Kitty Injection : 1776 part. 2
Voilà un article qui se sera fait attendre... Ça avance doucement, mais ça avance!
Carter
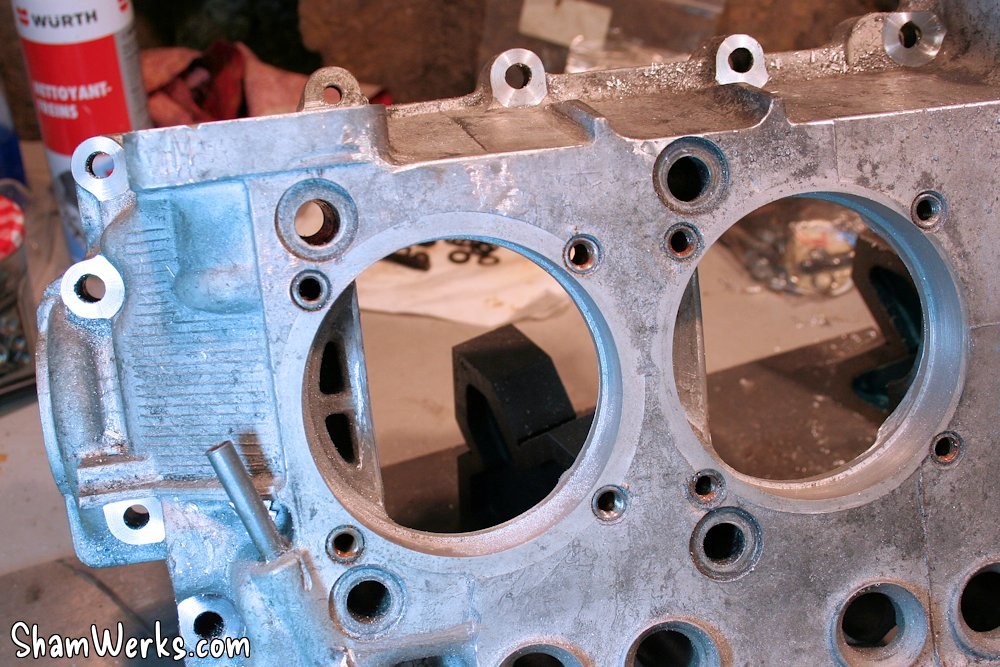
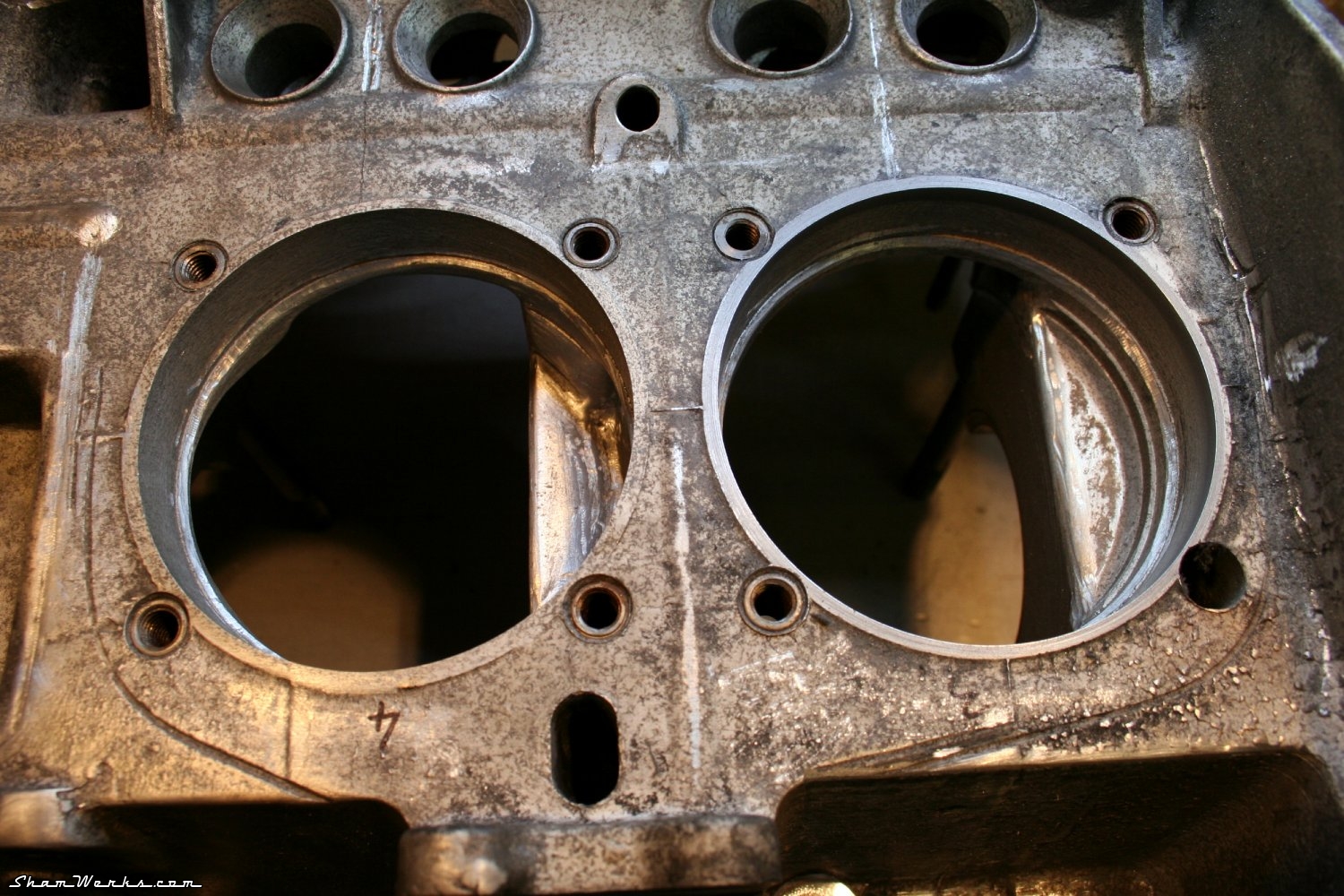
Je continue le boulot sur le carter... Dans le désordre :- Toutes arrêtes sont cassées et arrondies,
- Les marques de fonderie sont supprimées,
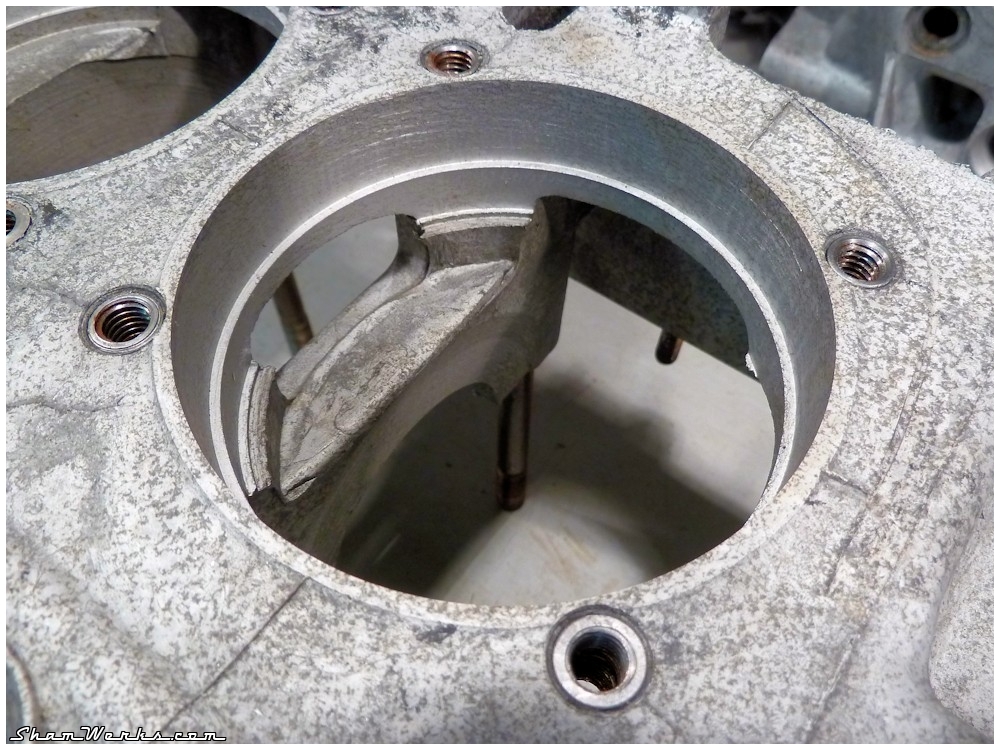
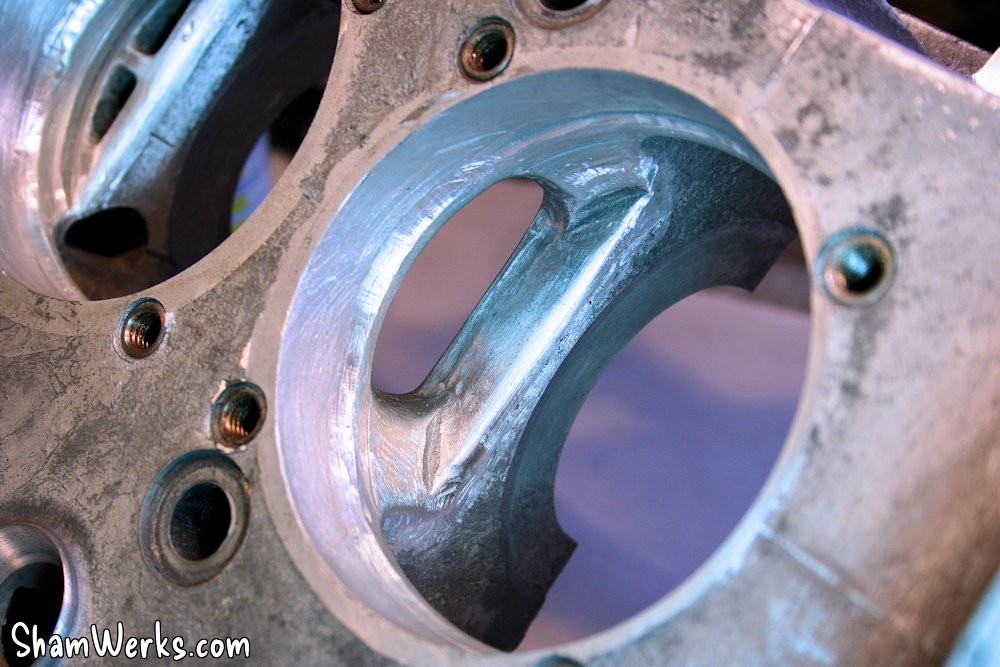
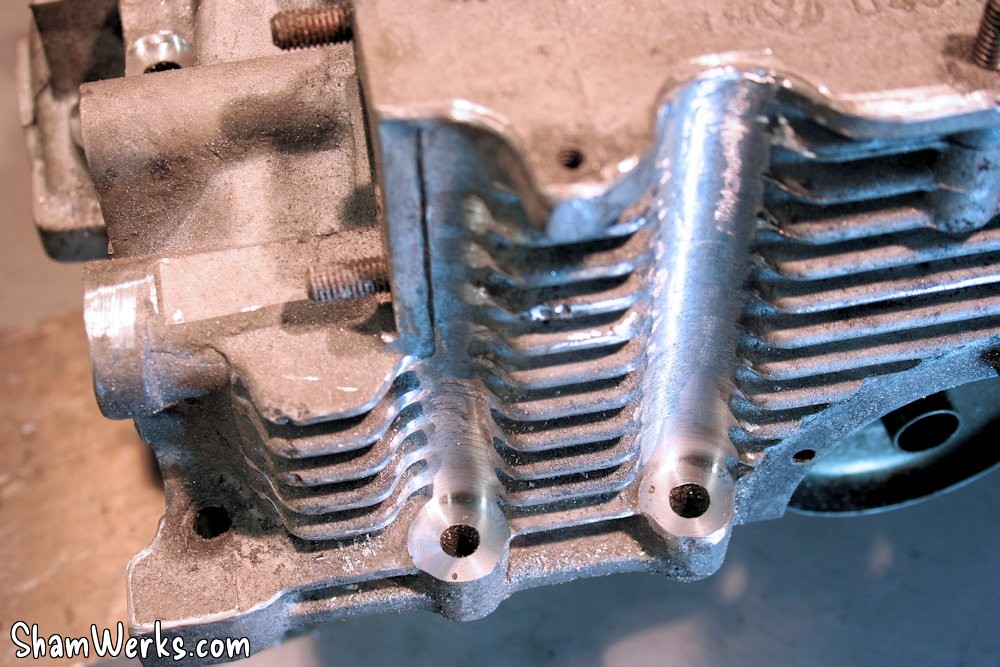
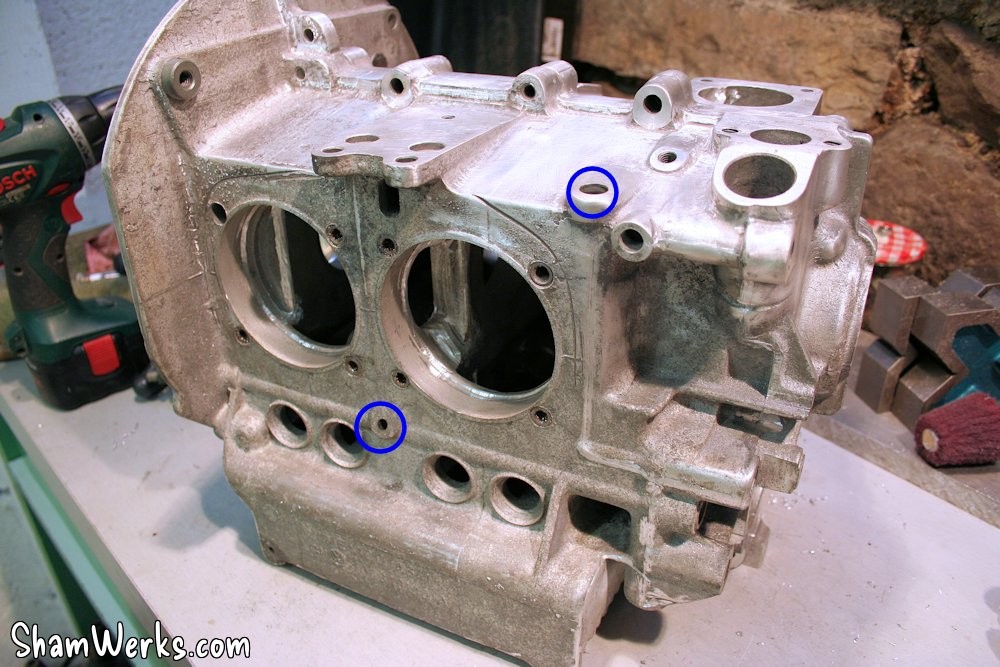
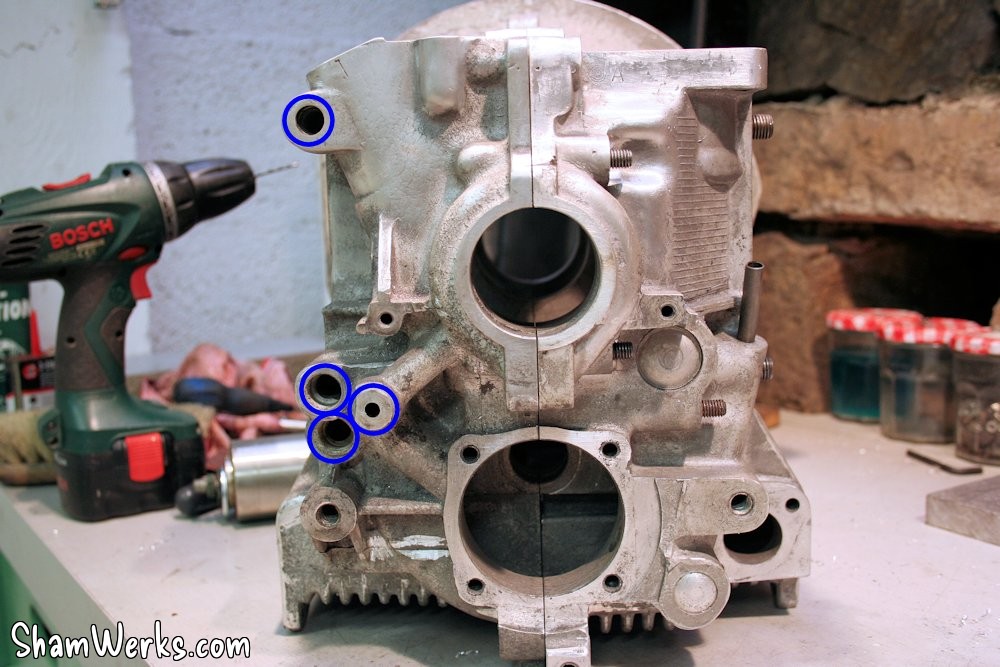
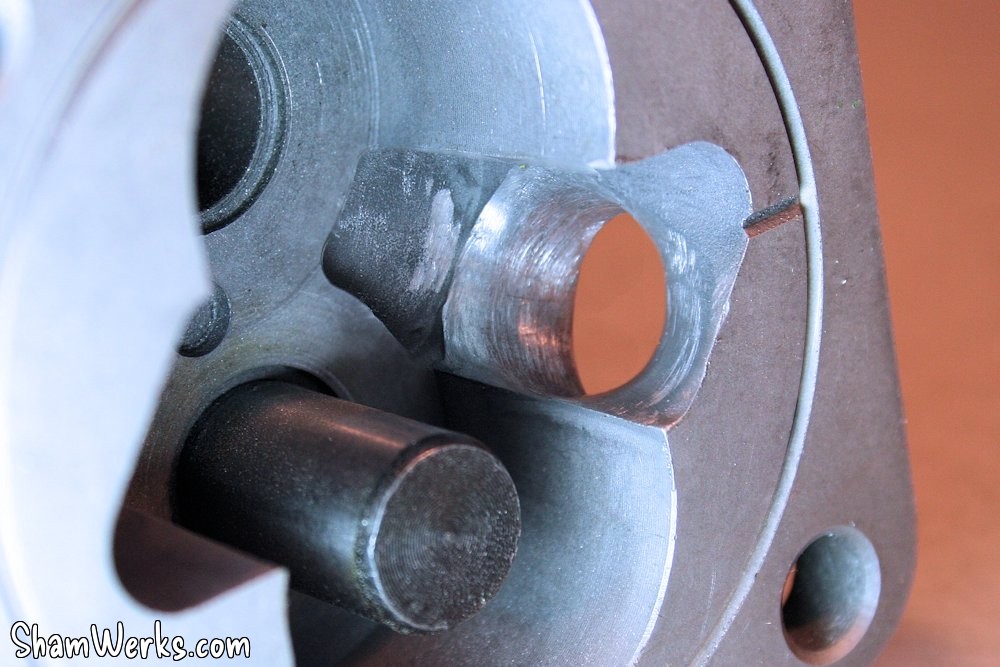
- Les trous de ventilation entre cylindres 1&2 / 3&4 sont agrandis (trois doigts, c'est la règle!) et lissés,
- Le retour d'huile à la base de la cloison avec la distribution est élargi,
- Le passage d'air au dessus du palier central est agrandi.
L'idée générale, c'est d'une part améliorer le brassage de l'air dans le bloc pour éviter les surpressions, et d'autre part faciliter le retour de l'huile au fond du bloc pour qu'elle reparte dans le circuit (l'huile qui reste sur les faces intérieures du carter ne sert à rien!).
Le lissage des arrêtes permet aussi d'éviter les concentrations de contraintes dans la matière, et les criques qui pourraient être le départ de ruptures. Mais bon, sur mon petit 1776 je suis pas trop inquiet de ce coté là quand même. 😁
Par comparaison, cliquez pour voir le passage d'air avant lissage... 😉
{kind=link}










Pour la finition extérieure du bloc, j'ai passé un coup de brosse à satiner (à la fraiseuse pneumatique, faut que ça tourne vite). Le but était juste d'enlever l'oxydation et la crasse restante après son nettoyage chimique...
Berg Conversion
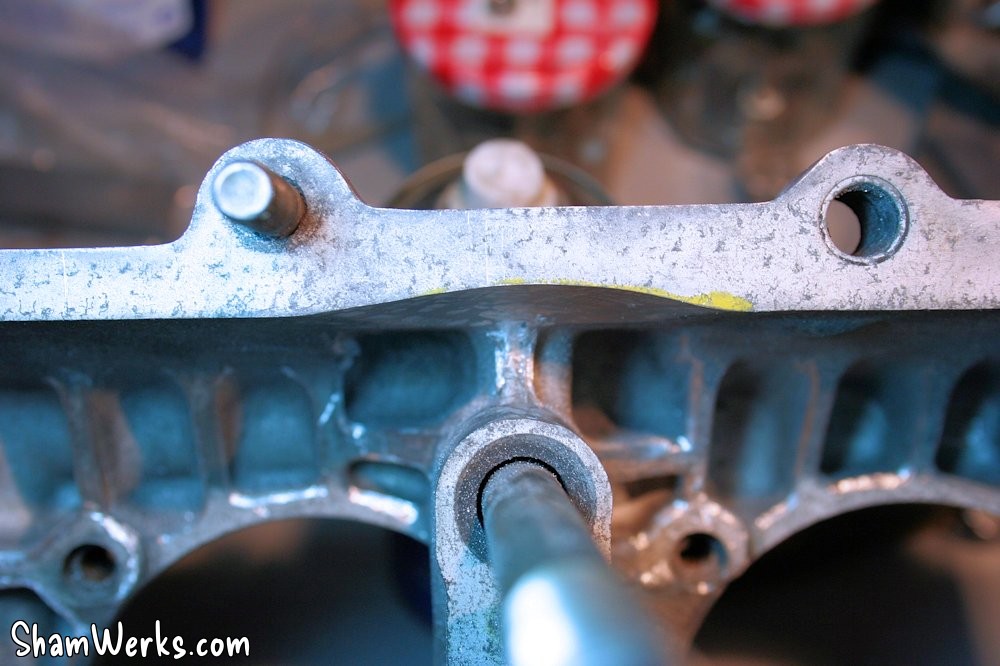
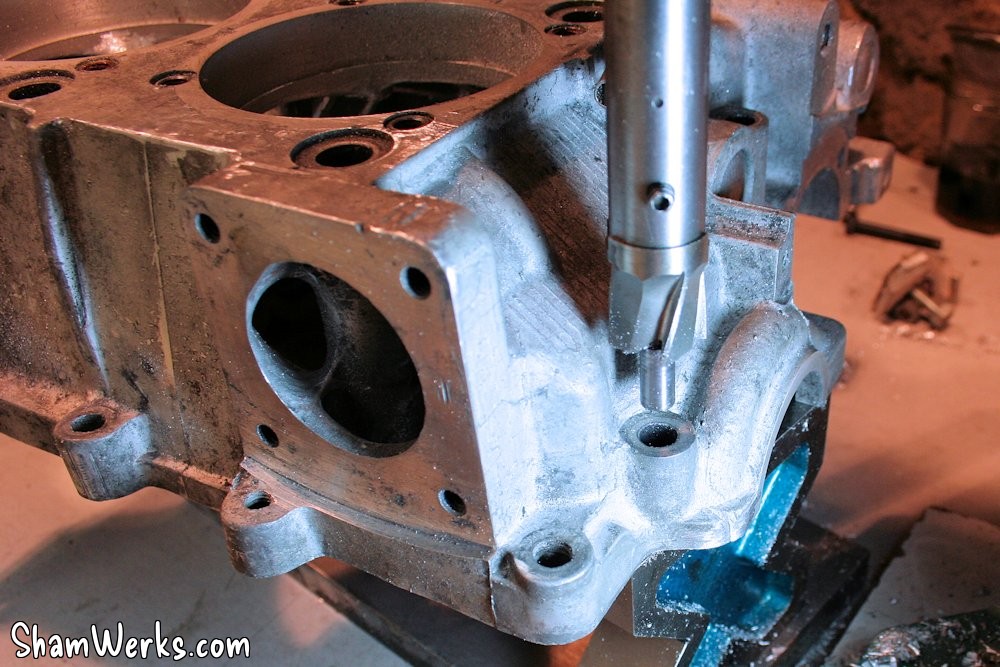
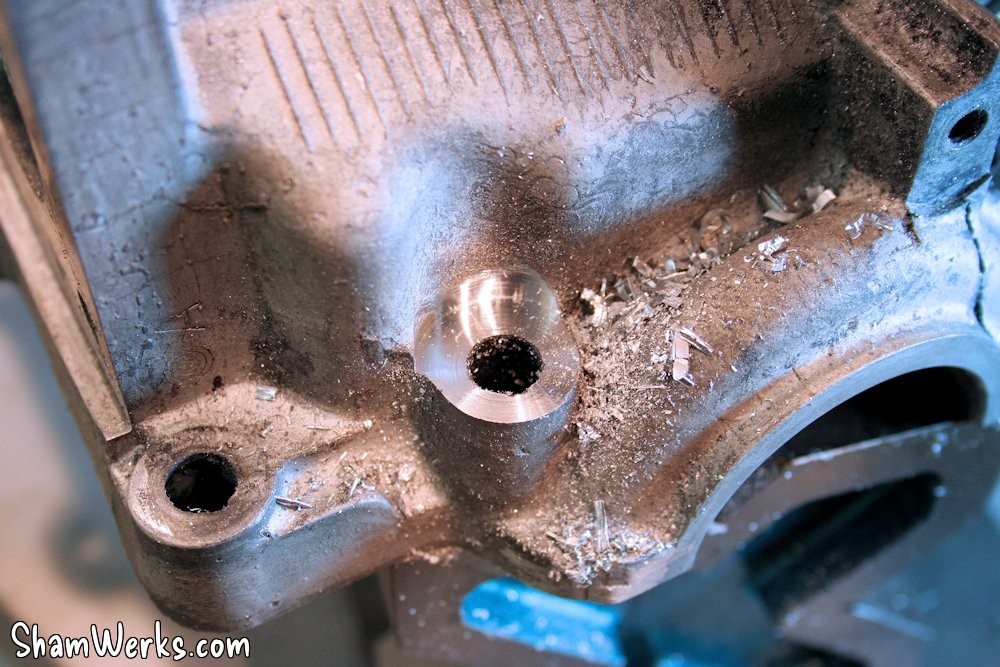
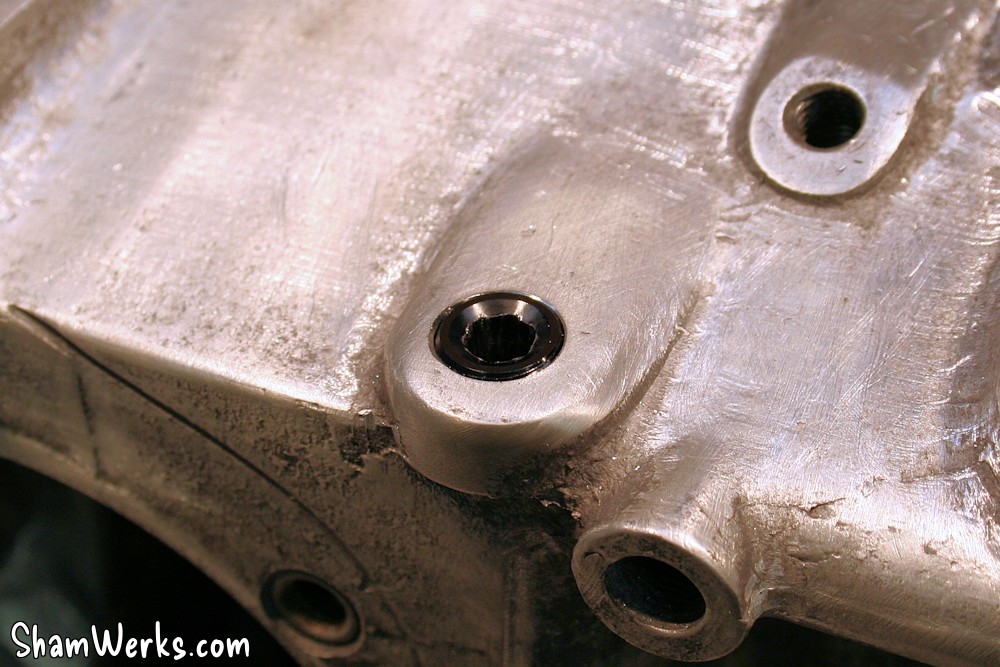
J'avais en tête de passer en rondelles et écrous de culasse sur le tour du bloc ("Gary Berg conversion") : les rondelles épaisses (4mm) et les écrous en 15 permettent d'avoir un serrage mieux réparti, et on peut augmenter le couple de serrage (on passe à 2.7mkg au lieu des 2mkg d'origine), ce qui contribue à donner de la rigidité au carter.Mais pour ça il faut reprendre les portées des rondelles sur le bloc... N'ayant pas forcément envie de passer par un usineur pour ça, et étant d'un naturel têtu (😁), j'ai bricolé un moyen de faire la modif moi même.
Pour faire ça, il faut normalement une fraise à lamer en 22mm (sur les conseils de KY260, il vaut même mieux du 23mm, sinon c'est juste), avec un pilote en 8mm. Pas évident à dénicher comme outil, mais j'ai finalement trouvé mon bonheur sur eBay : un jeu de fraises en 23mm, deux porte-outils en CM3, et 4 pilotes en 14.4mm, pour 44€... Bonne pioche! 😉
N'ayant pas de fraiseuse, je compte utiliser l'outil dans le mandrin de ma perceuse à colonne : je passe donc au tour l'un des deux porte-outils pour lui faire une queue cylindrique à la place du cône morse. Ensuite je réduis aussi le diamètre d'un des pilotes, pour passer à 8.5mm (l'enfer à usiner le pilote en acier durci!), et voilà, y'a plus qu'à!



Bon, ben en avant, j'attaque mon carter. Ça se fait rapidement (il s'agit juste de blanchir les portées), sauf pour les goussets sous le bloc, plus difficiles à atteindre ; il m'a fallu jouer de la Dremel pour supprimer les marques de fonderie et libérer l'accès à la fraise.

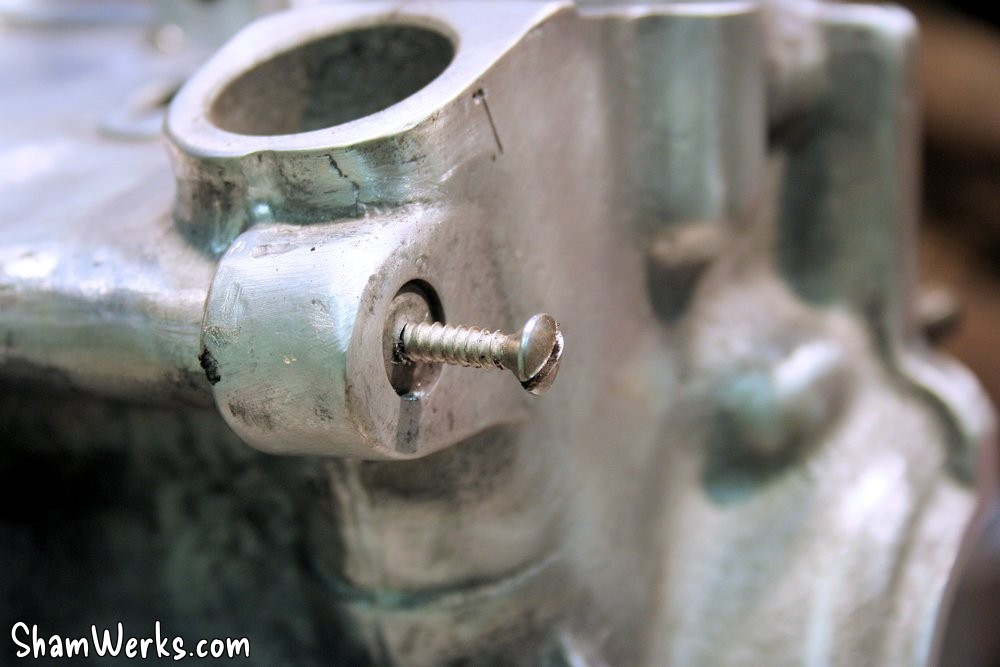
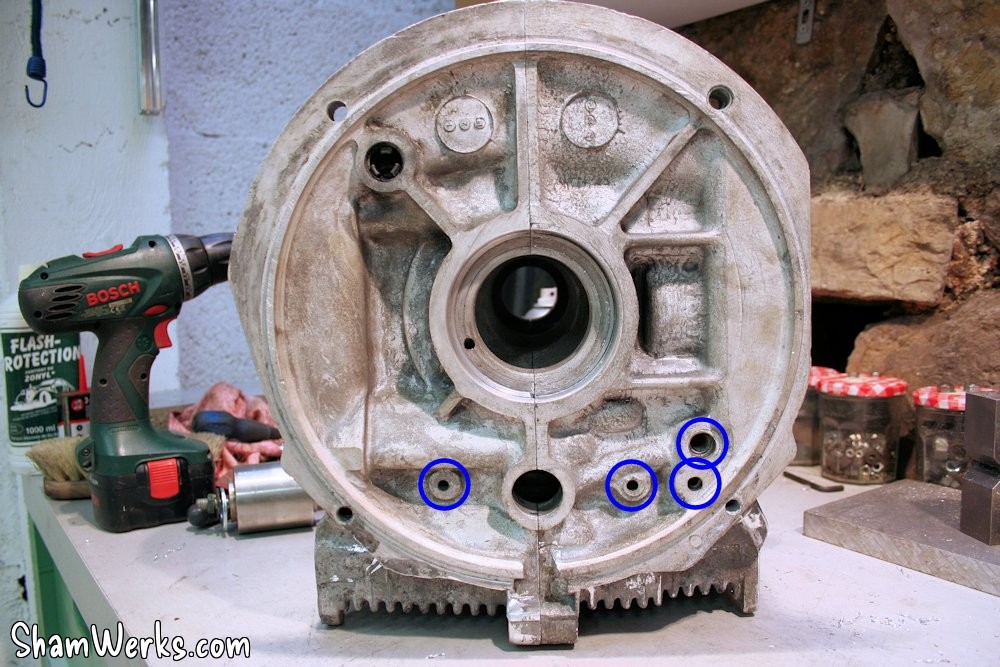
Débouchage des galeries d'huile
Pour nettoyer correctement les galeries d'huile, et éviter que de vieilles boues viennent foutre en l'air tout le travail effectué en bouchant un conduit à la mise en route, il faut impérativement les déboucher. L'opération n'est pas très difficile en s'appliquant un peu: après pointage, on perce le bouchon avec un forêt de 3mm ; ensuite on y visse une vis à tôle, on tire dessus avec un marteau à inertie, et hop.N'ayant pas de marteau à inertie, je m'en suis bricolé un en 5 minutes avec ce qui traînait sur l'établi... Pas mécontent de mon recyclage d'un vieil écrou crénelé de roue AR en 36mm, sur ce coup. 😁





Nettoyage et rebouchage des galeries d'huile
Bon, maintenant qu'on a débouché les galeries, il va falloir les nettoyer en profondeur et les reboucher ensuite!Voilà l'outillage pour ces deux étapes...
Pour le rebouchage : je me suis procuré pour ça des bouchons chez Torques.co.uk (excellente adresse chez qui je me suis déjà fourni en raccords avia), en NPT conique 1/8"x27, 1/4"x18 et 3/8"x18. Ils sont en alu anodisé noir, très belle came, à monter avec de la Loctite 577 "tubétanche" ; attention, il faut des clés Allen en pouces (tailles impériales).
Pour le nettoyage, tous les moyens sont bons. Pour ma part, c'est soufflette autant que possible pour évacuer le gros des copeaux, puis goupillon pour canon de fusil (kit nettoyage carabine "Solognac" sur le site Decathlon, en 8mm et 12mm de diamètre), goupillons de nettoyage pour flacons (pas chers chez Aromazone), cure-pipe... Le tout copieusement arrosé de nettoyant frein (un coup de WD40 peut aussi aider à décoller les restes d'huile durcie).
Pour gagner du temps, je monte les goupillons (y compris ceux pour canons de fusil) sur la perceuse sans fil, et je fait des aller-retours rapides dans les galeries en tournant vite : imparable, les conduits ressortent brillants! Désolé, pas de photo par contre, pas réussi à obtenir un cliché correct de l'intérieur des conduits...


Avant de tarauder, il faut percer : voilà les diamètres des forêts nécessaires pour ça :
- Bouchon 1/8" : forêt 8,5mm (11/32"), sur une profondeur de 15 mm
- Bouchon 1/4" : forêt 11mm (7/16" ), sur une profondeur de 26 mm
- Bouchon 3/8" : forêt 14,5mm (37/64" ou 9/16"), sur une profondeur de 25 mm
Le taraudage est délicat, car conique. Pour la profondeur, il faut y aller petit à petit : on taraude un peu, on essaye le bouchon, on re-taraude, on ré-essaye, et cætera jusqu'à ce qu'il arrive juste à fleur de son logement. Tant qu'à faire, quand la bonne profondeur est atteinte, je repère sur le taraud (trait rouge au marqueur, cf. photo précédente) jusqu'où il faut aller, ça permet de gagner du temps sur les suivants!





En avant, taraud NPT 1/4"x18, direct dans la canalisation, sans la repercer, le diamètre est bon. Un demi tour en avant, un quart de tour en arrière pour évacuer les copeaux, et on recommence... Le bouchon sera serré au fond de la galerie, encore une fois copieusement enduit de Loctite 577.
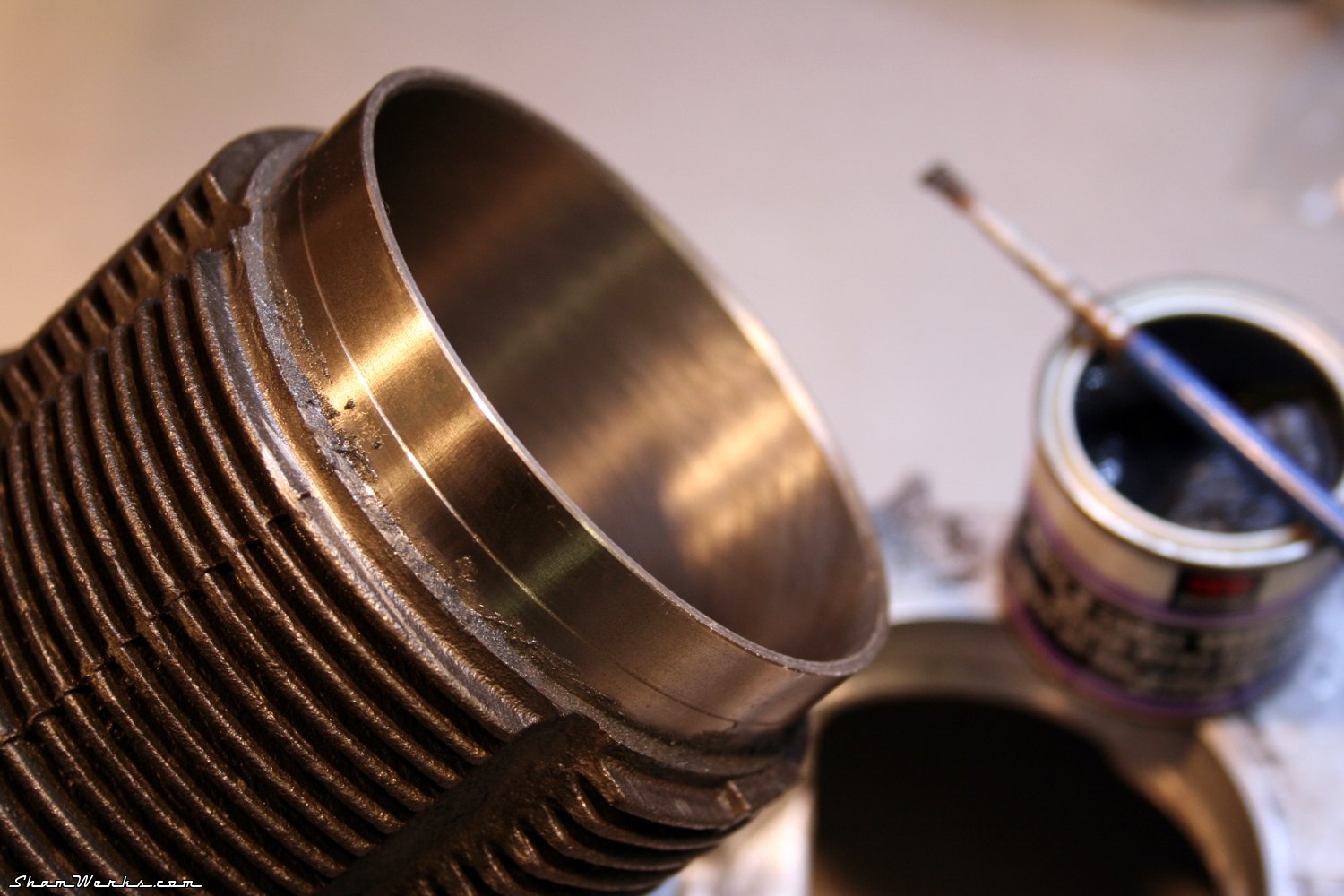
Rodage cylindres
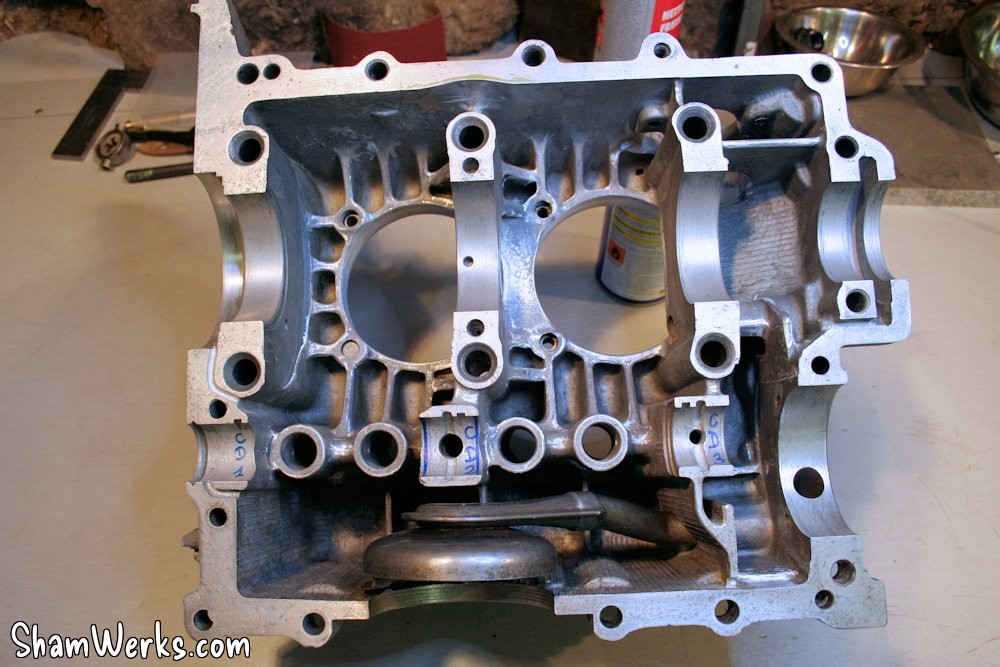
Ensuite, rodage des cylindres sur le bloc, pour qu'ils aient une bonne assise. Certains diront que c'est pousser le bouchon un peu loin, mais encore une fois, tant qu'à faire ça aux p'tits oignons...Donc en avant, pâte à roder gros grain appliquée avec un pinceau sur le tour du cylindre, et on fait des aller-retours (3cm vers la gauche, 3cm vers la droite). Pas besoin de beaucoup, qq minutes par cylindre suffisent ; la partie matte sur les photos indique un rodage régulier sur tout le tour. C'est l'occasion de vérifier que les cylindres ne reposent pas sur les douilles, mais bien sur le bloc (retouche à la Dremel si nécessaire).
Dans mon cas tout va bien sur les 4 cylindres, parfait, je valide. Next.
Arbre à cames
D'origine, le bord des cames est carrément coupant, et risque de blesser les poussoirs à la mise en route. Je reprends donc cet angle à la Dremel, avec un rouleau abrasif. Pas besoin de beaucoup, il faut juste casser cet angle ; je finis avec un coup de 600 à l'huile, pour la forme.Les paliers sont déglacés au 2000 à l'huile (un coup de tampon Jex usé ça le fait aussi), histoire d'enlever toute imperfection et de favoriser la tenue du film d'huile. Par contre si ous utilisez du papier de verre, assurez vous de bien nettoyer à fond la pièce ensuite, les particules abrasives pouvant rester accrochées dans la matière (enfin, c'est surtout vrai de l'alliage léger des coussinets, moins de l'acier durci des paliers!).

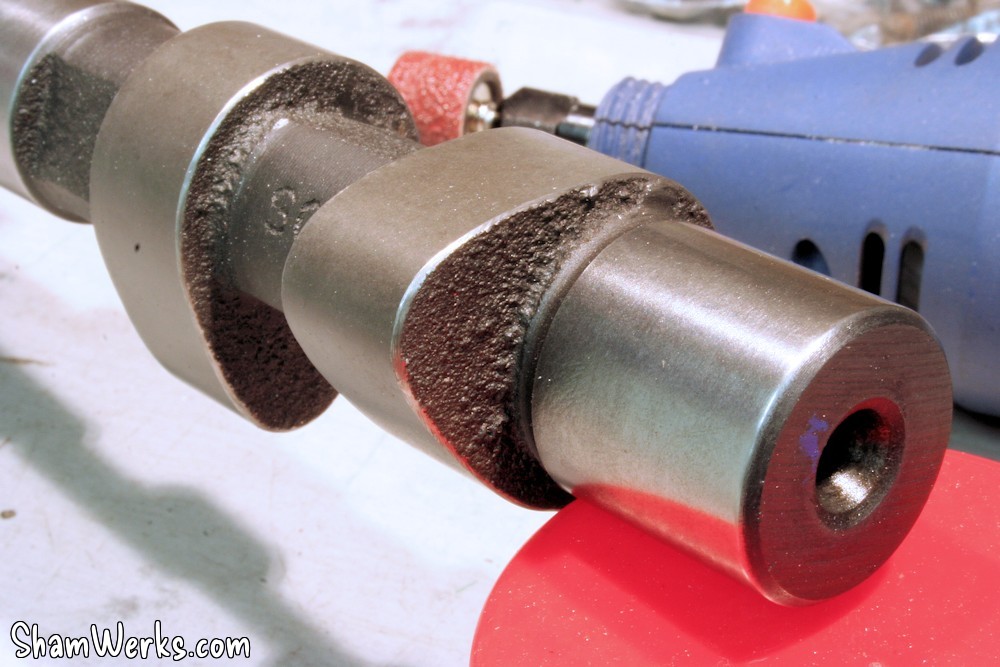
Enfin, dégraissage soigneux de tout ce p'tit monde (nettoyant frein, acétone), et assemblage : les vis sont serrées au couple à 25nm, avec une goutte de frein filet fort (une grosse goutte hein... Faudrait pas que ça se desserre ça!). La fente de l'entrainement tournevis de l'arbre doit s'aligner avec le repère de calage sur la poulie.



Pompe à huile
La pompe à huile est un modèle préparé par Feller : c'est une base de Shadek 26mm, usinée pour ajouter deux joints toriques sur le pourtour du corps (pour éviter fuites/cavitation). La pompe est rectifiée pour que les pignons arrivent juste à fleur du corps (vérifié à la règle rectifiée).La sortie est bouchée, avec le départ full-flow sur le couvercle en alu CNC anodisé noir (gravé laser au nom de mon dealer de pièces préféré 😁).
Plus d'infos sur le blog de Feller ; d'ailleurs en regardant bien, mon couvercle est sur la dernière photo, sur la droite... 😁
Très joli produit en tous cas, état de surface irréprochable, et Made in France en plus!

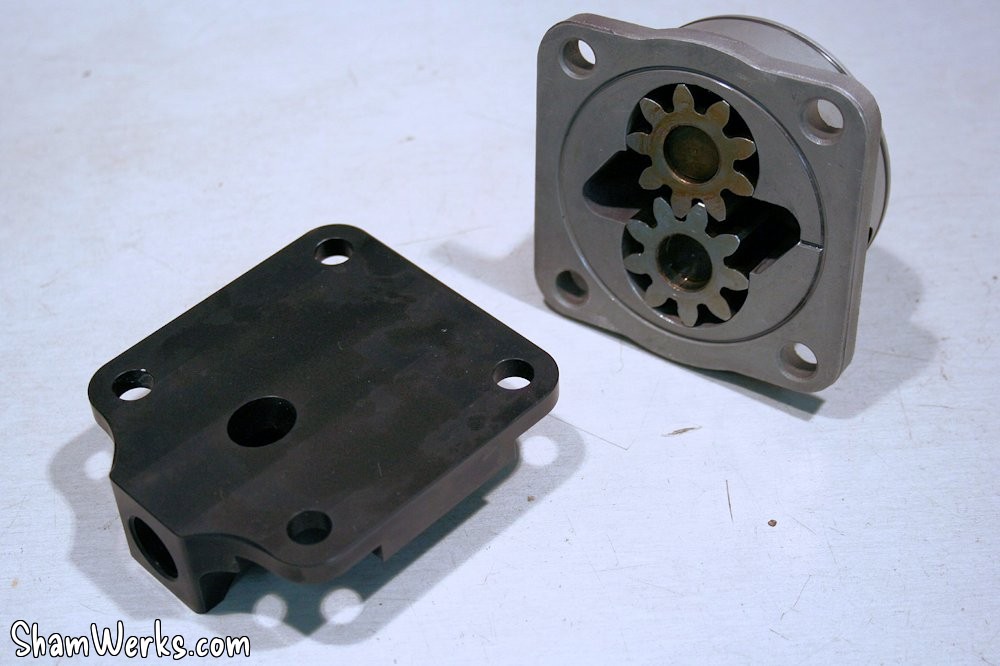




Là, fini pour la pompe à huile, c'est prêt à monter!
La suite bientôt! Publié le 30/06/2014 / 0 commentaires