 2000 à l'huile, dès que j'aurai reçu ma commande d'abrasifs...
Promis, je vous prépare un tutorial...
Posté le 14/07/2007 à 15:56
Tests de polissage 2...


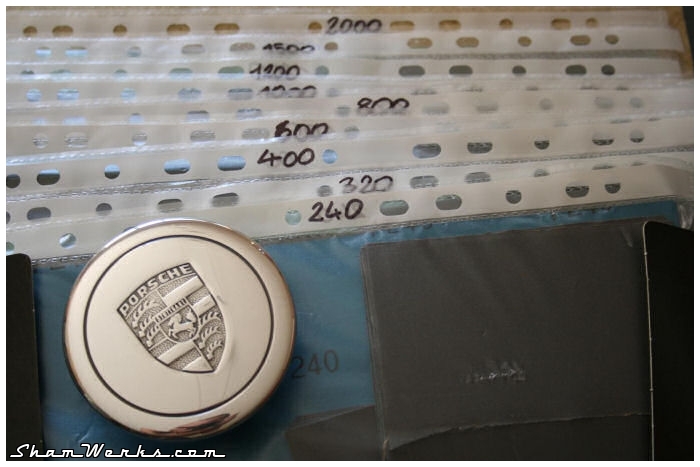
Cette fois je pense avoir validé ma méthode de polissage... Premier ponçage au grain 240 juste pour virer l'anodisation, puis 320, 400, 600, 800, 1000, 1200, 1500, et enfin 2000 (tout ça à l'eau, évidemment).
Puis, polissage en deux fois, au coton cousu puis non cousu, avec deux pâtes à polir différentes. Le résultat est très correct (cf. photo de gauche)...
Le premier point est de ne pas de tromper dans l'ordre des papiers abrasifs utilisés : je me suis organisé une pochette classée avec les différents grains, déjà découpés à la bonne taille, pour me faciliter la tâche (cf. photo de droite).
Allez, je retourne sur mes jantes...
Posté le 22/07/2007 à 19:28
De feu et de Glace
 Juste une photo, sans aucune manipulation Photoshop, juste prise avec un temps de pose long (20 secondes) et les techniques d'éclairage de LostAmerica.com... Joli non? (cliquez l'image pour agrandir)
Juste une photo, sans aucune manipulation Photoshop, juste prise avec un temps de pose long (20 secondes) et les techniques d'éclairage de LostAmerica.com... Joli non? (cliquez l'image pour agrandir)
Peu de mises à jour en ce moment, plein de choses dans la tête bien moins futiles que tout ça...
Posté le 08/01/2009 à 13:50
KG vu du Ciel




Oui, c'est bien mon KG, garé sur le parking de mon ancien chez-moi, repéré par les satellites de Google (photo du centre) et les avions de Microsoft (photos gauche et droite)! Un petit coté Yann Arthus Bertrand (La Terre vue du Ciel), quelque part...
Cliquez les images pour accéder aux cartes...
Et vous, on les voit vos jouets depuis le ciel?
[via Google Maps et Live Maps]

Posté le 10/07/2013 à 23:23
Kitty Upgrade : Fuchs time!

En fait, je suis en train de faire beaucoup de travaux sur Kitty (le petit nom de mon KG) en ce moment, et ça me prend plus de temps que prévu... Et j'attendais d'avoir fini certaines grandes étapes avant de vous poster tout ça ici!
Attendez vous donc à toute une série d'articles "Kitty Upgrade" ; à propos, un grand merci à Bazoom qui m'a fait le dessin en titre de ces posts, et qui représente ce que devrait devenir mon KG à terme! Ouais, je sais, y'a du taf pour en arriver là!
L'une des modifications prévues de longue date est l'installation des Fuchs présentées ici il y a... Pfiou, bientôt 6 ans!
Des véritables Porsche Deep Fuchs d'avant février '71, pas des copies, en 5.5" devant et 6" derrière... Überlike! :

Donc passage en premier chez un décapeur pour virer les couches de peinture. Il n'a d'ailleurs jamais réussi à virer la peinture noire d'origine Porsche, même après 4 passages au bain de décapant! C'était de la bonne came à l'époque!
Ensuite, direction Moriano pour polissage intégral. Note un peu salée, mais travail irréprochable, on croirait qu'elles sont chromées.
Et pour ceux qui me disent "ouh là là ça brille trop c'est bling faut les détailler", ben non, moi elles me plaisent comme ça, elles resteront polies intégralement! (du moins jusqu'au jour où j'en aurai marre de frotter!)





J'ai donc commencé par écumer les forums VW (F4E, FKG, TheSamba...) pour noter ce que les autres avaient monté. J'ai compilé tout ça dans un fichier Excel, qui pourra servir à ceux qui veulent monter des Fuchs sur un KG : à télécharger ici, vous me remercierez plus tard...
Finalement, je me suis décidé sur des Yokohama 165/65 R15 à l'avant, et du 185/65 R15 à l'arrière, commandés chez 123pneus (livré comme d'hab' en 48H, toujours une bonne adresse!). Les pneus sont montés avec des chambres, c'est pas optimal comme montage, mais bon, pas le choix avec les Deep Fuchs d'époque, elles ont pas les talons pour monter des tubeless...

En revanche derrière ça ne passe pas du tout, mais ça, je le savais déjà.
J'en profite pour monter des amortisseurs Koni rouges réglables aux 4 coins, tant qu'à travailler la liaison au sol, autant le faire bien. A ce propos, les Konis étaient en ruptures chez les annonceurs VW, mais bien disponibles directement sur le site Koni-Shop, pour moins cher d'ailleurs, et livrés en 24H, imbattable!
La suite... Demain!
Posté le 11/07/2013 à 23:02
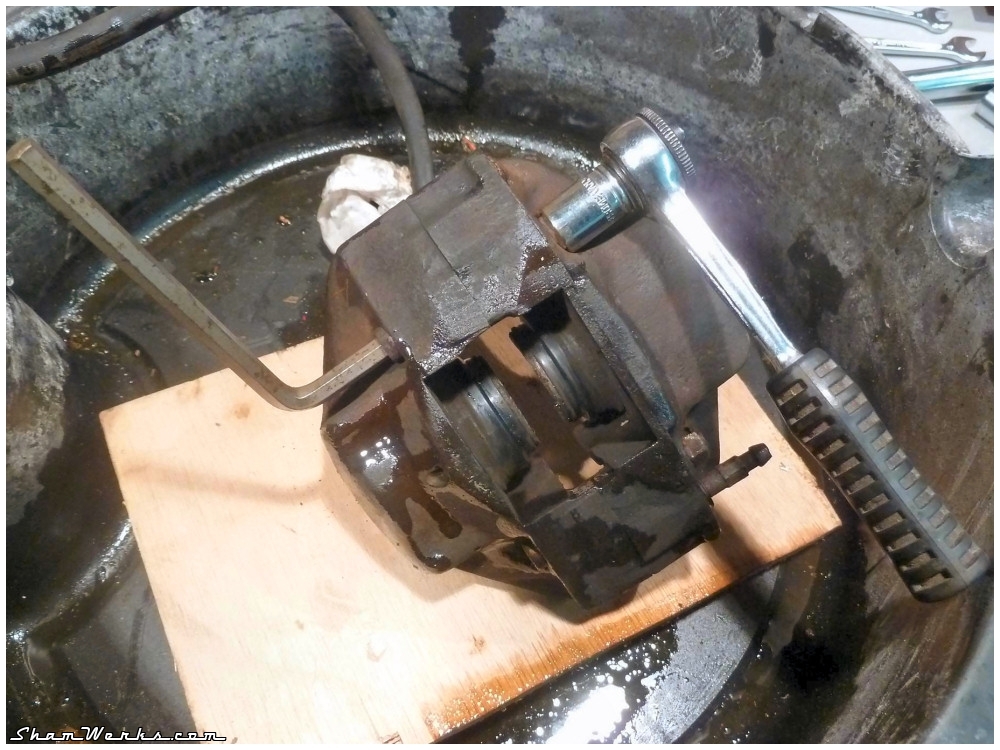
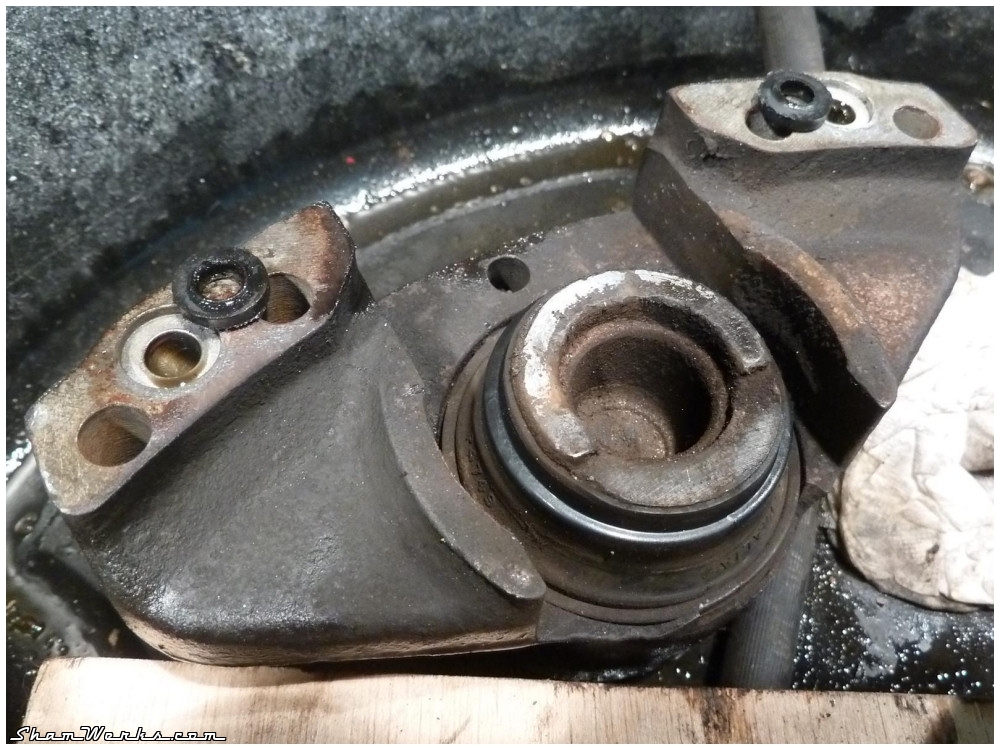
Kitty Upgrade : les freins!
Donc en avant, tant qu'on y est, on refait le tout à neuf!
À l'avant:
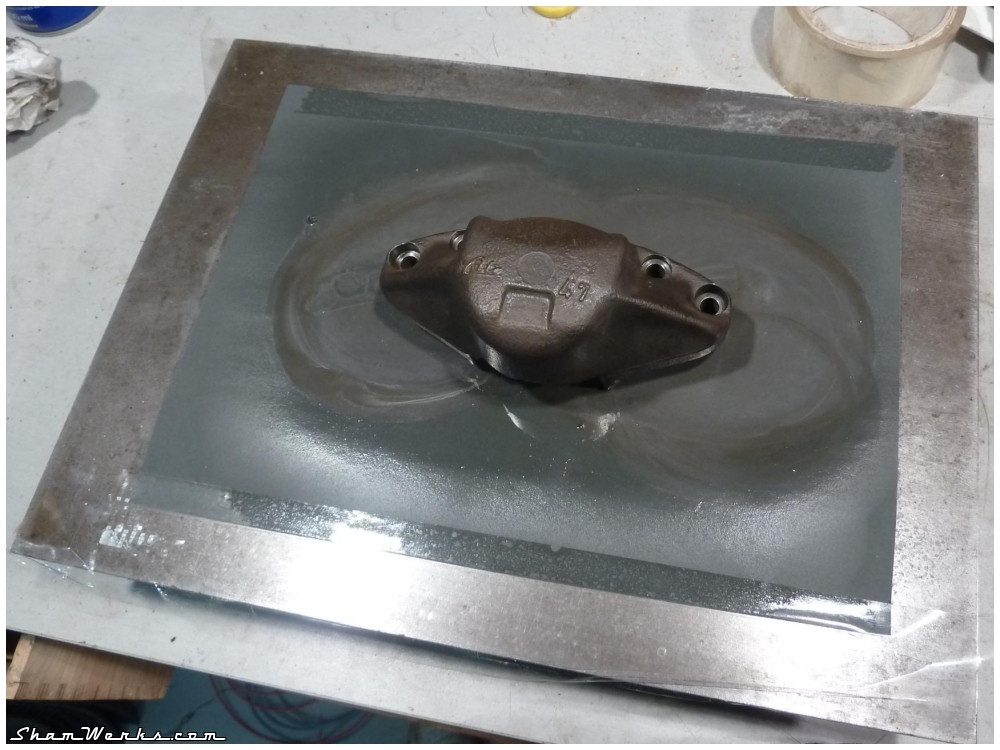
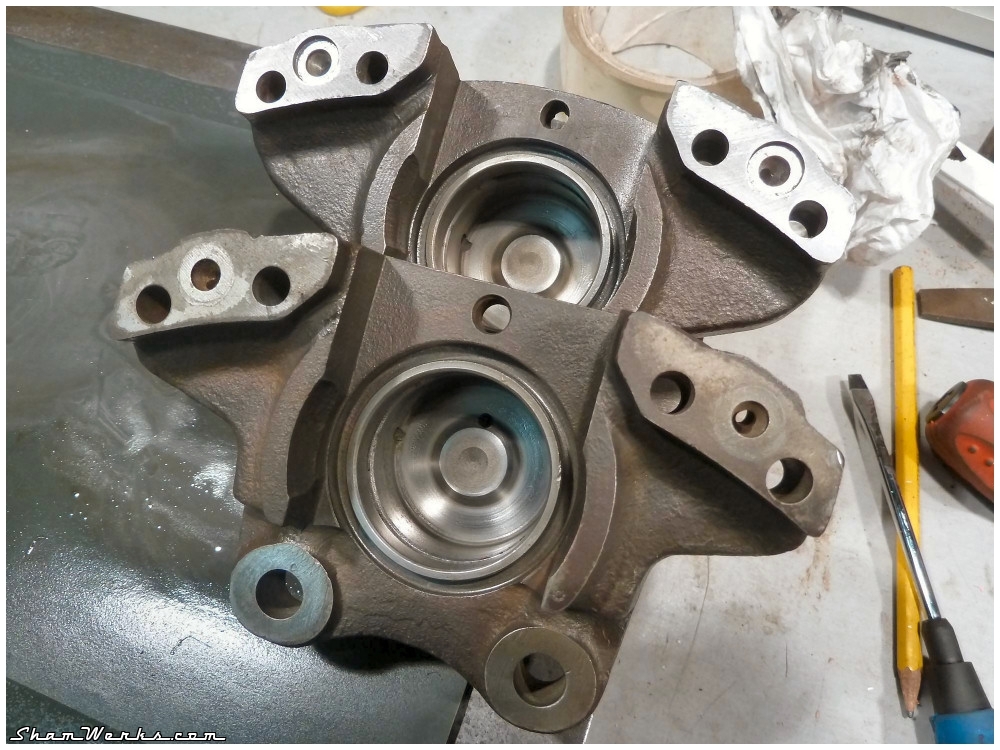
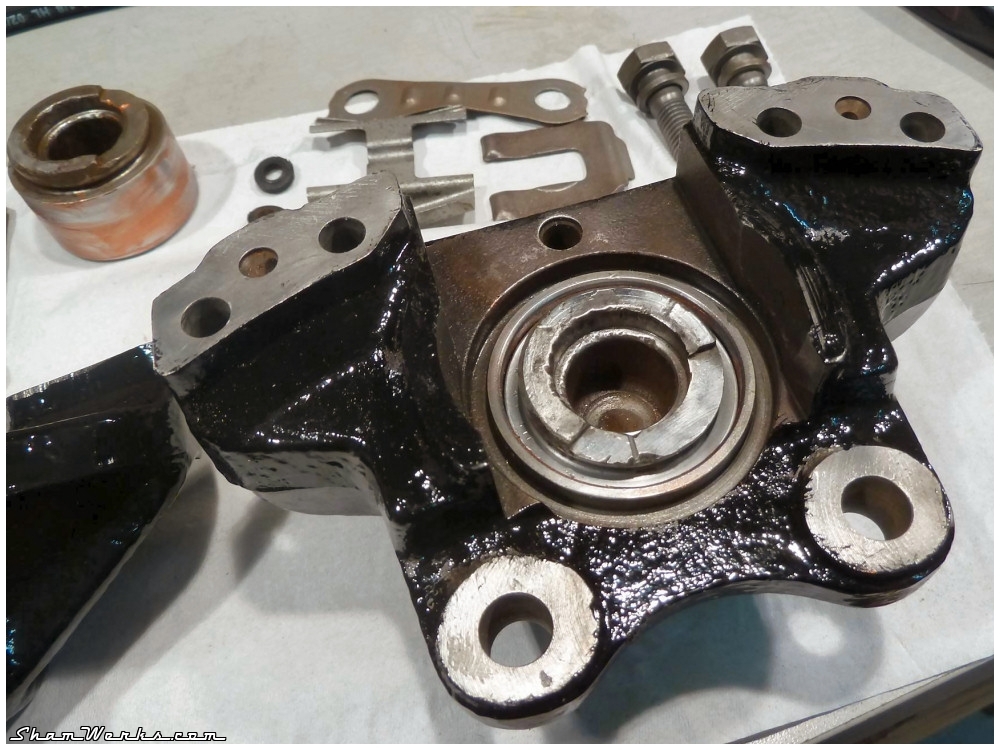
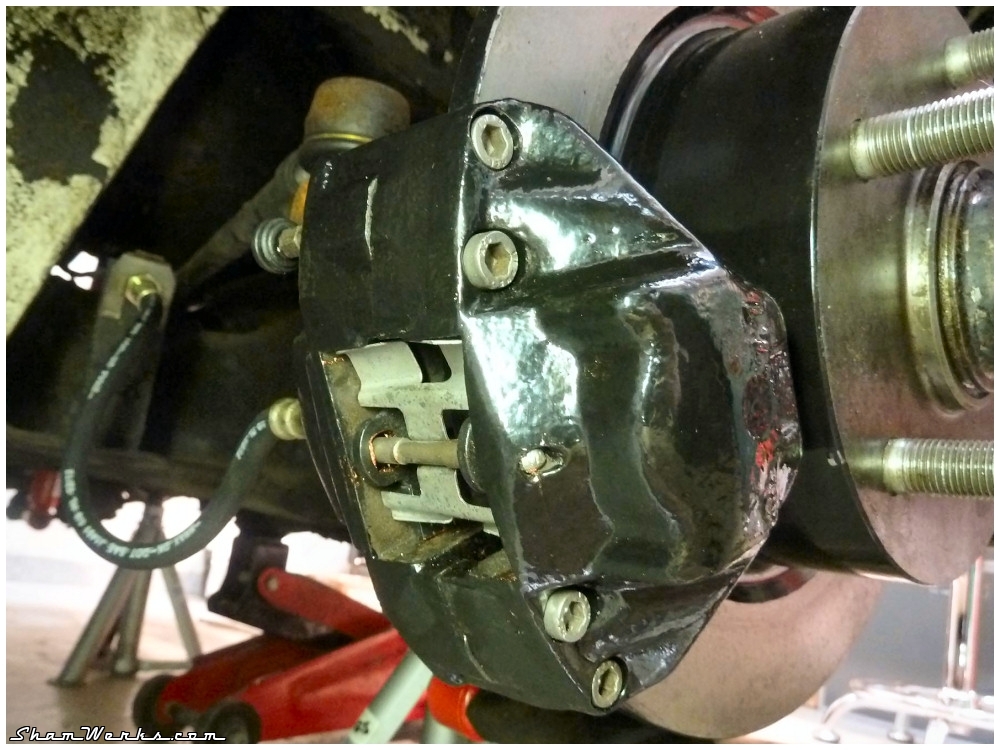
Changement des disques et roulements par du neuf (merci Laurent!), et réfection complète des étriers : kit réfection VW Classic, plaquettes et flexible neufs, boulonnerie microbillée, étriers peints (kit Foliatec). Je voulais les peindre en rouge au départ, mais finalement je trouvais ça trop "bling", noir brillant c'est quand même plus classe.Pourquoi les peindre? Pour ne pas avoir un vilain étrier rouillé qui apparaît au travers des branches des Fuchs!










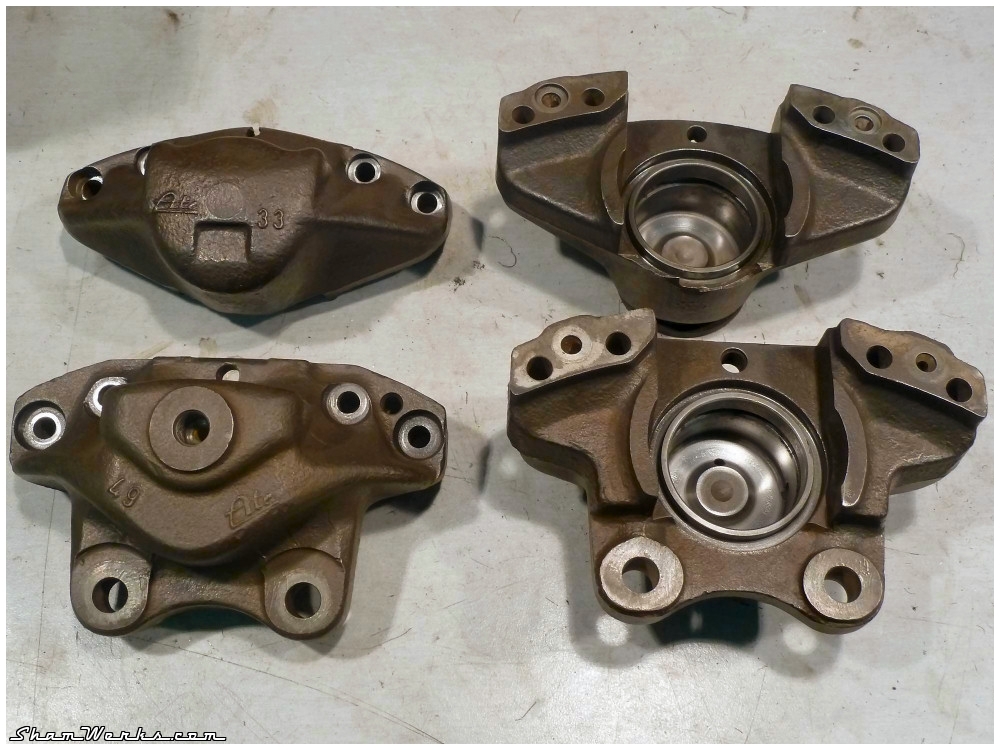













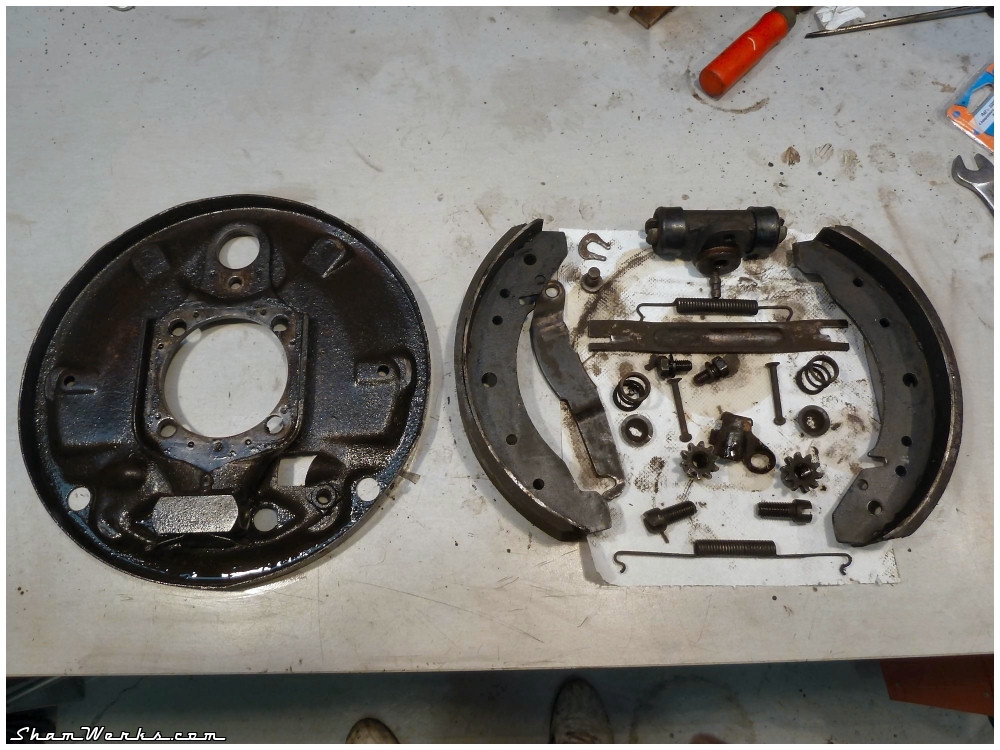
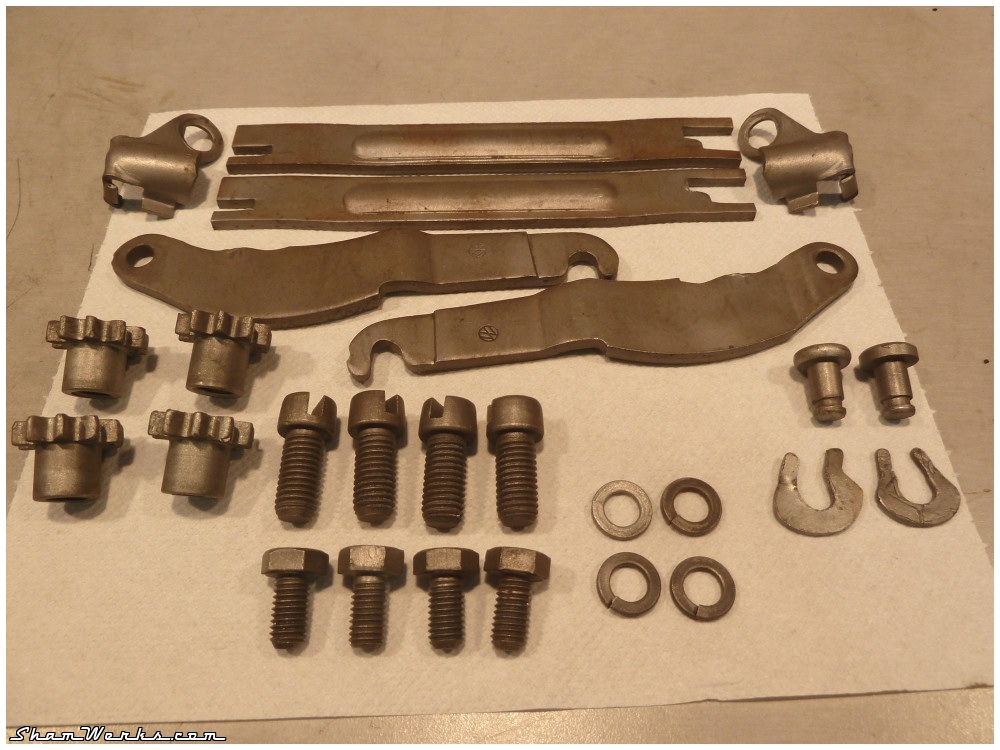
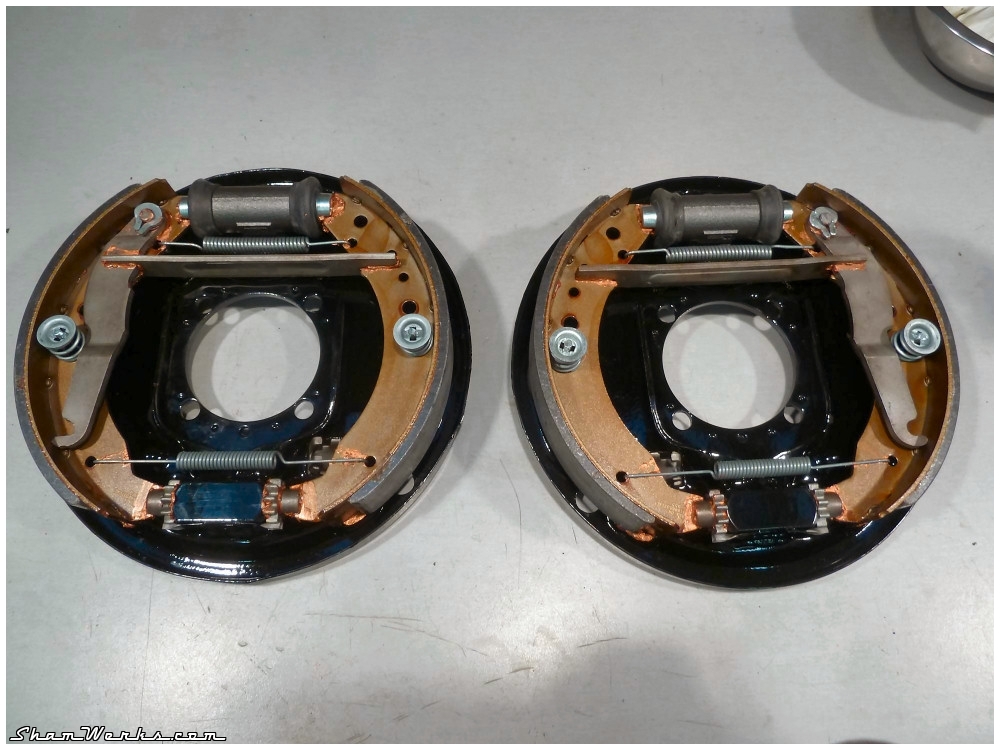
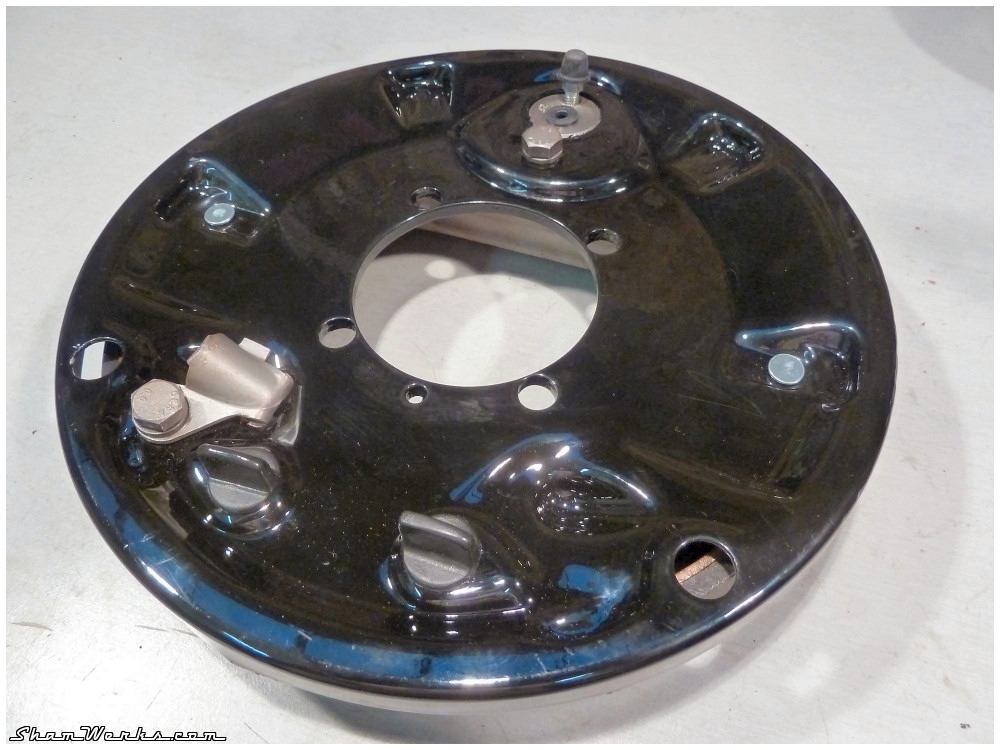
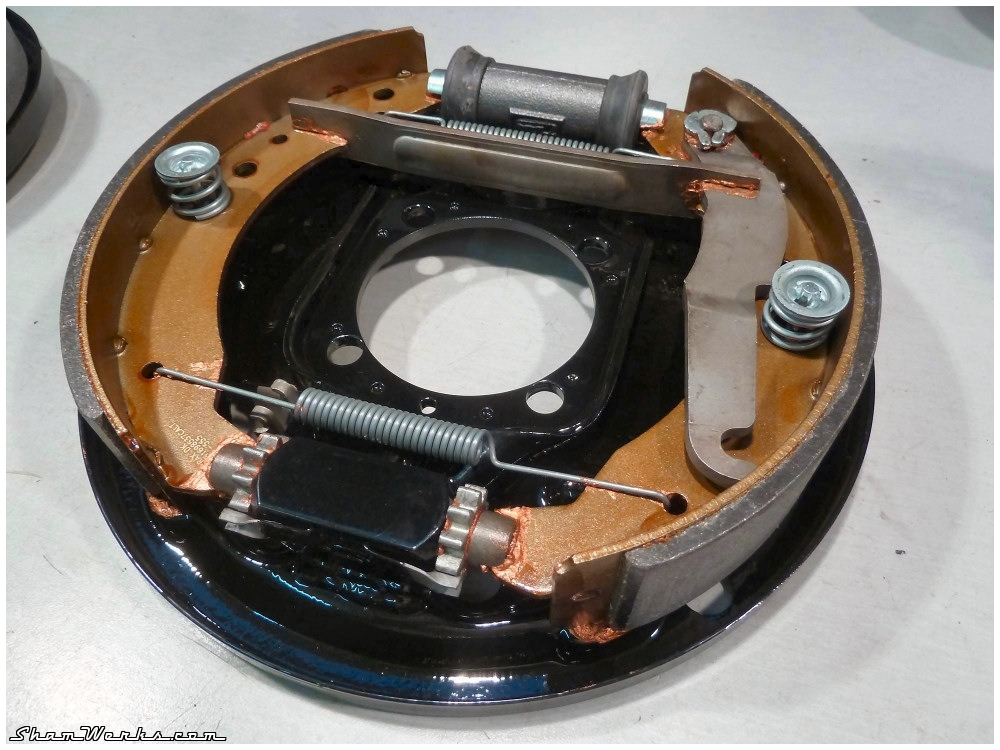
À l'arrière :
Réfection complète à l'arrière aussi : dégraissage/sablage/peinture des flasques, microbillage de la boulonnerie, et remontage avec cylindres/garnitures/ressorts neufs!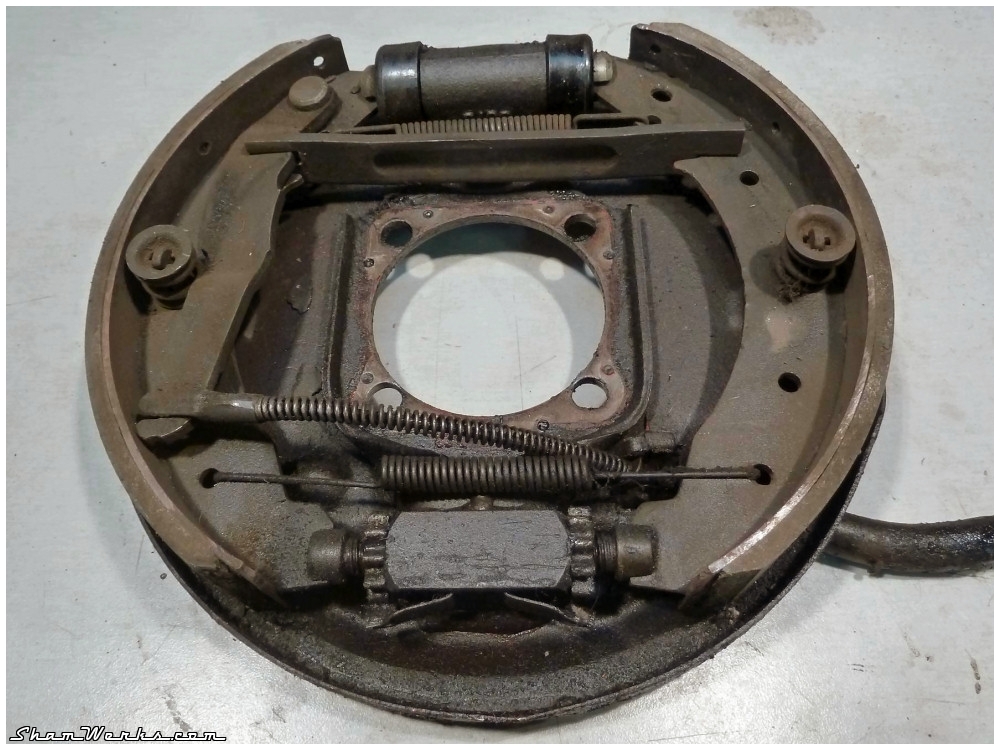



Posté le 12/07/2013 à 17:20
Kitty Upgrade : Pédalier
Pour changer ce câble, il faut sortir le pédalier, mais quand j'ai vu sa tête, j'ai préféré lui redonner un coup de jeune avant le remontage! En avant, désassemblage / nettoyage / sablage / peinture, microbillage de la quincaillerie, remontage avec des pièces neuves...
Voilà le genre de contretemps qui me fout en l'air mon planning... Ça, et les délais VW Classic.






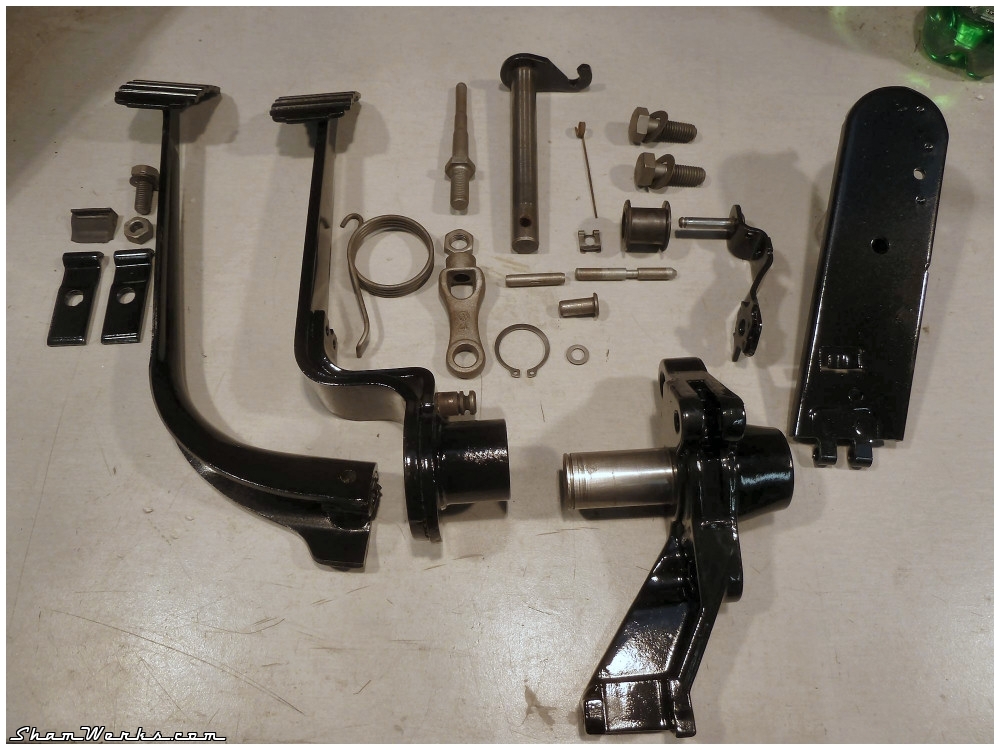




Par contre au sablage une micro félure est apparue à la base de la pédale d'embrayage, il n'est pas impossible que je doive redémonter pour souder ça... On verra si ça tient une fois boite/moteur remontés.
C'est tout pour aujourd'hui, la suite très vite!
Posté le 18/09/2013 à 01:27
Kitty Upgrade : Passage en Trompettes Courtes
Mon KG étant un '68, son train AR est en trompettes longues, en passant en courtes je gagne 3cm de voie de chaque coté... Donc en avant, je déniche un set de trompettes courtes sur LeBonCoin, y'a plus qu'à!
La procédure est décrite dans les VW Tech N°14, et N°15, et le calage des arbres dans le N°60 ; pour avoir une référence, je photocopie tout ça et les met dans un classeur, dans des pochettes plastiques, comme ça pas de prob avec les doigts gras au garage...
Le moteur est descendu sans trop de problèmes (merci Flo pour le coup de main), mis à part un écrou d'échappement trop rouillé... J'ai eu le dernier mot avec une scie à métaux, de toutes façons l'échappement sera changé.


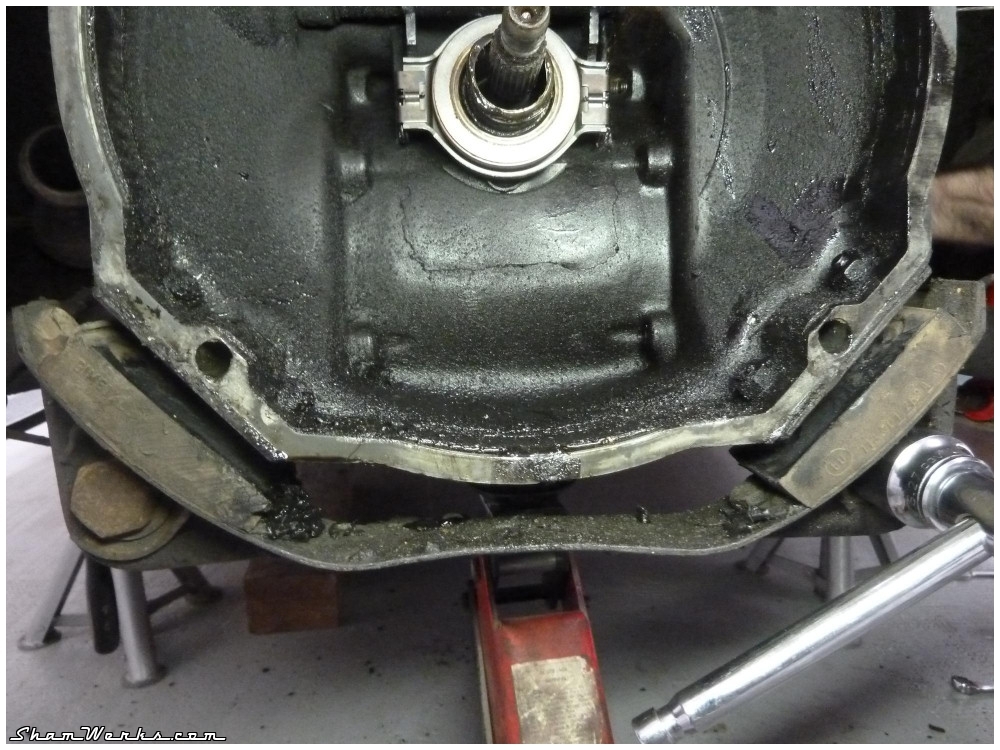




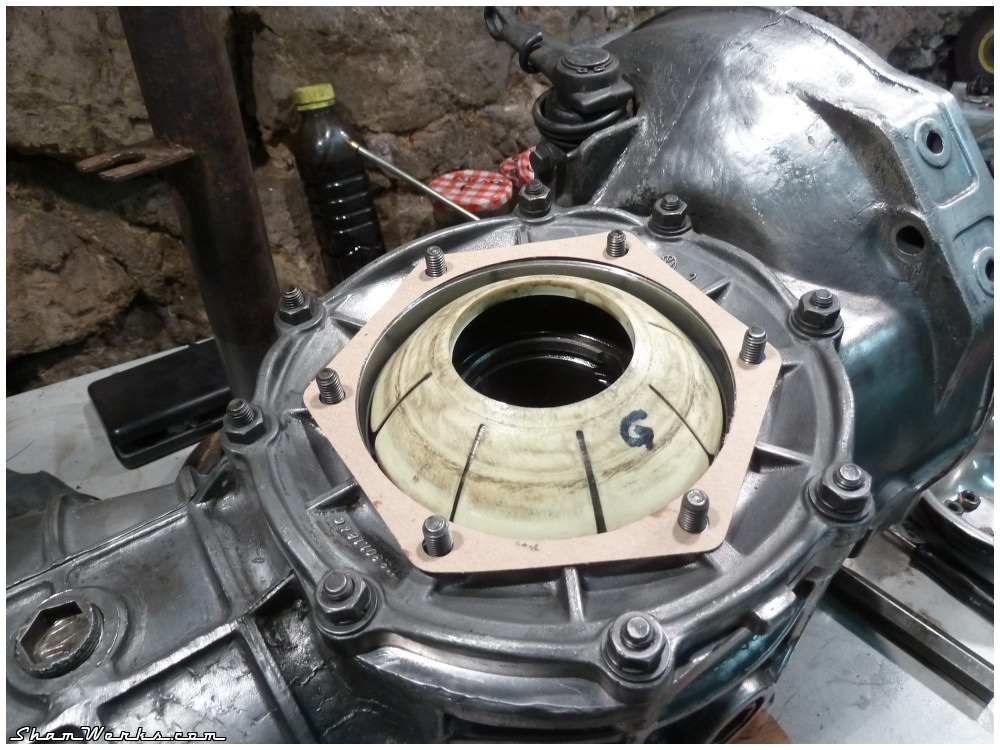
La boite est dépoilée de ses trompettes en utilisant un extracteur de chez Casto-Merlin que j'ai modifié. Les soufflets ont bien besoin d'un remplacement...
Les planétaires sont extraits, non sans difficulté car le calage n'avait pas été fait lors de son échange standard : trop de jeu latéral, le clip talonnait dans son logement, ce qui l'a maté. Il faudra jouer de la Dremel pour reprendre très légèrement la lèvre du logement, et permettre aux planétaires de sortir...



Le différentiel est soigneusement bouché au Duct Tape pour éviter de mettre des m*rdes dedans durant le nettoyage...




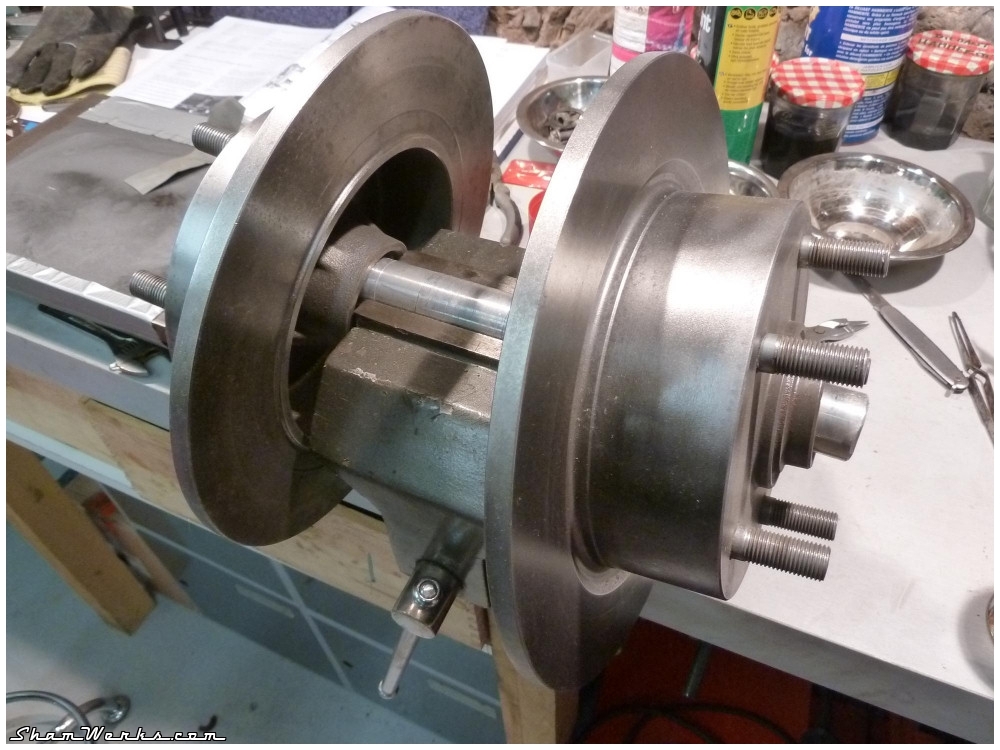
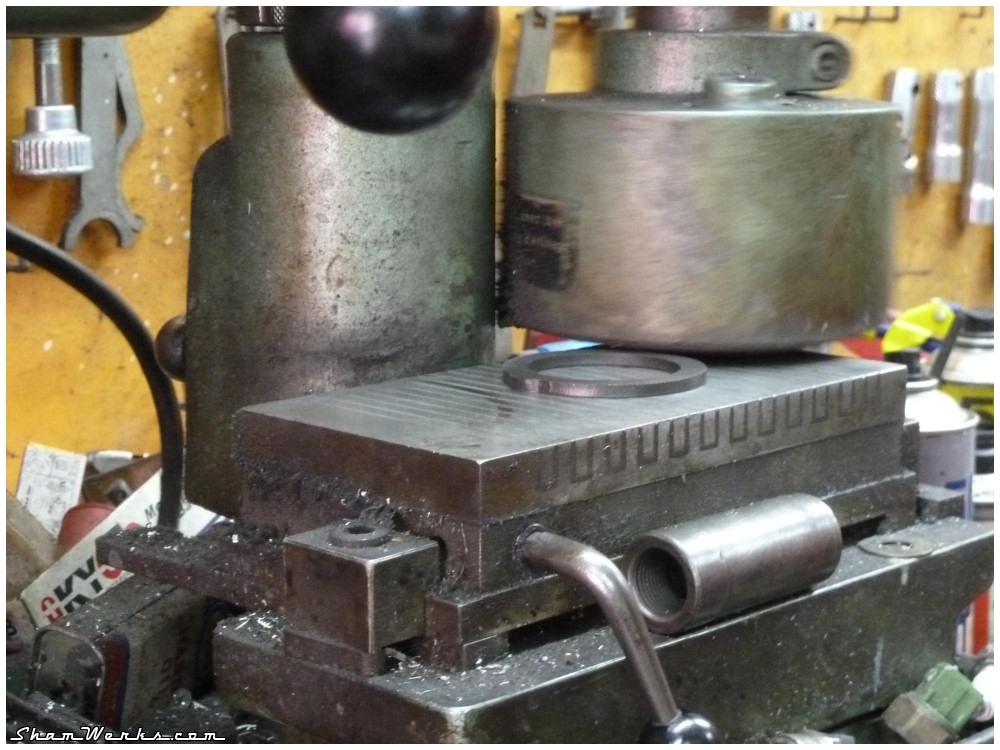
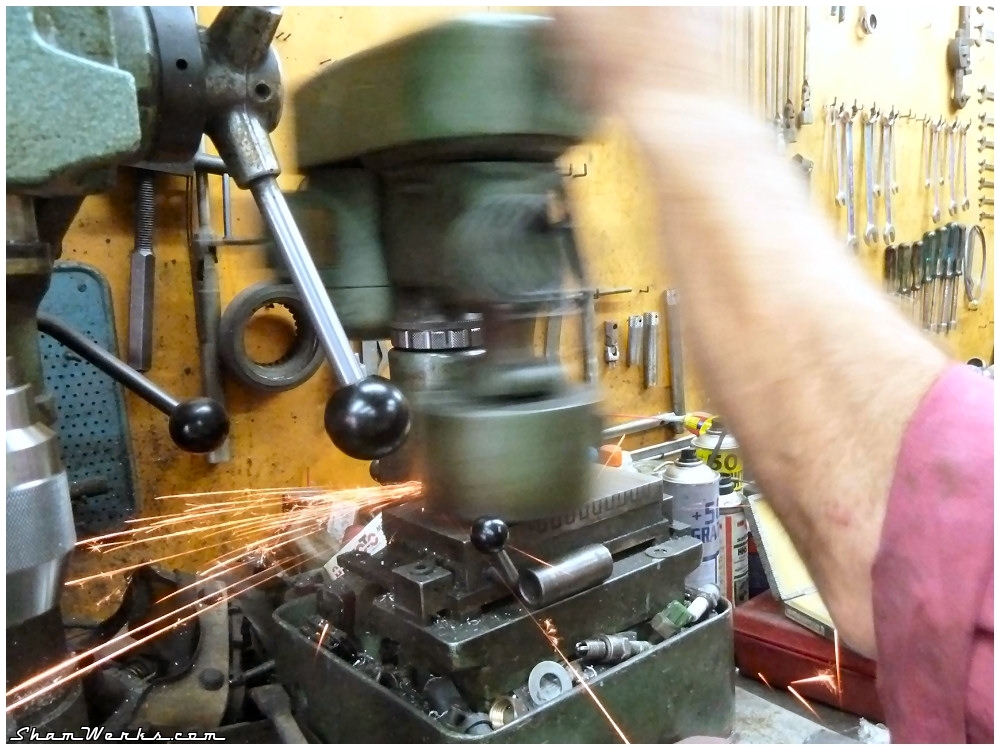
La version courte fait gagner environ 30mm ; les axes de transmission, eux, sont plus courts d'environ 45mm : en fait, les cannelures elles mêmes font 15mm de moins, c'est là qu'est la différence... Il faut d'ailleurs usiner les nouveaux tambours pour leur retirer 15mm pour ce montage!



Pour monter des soufflets non fendus, deux solutions : soit on a une presse hydraulique pour sortir les manchons (l'extrémité de la trompette coté roué, en fonte), on disque le support de rigide de frein, et on glisse le soufflet le long de la trompette... Avant de remettre le manchon en place, toujours à la presse.
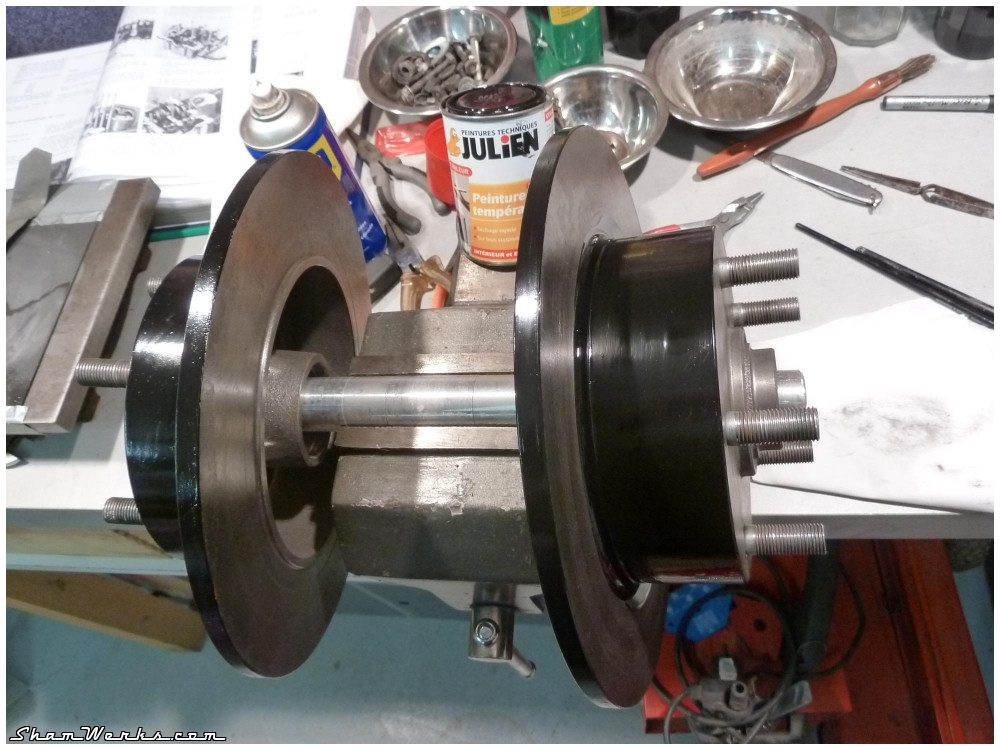
Ou alors, si on n'a pas de presse (comme moi), on utilise la solution décrite dans le manuel d'atelier VW d'époque ; ça a l'air un peu barbare, mais en fait ça se fait bien!
Pour ceux qui voudraient se lancer, j'ai fait une petite vidéo pour décrire comment faire (et ne pas faire, j'en ai déchiré un!) :


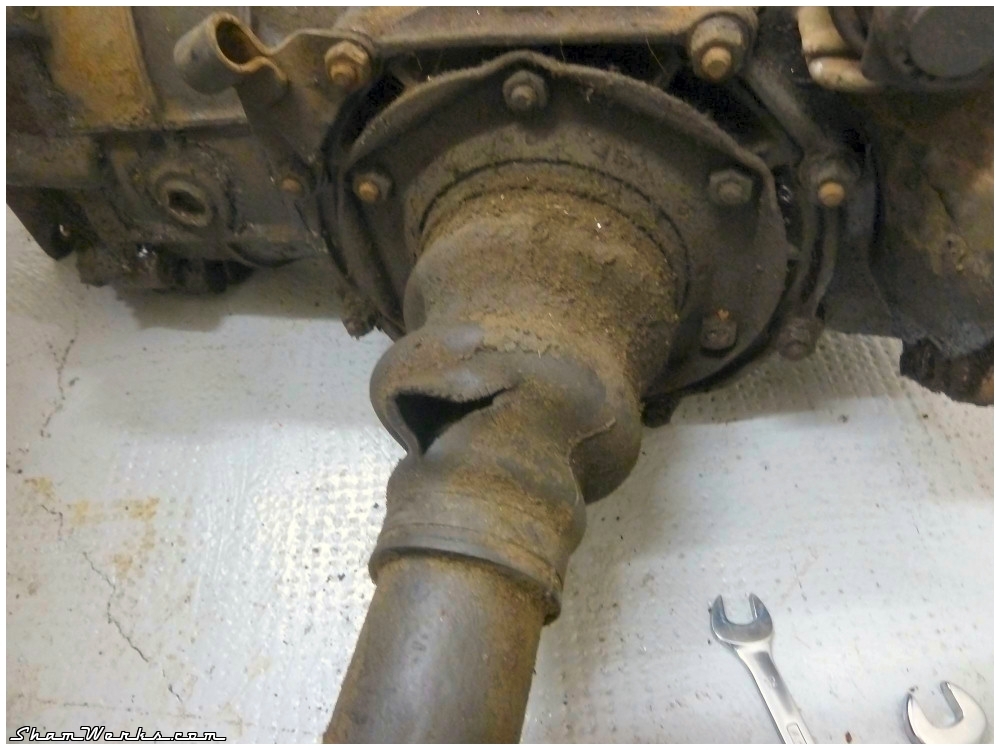
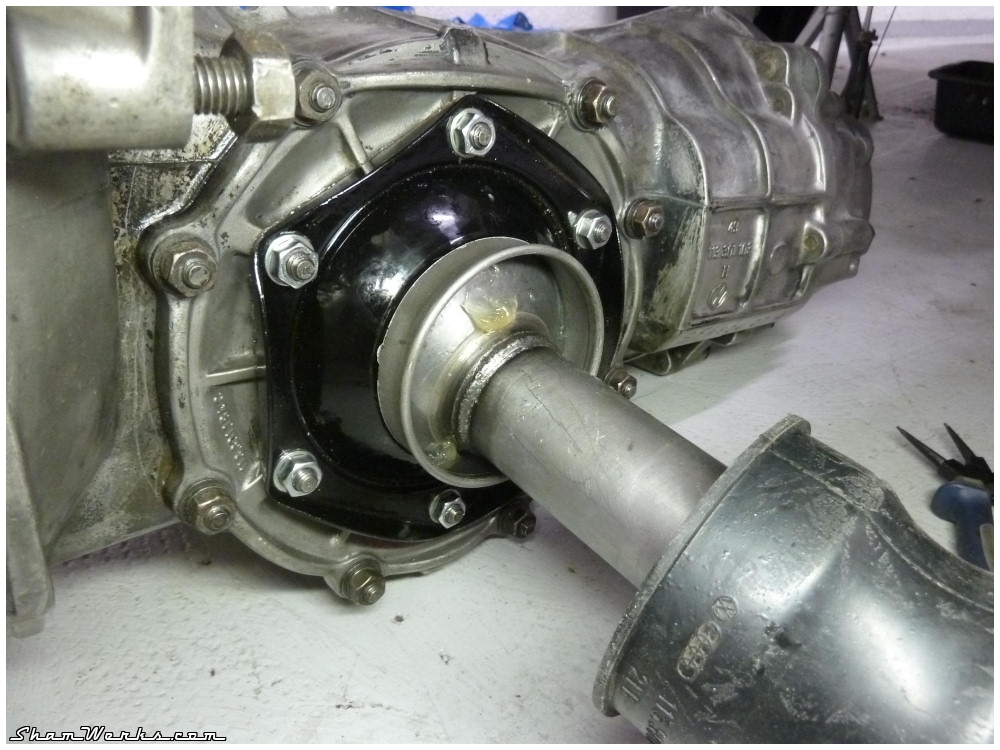
Voilà le résultat : clean non?
En détaillant le soufflet que j'ai fendu au montage, on voit bien qu'il a lâché au niveau de la "soudure" du moulage, il doit y avoir un point de faiblesse à cet endroit, et j'ai commis l'erreur de forcer sur ce point précis avec mon tournevis... Si vous tentez l'opération, ne faites pas comme moi!



Et quelques jours plus tard... TAAAADAAAAA!







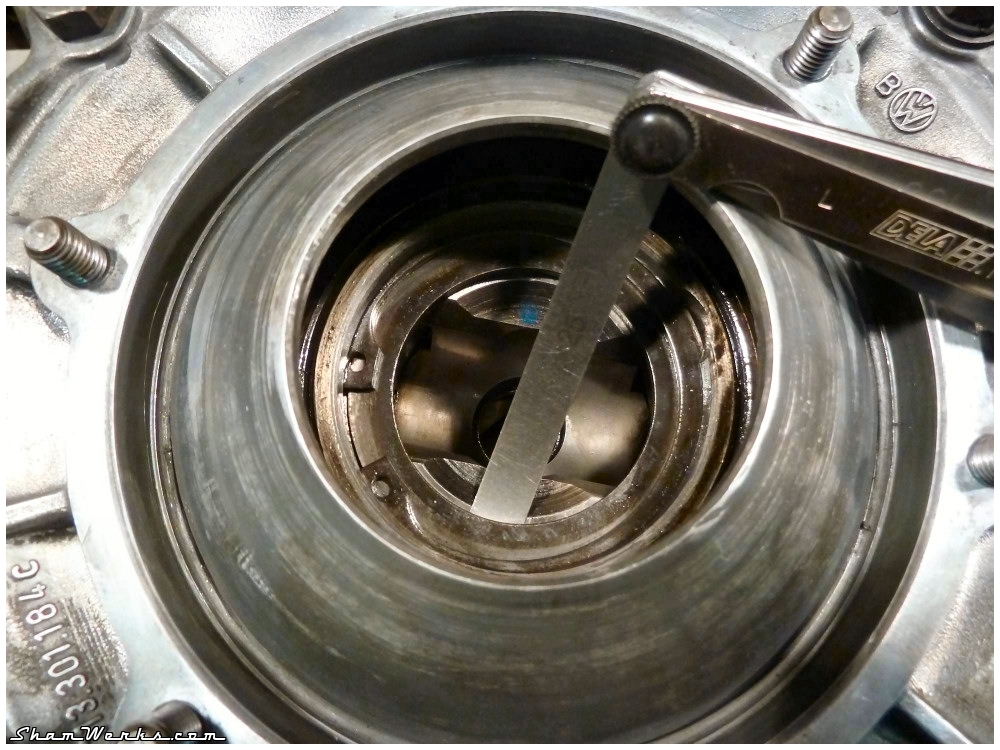
Comme dit plus haut, le calage des planétaires n'avait pas été fait. Du coup, je reprends ça comme il faut...
Il y a 3 jeux à contrôler sur les planétaires, la RTA donne les tolérances :
- entre les cotés de la queue de poisson et le corps du planétaires ; entre 0.03mm et 0.1mm avec une préférence pour un jeu serré. Ma cale la plus fine, 0.04mm, passe serrée à droite, et 0.05mm à gauche... Je considère que je suis bon ; je suis juste un peu serré parce que les repères couleur ne correspondent pas entre les arbres de transmission et les planétaires.
- entre le plat de la queue de poisson et les demi-lunes : il faut entre 0.1mm et 0.3mm, avec une préférence pour 0.15mm/0.20mm. Je suis dans les clous, 0.15mm à gauche, 0.16mm à droite.
- C'est maintenant que ça se complique : planétaires dans le différentiel, cale à oreille et circlip en place, on doit avoir entre 0.05mm et 0.2mm, avec une préférence pour un jeu serré. Or j'ai 0.27mm à droite et 0.25mm à gauche... Pas bon.



Plan B, donc, j'ai commandé les rondelles calibrées chez VW Classic (2 mois d'attente, faut être patient... Je prend des circlips neufs en même temps, pour avoir un montage propre), en 3.9mm, 4.0mm et 4.2mm (la cote max), en espérant avoir le bon modéle au montage. D'ailleurs au passage on voit deux qualités différentes : les 3.9mm et 4.2mm sont bien finies, et précisément calibrées ; en revanche celles en 4.0mm ont un état de surface vraiment moyen, et surtout accusent 4.42mm au pied à coulisse!


Direction chez JLC (merci Jean-Louis!) pour quelques coups de rectifieuse bien placés... Et hop, calage aux p'tits oignons, presque serré, je serai nickel après quelques kilomètres!

Il n'y a plus qu'à enquiller la boite à sa place dans la voiture... Enfin!
Je remonte le tout avec des silentblocs neufs et plus durs, roulements et joints neufs coté roue...


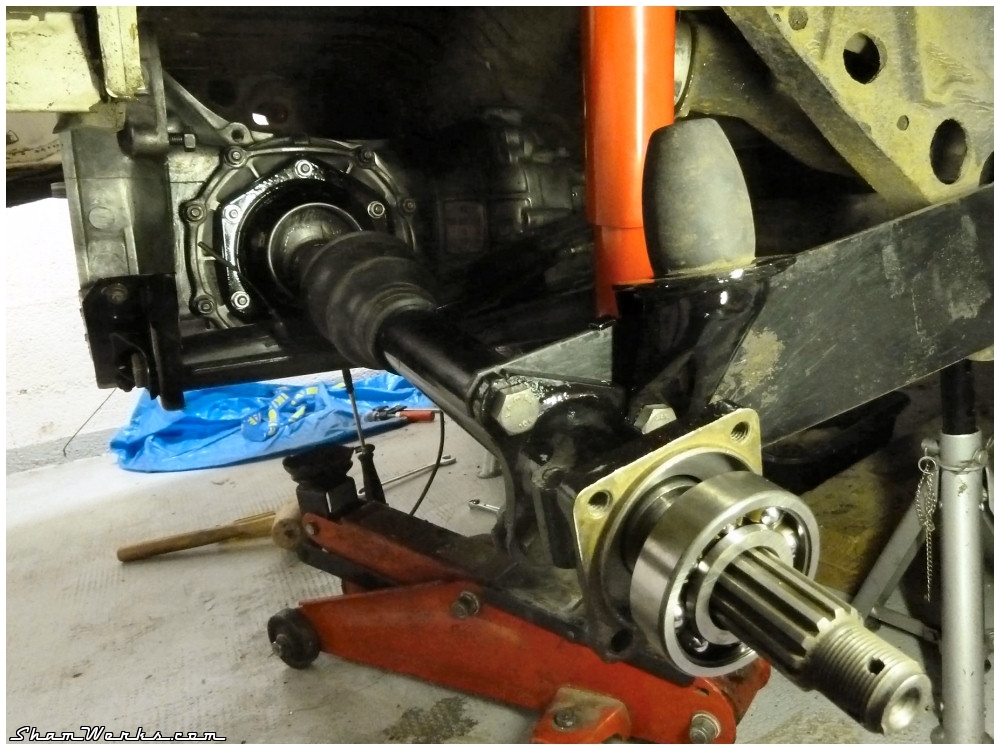

Tout ça pour ça! Au moins les roues passent largement, je dois même pouvoir augmenter un peu les cales derrière les jantes (là il y en a déjà, de 8mm seulement).




J'ai pas résisté à l'envie de faire un coup de Photoshop rapide pour voir à quoi ça devrait ressembler!
{kind=link}
Pas mal, mais ça sera pour plus tard!